К серьге на коромысле из 6-мм стальной проволоки подвешена бадейка для опоки. Борт бадейки изготовлен из 60-мм отрезка стальной трубы 80×3 мм, а приварное днище — из стального листа толщиной 3 мм. Дужка высотой 200 мм — из той же 6-мм стальной проволоки.
Чтобы уверенно пользоваться такой центрифугой, надо сначала немного потренироваться, вспомнив, как в школьные годы в физкабинете доводилось крутить на бечевке ведерко с водой при изучении центробежной силы.
Правда, теперь вместо бечевки и ведерка с водой в руках самодельная центрифуга с бадейкой, на днище которой— пластмассовый (чтобы не разбился) стаканчик. Но вода в нем обычная, какая была в школьных экспериментах по физике. И действие центробежной силы аналогичное. Крепко удерживая рукоятку, надо вращать всю цепь (серьга — коромысло — бадейка и сосуд с водой) вокруг болта-оси, стараясь не пролить ни капли.
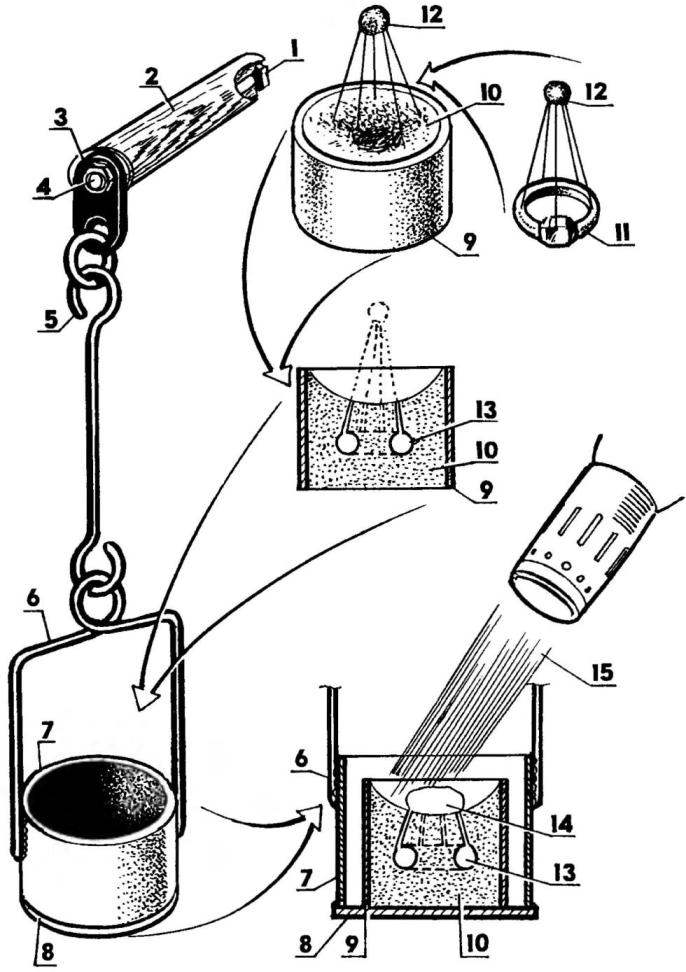
Технология получения качественного микролитья пол давлением из цветных металлов и сплавов с помощью ручной центрифуги:
1 — болт-ось; 2 — деревянная ручка; 3 — металлическая, легко вращающаяся серьга; 4 — законтренная гайка; 5 — стальное проволочное коромысло; 6— дужка; 7 — борт бадейки; 8 — днище бадейки; 9 — опока; 10 — формовочная масса; 11 — восковая модель; 12 — восковой шарик с технологическими проволочными штифтами; 13—литьевая форма с литниковыми каналами, образовавшаяся после выплавления воска и удаления штифтов; 14—расплавляемый металл (сплав); 15 — пламя бензиновой горелки;
заполнение формы расплавом при вращении центрифуги и последующие операции по извлечению и доводке готового изделия не показаны
Приноровившись, впоследствии можно иметь дело уже не с водой, а с расплавленным цветным металлом (или сплавом), который станет вдавливаться центробежной силой через литниковые каналы в литьевую полость в опоке, установленной в бадейке вместо пластмассового стаканчика.
Самое, пожалуй, сложное и трудоемкое в микролитейном деле — это изготовление объемной, в натуральную величину восковой модели. Лепится такая из воска вручную, с использованием нагретого глазного скальпеля или горячей штопальной иглы С предельной тщательностью прорабатываются даже мелкие детали, ведь расплавленный металл (а равно и любой сплав) ошибок и неряшливости не прощает. Более того, отливка, выполняемая на центрифуге под давлением, проявляет все огрехи модели!
В своей практике я использую восковые модели, высота у которых не более 40, а диаметр — 50 мм. При этом стараюсь соблюдать соразмерность, чтобы масса металла в отливке не превышала 40 г Ограничения обусловлены в основном небольшой мощностью горелки, используемой мною для плавки.
Исходя из сложившихся соразмерностей, не забываю и об использовании справочных данных. В частности, отливаю серебряные фигурки, ориентируясь на плотность воска и серебра.
Восковую модель кладу на весы ВЛР-200. Показания весов умножаю на 12 и узнаю массу будущей отливки из серебра. Коэффициент 12 беру как слегка завышенный, поэтому 2— 3 грамма металла в черновом полуфабрикате будут лишними. Но такой запас вполне оправдан, ибо лучше иметь небольшой излишек (обычно весь он уходит на неизбежные «иглы», кристаллизирующиеся в литниковых каналах), который впоследствии легко отрезать от уже вылитой фигурки, чем не добрать серебра и испортить изделие вместе с моделью.
В разных местах в восковую модель втыкаю нагретые металлические штифты толщиной 1 мм и длиной 60—80 мм. Обычно таких (чисто вспомогательных) элементов требуется от 5 до 8 штук. Рекомендуемый для них материал — полированная проволока из нержавеющей стали или нихрома. Верхние концы штифтов соединяю кусочком воска.
Учитывая габариты модели, подбираю опоку. Ее высота такая, чтобы расстояние между воображаемым дном и моделью составляло 10—15 мм, а в верхней части формовочной массы располагалась литниковая чаша для плавки металла.
