 Вы никогда не пытались выгибать из металла профили типа «уголок» или «швеллер»? Если пробовали, то, наверное, знаете, как это трудно, особенно если профиль длинномерный. Нехитрый волочильный стан, сделанный мною, позволяет протягивать разнообразные фасонные профили из металла толщиной до одного миллиметра практически любой длины. В дело идут пластичные металлы — стали марок 3 и «нержавейка», алюминиевые сплавы и латунь.
Вы никогда не пытались выгибать из металла профили типа «уголок» или «швеллер»? Если пробовали, то, наверное, знаете, как это трудно, особенно если профиль длинномерный. Нехитрый волочильный стан, сделанный мною, позволяет протягивать разнообразные фасонные профили из металла толщиной до одного миллиметра практически любой длины. В дело идут пластичные металлы — стали марок 3 и «нержавейка», алюминиевые сплавы и латунь.
Главный узел стана — разборная фильера из материала Ст. 45. Хорошо воспользоваться для этой цели державками старых токарных резцов. Последовательность технологических операций следующая: черновая обработка, подгонка, шлифовка, полировка и закалка.
Основание стана — двухметровый кусок швеллера сечением 50X100 мм. С одной из его сторон закрепляются фильеры, а с противоположной — располагается элементарный ворот — вал со стальными щечками, между которыми наматывается трос. На вал насаживается рычаг с рукояткой. Один из концов троса закрепляется на валу, а другой соединяется с зажимом. Зажим, в свою очередь, стягивает полосу металла, пропущенную сквозь фильеру.
Несколько рекомендаций по технологии волочения. Перед работой металлическая полоса смазывается масляно-графитовой смазкой, а затем заправляется в фильеру. При этом начальный участок профиля необходимо выгнуть с помощью молотка, тисков и пассатижей.
Рис. 1. Волочильный стан:
1, 2 — детали фильеры, 3 — болт, 4 — болт крепления фильеры к основанию, 5 — зажим, 6 — трос, 7 — основание, 8 — щеки, 9 — вал, 10 — рукоятка.
Рис. 2. Фильера для протяжки швеллера:
1, 2 —детали фильеры, 3 — стяжной болт.
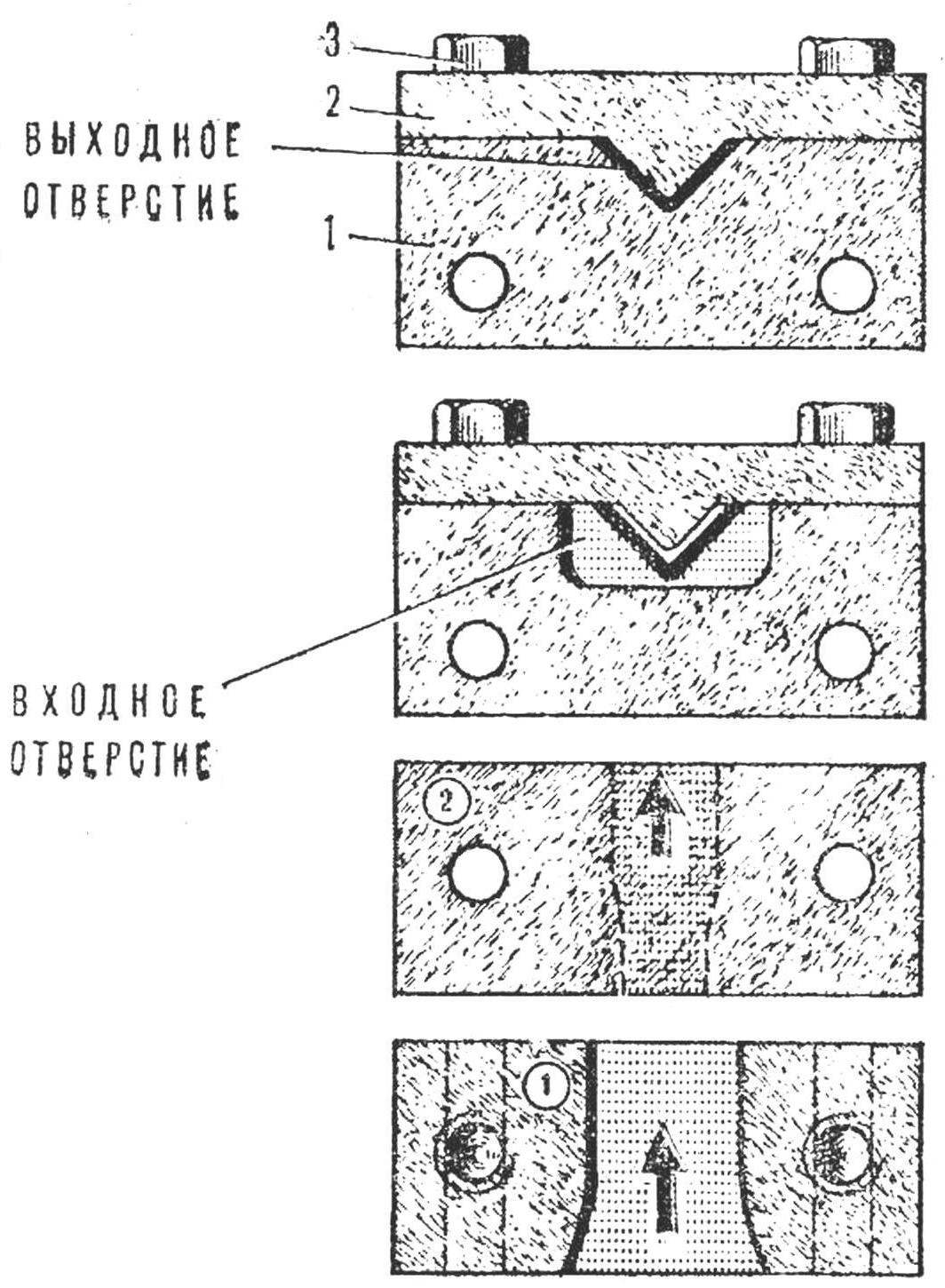
Рис. 3. Фильера для протяжки уголка:
1, 2 — детали фильеры, 3 — стяжной болт.
На таком приспособлении можно получать швеллеры с высотой полок до 15 мм и шириной от 15 до 50 мм, а «уголки» — с полками до 20 мм. Хочется предупредить, что стан «выдает» продукцию, несколько скрученную вокруг продольной оси, но недостаток этот легко исправить ручной рихтовкой.
Замечу, что на качество профиля в значительной степени влияет чистота обработки ручья, то есть внутренней поверхности фильеры. Немалое значение имеет и качество переходов — они должны быть достаточно плавными. Просвет фильеры необходимо сделать на 10—20% больше сечения протягиваемого металла. Стальные заготовки-полосы перед волочением лучше всего отжечь. Ширина полосы подбирается экспериментально, для чего через фильеру пропускается кусок картона. Если полоска узка, то ширина полок будет неравномерной, в противном же случае боковые кромки картонки будут сплющиваться.
Остается пожелать самодельщикам, решившим последовать моему опыту, заменить ворот на цепной привод — на вал насадить звездочку, а трос заменить цепью, при этом существенно возрастет качество изготавливаемых профилей.
В. ЖЕСТОВ, слесарь, г. Иркутск
Рекомендуем почитать
 БОЛТ С ШАПОЧКОЙ
БОЛТ С ШАПОЧКОЙ
При некоторых условиях эксплуатации (например, вибрация) резьбовые соединения постепенно развинчиваются. Чтобы этого не происходило, не обязательно навинчивать контргайку: ее роль с... ЦВЕТНИК ИЗ КОЛЕСА
ЦВЕТНИК ИЗ КОЛЕСА
Сейчас модно использовать старые вещи и бытовую утварь в декоративных целях, и не только в домах, но и на дачных участках. Тем, кто любит выращивать цветы в горшках, может стать неплохой...
