Пирамида крепления буксировочного замка и щитка приборов изготовляется из равнобокого уголка (25×3 мм) дюралюминия марки Д16Т. Буксировочный замок по конструкции аналогичен применяемым на лёгких учебных планёрах и выполняется из листовой стали марки Ст 20 толщиной 3 мм, крючок замка из листовой стали толщиной 5 мм.
Фюзеляж собирается в такой последовательности: соединив продольную балку, на которой смонтированы все вспомогательные детали, с пилоном несущего винта косынками, устанавливают поперечную балку. На ней уже должны быть смонтированы полуоси колёс и нижние узлы крепления подкосов. Затем с помощью подкосов пилон строго перпендикулярно подгоняется к поперечной балке и в таком положении фиксируется контргайками. Правильность подгонки проверяют, натягивая между крайними точками конструкции стальную проволоку. После этого, установив полученную крестовину на ровной площадке и закрепив её неподвижно, монтируют кресло пилота, пирамиду крепления буксировочного замка, хвостовое оперение и колёса шасси. В последнюю очередь монтируется заранее собранный на ступице несущий винт.
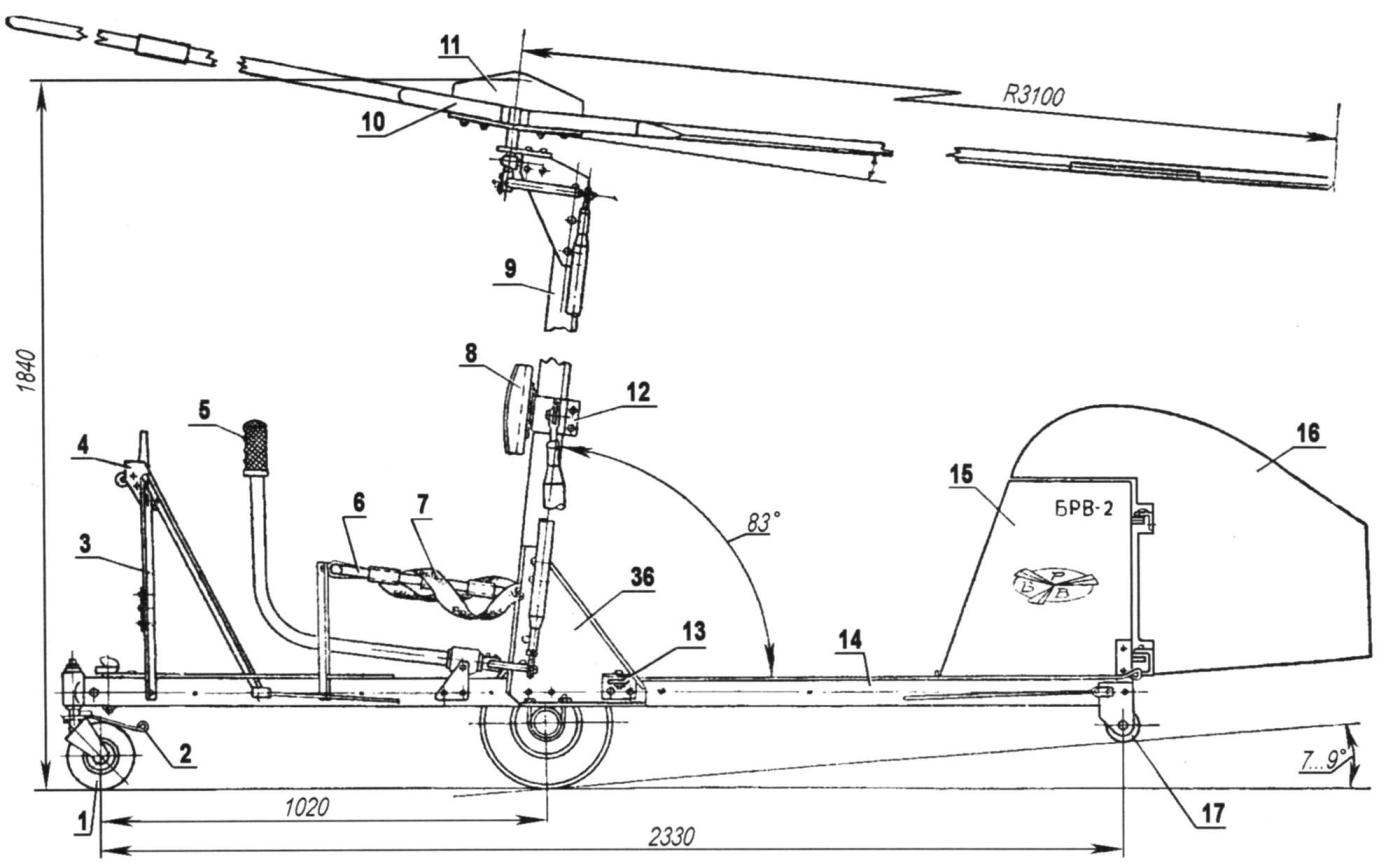
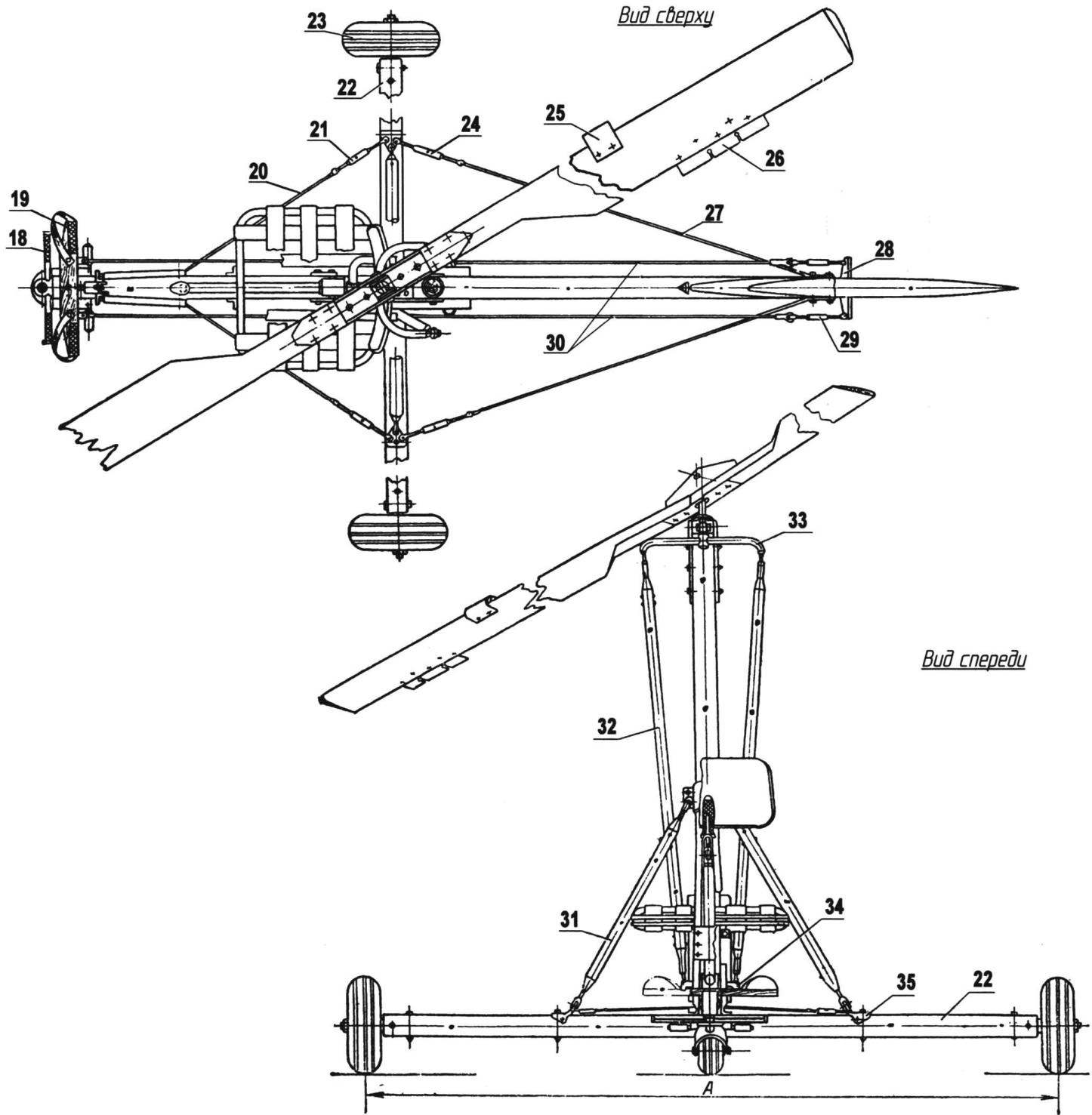
Автожир:
1 — управляемое колесо размерами 150×80 мм; 2 — тормозная пластина, Д160 с.2; 3 — пирамида (Д160, уголок); 4 — буксировочный замок; 5 — ручка управления (сталь 30ХГСА, Ø35×1; 6 — кресло пилота (сталь 20, Ø 20х1,5); 7 — привязные ремни (комплект); 8 — спинка кресла пилота (ФАБ, ПС-1); 9 — пилон (Д160, Ø65×2); 10 — лопасть несущего винта (ФАБ и пенопласт); 11 — ферма втулки несущего винта (Д16Т); 12 — верхний узел крепления подкосов (сталь 20, лист s5); 13 — поддерживающий ролик (Д16Т); 14 — балка-фюзеляж (Д16Т, Ø65×2); 15 — киль (ФАБ лист s 1, сосновая рейка); 16 — руль направления (ФАБ лист s1, сосновая рейка); 17 — хвостовой ролик (Д16Т, резина); 18 — педаль управления передним колесом, Д160, уголок; 19 — педаль руля направления (ясень); 20 -передняя расчалка (ОВС Ø3); 21 — тандер М5 (готовое изделие); 22 — поперечная балка (Д16Т Ø65×2); 23 — главное колесо шасси (300×125); 24 — тандер М5 (готовое изделие); 25 — противофлаттерный груз (сталь 20 лист s1, свинец); 26 — триммер лопасти (Д16Т лист s1,5); 27 — задняя расчалка (ОВС Ø3); 28 — кабанчик руля направления (сталь лист s2); 29 — тандер М3 (готовое изделие); 30 — тросы управления (Ø2,2); 31 — подкос (Д16Т Ø35×1); 32 — тяга управления (Д16Т Ø28×2); 33 — верхняя вилка (сталь 30ХГСА Ø20×2); 34 — нижняя вилка (сталь 30ХГСА т Ø20×2); 35 — нижний узел крепления подкоса (сталь 20 лист s3); 36 — фигурная косынка крепления пилона к балке (сталь 20 лист s5)
Детали конструкции, изготовленные из стали, необходимо покрыть для предохранения от коррозии сначала грунтом АГ10 или 138, затем нитрокрасками светлых тонов. Мелкие детали (косынки, болты) желательно оцинковать или кадмировать. Детали хвостового оперения грунтуются и окрашиваются по обычной технологии.
ОРГАНЫ УПРАВЛЕНИЯ
Автожир в полёте, как и самолёт, имеет возможность перемещаться и быть управляемым относительно трёх пространственных осей: вертикальной, продольной и поперечной. Отклонение ручки управления у автожира влечёт за собой наклон плоскости вращения несущего винта, благодаря чему создаётся нужный момент тангажа, или крена. Путевое управление автожира, как у самолёта, осуществляется рулём направления, укреплённым на киле в хвостовой части фюзеляжа.
Движение ручки и педалей на автожире соответствует установившейся практике полётов на самолёте, в основу которой положены инстинктивные движения человека для сохранения равновесия.
Основные общие требования, предъявляемые к механизму управления автожиром, мы излагаем по пунктам — для удобства проведения предполётных проверок. Это:
1. Достаточная жёсткость управления.
2. Минимальное запаздывание управления вследствие трения, люфтов и деформации. Оно не должно превышать величины, определяемой быстротой реакции человека (1/7 сек.).
3. Умеренные усилия на ручке и педалях. При отклонении их от нейтрального положения желательно, чтобы усилия на них возрастали плавно и были направлены в сторону, противоположную отклонению (так называемый положительный градиент усилия на ручке).
4. Отсутствие вибраций. Не должно быть «вождения» ручки и «дёргания» педалей.
5. Живучесть и прочность. Вращающиеся части — подшипники, шаровые шарниры и пальцы — должны иметь требуемую долговечность.
6. Независимость действия продольного, поперечного и путевого управления. Так, например, отклонение ручки в продольном направлении не должно вызывать крена.
7. Отсутствие заеданий в проводке и механизмах управления при деформациях фюзеляжа и других частей автожира, по которым идёт проводка управления.
8. Наличие ограничителей продольных отклонений ручки и педалей, которые надо ставить непосредственно на них.
9. Запас углов отклонения механизмов управления (несколько больше, чем требуется по расчёту или экспериментальным данным).
10. Наличие смазки и защиты шарниров и трущихся частей от пыли и влаги в сочленениях управления.
11. Удобство осмотра, монтажа и демонтажа агрегатов управления.
Механизм управления автожиром (рис. 1) состоит из ручки управления 2, нижней опоры 10, нижней вилки 8, двух тяг 4, верхней вилки 7 и верхней опоры 12.
Ручка укреплена на продольной балке-фюзеляже 1 с помощью болта, относительно которого она может совершать колебательные движения в продольной плоскости.
Движение ручки в поперечной плоскости передаётся на вилку через вал, установленный на бронзовых втулках в корпусе нижней опоры. На валу ручка и нижняя вилка крепятся болтами М6, со стороны вилки (если нужно) на вал ставятся регулировочные шайбы для устранения осевого люфта. С нижней вилки усилие передаётся на верхнюю с помощью двух тяг, на концах которых имеются ушковые болты с шаровыми подшипниками. Верхняя вилка закреплена на оси несущего винта, которая, в свою очередь, шарнирно крепится на валу верхней опоры.

 В последних номерах нашего журнала был опубликован цикл статей группы конструкторов автожиров об особенностях постройки этих винтокрылых машин, о том, как строить автожиры, как летать на них, буксируемых катером или автомобилем. В в этом номере мы рассказываем о конструкции фюзеляжа и органах управления автожиром (или виропланёром, поскольку они идентичны).
В последних номерах нашего журнала был опубликован цикл статей группы конструкторов автожиров об особенностях постройки этих винтокрылых машин, о том, как строить автожиры, как летать на них, буксируемых катером или автомобилем. В в этом номере мы рассказываем о конструкции фюзеляжа и органах управления автожиром (или виропланёром, поскольку они идентичны).