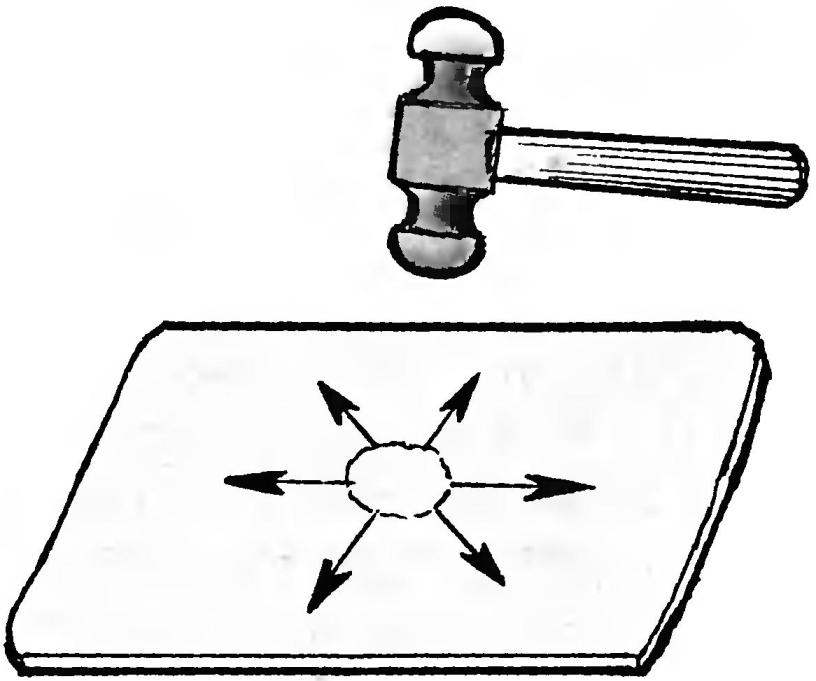
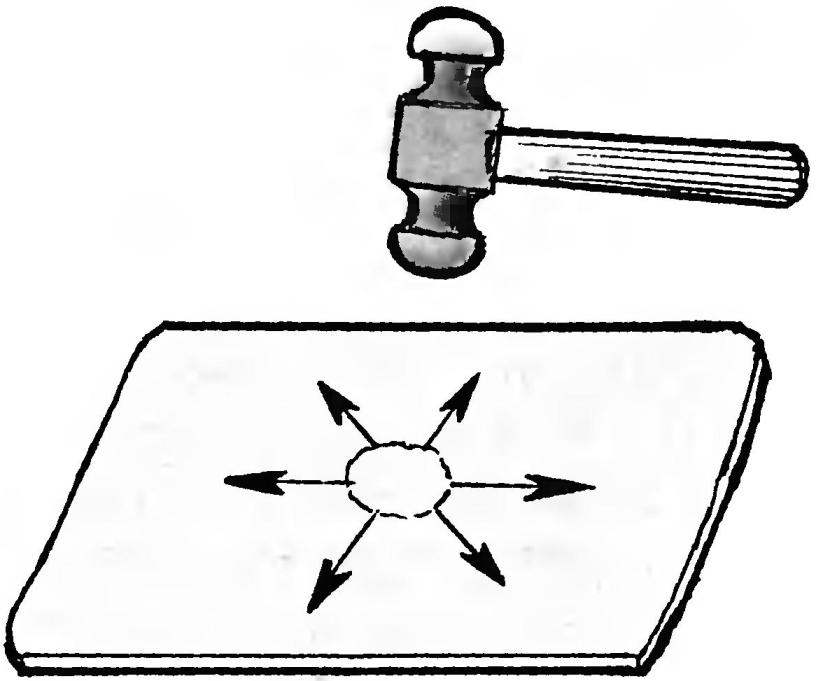
Однако у инструмента могут быть и более сложные формы. На рисунке 3 изображён специальный медницкий молоток. Наносимые им удары растягивают материал радиально — от центра заготовки к периферии. Такой инструмент пригоден для выколотки сферических поверхностей — как, например, чаши, шаровой поверхности, крайней секции буфера. А на ровных поверхностях (капот) такой молоток сделает нежелательные вспучивания, излишний наклёп металла.
Во всех случаях нужно стремиться, чтобы радиус бойка приближался к радиусу детали. На рисунке 4 показан процесс получения изогнутого жёлоба. Длина стрелок символизирует степень растяжки металла. При выколачивании сначала гнётся ровная середина, с большим изгибом (или иначе — меньшим R3), так как при растяжке бортов (R2) она будет частично расправляться. Борт жёлоба является большой дугой, значит, и требует большей растяжки, с «затуханием» ударов к R1. Такая деталь, как брызговик, — это тот же жёлоб, только с изгибом в обратную сторону (рис. 5). Заготовка изгибается меньше, ибо при растягивании по оси её борта сжимаются. Эта фигура более трудоёмка, да и металл получает больший наклёп — нарушается внутренняя структура, отчего материал слабеет. Поэтому стремятся, чтобы удары, особенно острым бойком, были слабее и ложились ближе друг к другу. В этом случае все участки жести подвергаются растяжке, и тем самым металл избавляется от перетоньшения.
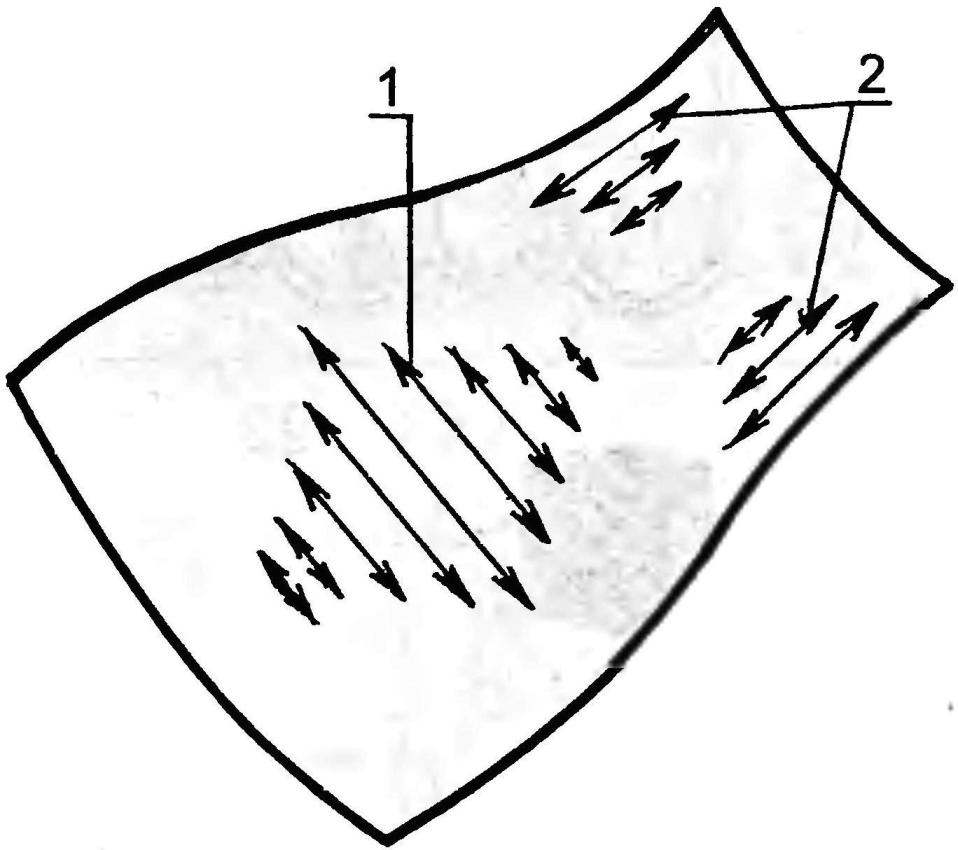
Рис. 6. Приёмы выколачивания при изготовлении сегмента сложной формы («чугунок»):
1 —направления ударов для поперечной растяжки металла; 2—то же для продольной растяжки с обеих сторон
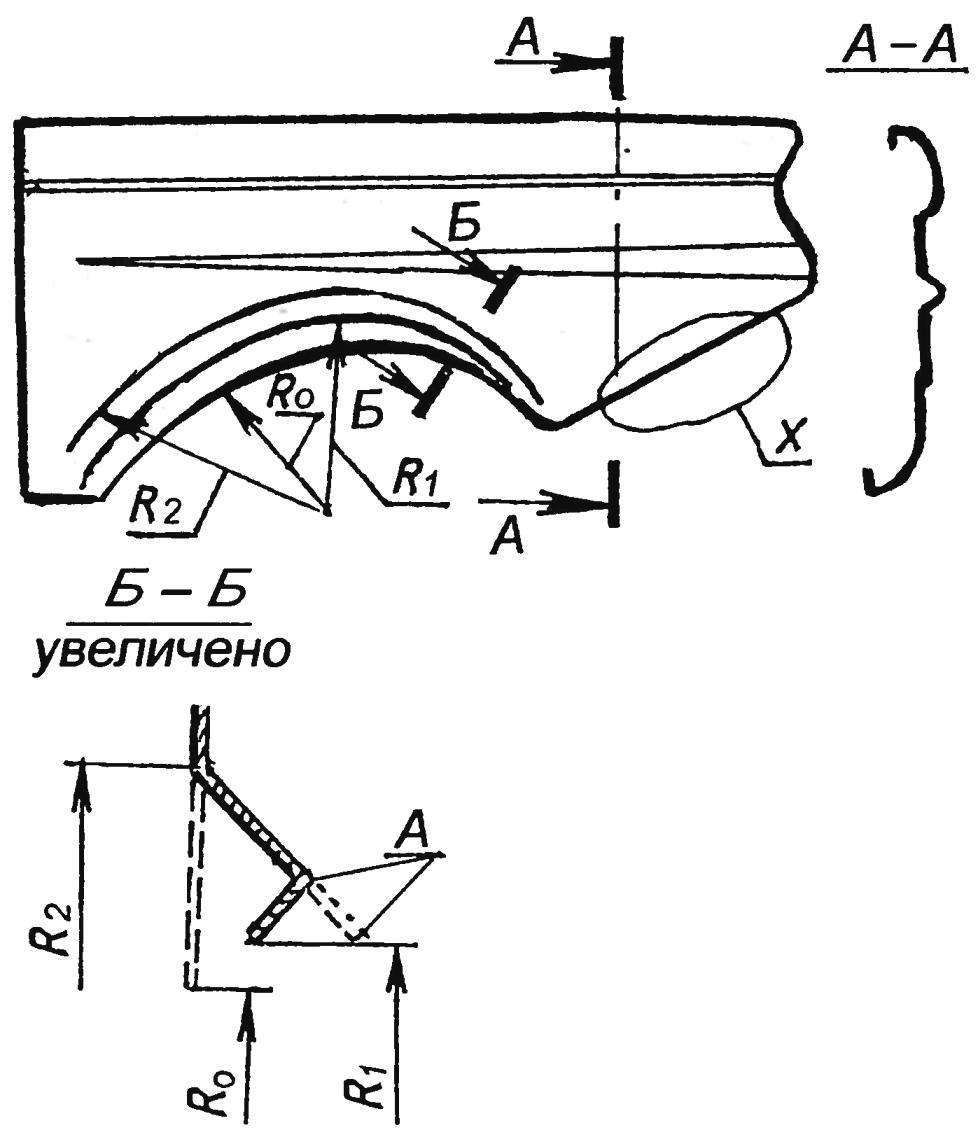
Рис. 7. Получение отбортовок на крыле автомобиля
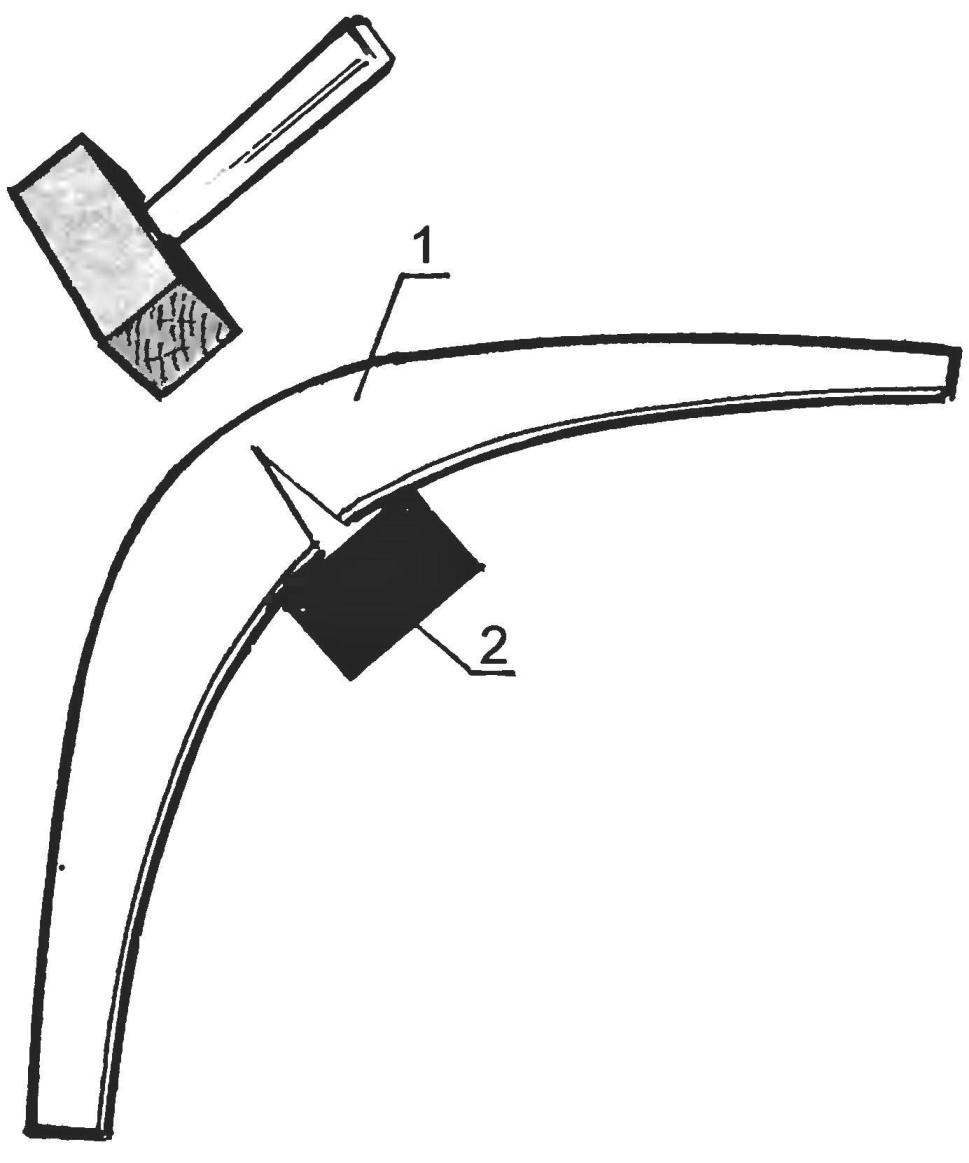
Рис. 8. Так жесть выколачивают в сборку, вытягивая её острым бойком:
1—угол капота; 2—подкладная оправка на период выколотки
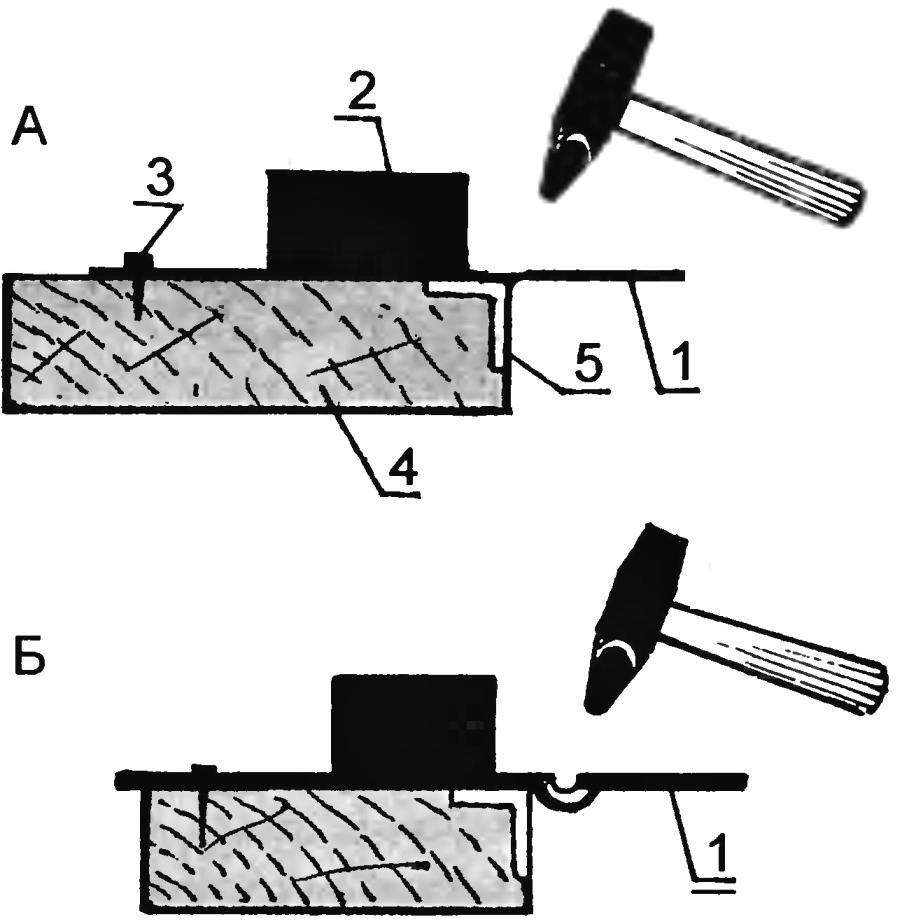
Рис. 9. Последовательность получения ребра на плоскости (А—начало выколотки, Б—завершение её):
1—лист металла; 2—груз (оправка); 3—фиксация листа гвоздём; 4—верстак; 5 —стальной уголок
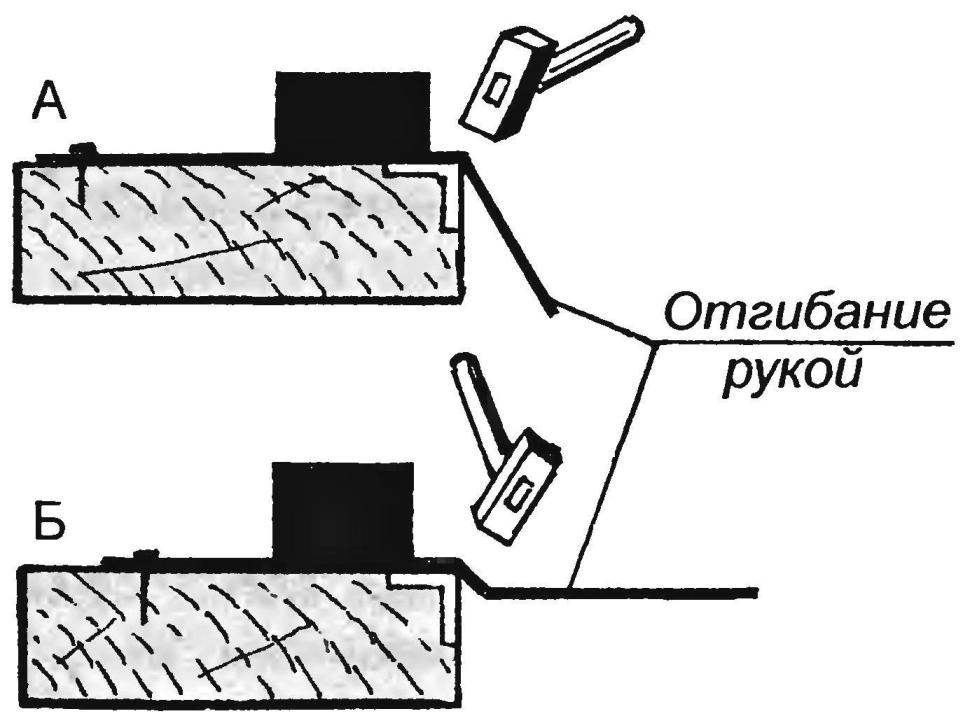
Рис. 10. Получение острого ребра киянкой (А—начальная выколотка, Б—обработка после переворота и сдвижки листа)
На рисунке 6 показана схема выколачивания сегмента «чугунок» (без дна). Он состоит как бы из двух ранее рассмотренных фигур. При изготовлении берётся ровный раскрой и выколачивается медницким молотком на гладкой плите. Затем проходят жёлобную (нижнюю) часть приёмами, рассмотренными для фигуры 4. И так, переходя от одного участка к другому, следим за формовкой сегмента.
Бывает, что деталь ведёт винтом. Она «хлопает» вследствие внутреннего напряжения. Но не следует огорчаться, а продолжать следить за общей формой, представляя её выправленной. Далее — «прощупываются» ударом молотка участки, требующие растяжения, и если деталь начинает крепнуть и искривляться, то там и нужно продолжать бить. Имеющие опыт без «прощупывания» определят такие места.
Полученные выше заготовки требуют доводки их лицевых поверхностей и стыкующихся кромок. Делается это более лёгким инструментом, для чего может послужить и сапожный молоток, которым обстукивается лицевая сторона, а с внутренней подставляется оправка, поддерживаемая рукой. Ею может служить любая стальная болванка со сферическими поверхностями и массой в 2 — 4 раза тяжелее молотка.
Выводя заподлицо соседний участок, не обязательно бить с другой стороны: растягиваясь и выправляясь, он, подпираемый оправкой, выходит заподлицо с соседними участками. Так доводится вся форма и её лицевая сторона. Операция эта наиболее ответственная. Освоив её, человек легко выправит (и очень искусно), например, поверхность кузова машины, побывавшей в аварии.
Если при рихтовке глаз не может уловить неровности, то нужно плоским напильником немного зачистить поверхность до обнаружения этих неровностей, а затем вновь рихтовать, поочередно возвращаясь к предшествующей операции, пока не добьёмся ровной поверхности. После окончательно крест-накрест опиливаем её напильником.
Рассмотрев эти основные приёмы, применим их непосредственно к крылу автомобиля. На изображённой на рисунке 7 схеме крыла радиусами R1 и показаны линии отбортовки, а сечением Б-Б её профиль, в котором радиус R0 — первоначальный, а R2 — после растяжки (так как он уходил на больший радиус, то и требовалось его растянуть).
 По своему опыту знаю, что после публикации в журнале «Моделист-конструктор» самодельного автомобиля (как и моего в январском номере за 1971 г.) авторы получают из многих городов письма с просьбой поделиться собственным опытом. Сейчас, во время кризиса, когда возможности самодельщиков максимально ограничены, хочу помочь заинтересованным читателям советом: как на практике восстановить или изготовить кузов машины методом выколотки.
По своему опыту знаю, что после публикации в журнале «Моделист-конструктор» самодельного автомобиля (как и моего в январском номере за 1971 г.) авторы получают из многих городов письма с просьбой поделиться собственным опытом. Сейчас, во время кризиса, когда возможности самодельщиков максимально ограничены, хочу помочь заинтересованным читателям советом: как на практике восстановить или изготовить кузов машины методом выколотки.