
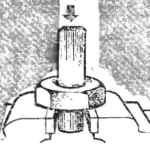
 При постройке моделей-копий отечественных самолетов типа ТБ-1, ТБ-3 и других требуется гофрированная обшивка, которой облицовывается каркас модели. Сделать такую обшивку несложно. Для этого служит «прокатный стан», показанный на рисунке. Для его изготовления подберите две одинаковые шестерни Ø 20—30 мм. Такого же размера будет и диаметр валков. Основание станка — дюралюминиевый швеллер. К нему винтами прикреплены две дюралюминиевые стойки толщиной по 8 мм. Между ними располагаются два валка длиной по 100 мм. Полуоси нижнего валка свободно вращаются в отверстиях стоек (желательно без люфта), а верхние в «плавающих» вкладышах прямоугольной формы, которые вставлены в прямоугольные окна стоек. Это необходимо для регулировки зазора между валками.
При постройке моделей-копий отечественных самолетов типа ТБ-1, ТБ-3 и других требуется гофрированная обшивка, которой облицовывается каркас модели. Сделать такую обшивку несложно. Для этого служит «прокатный стан», показанный на рисунке. Для его изготовления подберите две одинаковые шестерни Ø 20—30 мм. Такого же размера будет и диаметр валков. Основание станка — дюралюминиевый швеллер. К нему винтами прикреплены две дюралюминиевые стойки толщиной по 8 мм. Между ними располагаются два валка длиной по 100 мм. Полуоси нижнего валка свободно вращаются в отверстиях стоек (желательно без люфта), а верхние в «плавающих» вкладышах прямоугольной формы, которые вставлены в прямоугольные окна стоек. Это необходимо для регулировки зазора между валками.
Изготовление валков и расточка их требуют особой тщательности. Валки обрабатываются на токарном станке резцом треугольной формы, режущая часть которого на конце несколько закруглена. Канавки на поверхности валков нужно выточить очень точно: шаг нарезки верхнего и нижнего должен совпадать. Он зависит от масштаба модели. Так, для моделей самолетов ТБ-1, ТБ-3, Р-6 и других, выполненных в масштабе 1 : 40, шаг составляет 1,25 мм при глубине 1 мм.
Винты в стойках дают возможность в небольших пределах регулировать зазор между валками. При прокатке надо подобрать оптимальный зазор, чтобы заготовка не прорезалась и профиль получался достаточно четким. Поэтому, прежде чем изготавливать «прокат», следует сделать несколько проб.
Для удобства работы основание «стана» лучше зажать в тиски.
Процесс прокатки очень прост. Полоса металла вводится между валками, и вращением рукоятки производится прокатка. При оптимально выбранном зазоре получается хорошо гофрированная заготовка, которая обрезается по месту.
Для изготовления обшивки следует использовать металлическую фольгу (но не стальную) толщиной 0,10— 0,20 мм. Наиболее подходящим материалом является дюралюминиевая фольга, применяемая на печатных машинах «Эра». Но можно использовать и латунную и, наконец, обычную чертежную бумагу, предварительно покрытую нитролаком с обеих сторон и хорошо просушенную.
Рекомендуем почитать
 ВМЕСТО НОЖА — ГАЙКА
ВМЕСТО НОЖА — ГАЙКА
Многие детали мебели, корпусов радиоаппаратуры, различных приспособлений соединяются на цилиндрических шипах Ø 6—8 мм из твердого дерева (обычно букв или дуба). Изготавливать их... ПОЧТИ БАББИТОВЫЙ
ПОЧТИ БАББИТОВЫЙ
Есть элемент конструкции, который можно найти, наверное, в любой движущейся модели. Это подшипник скольжения. Нередко пара «вал — отверстие» представлена в виде проходящей через стенку...
