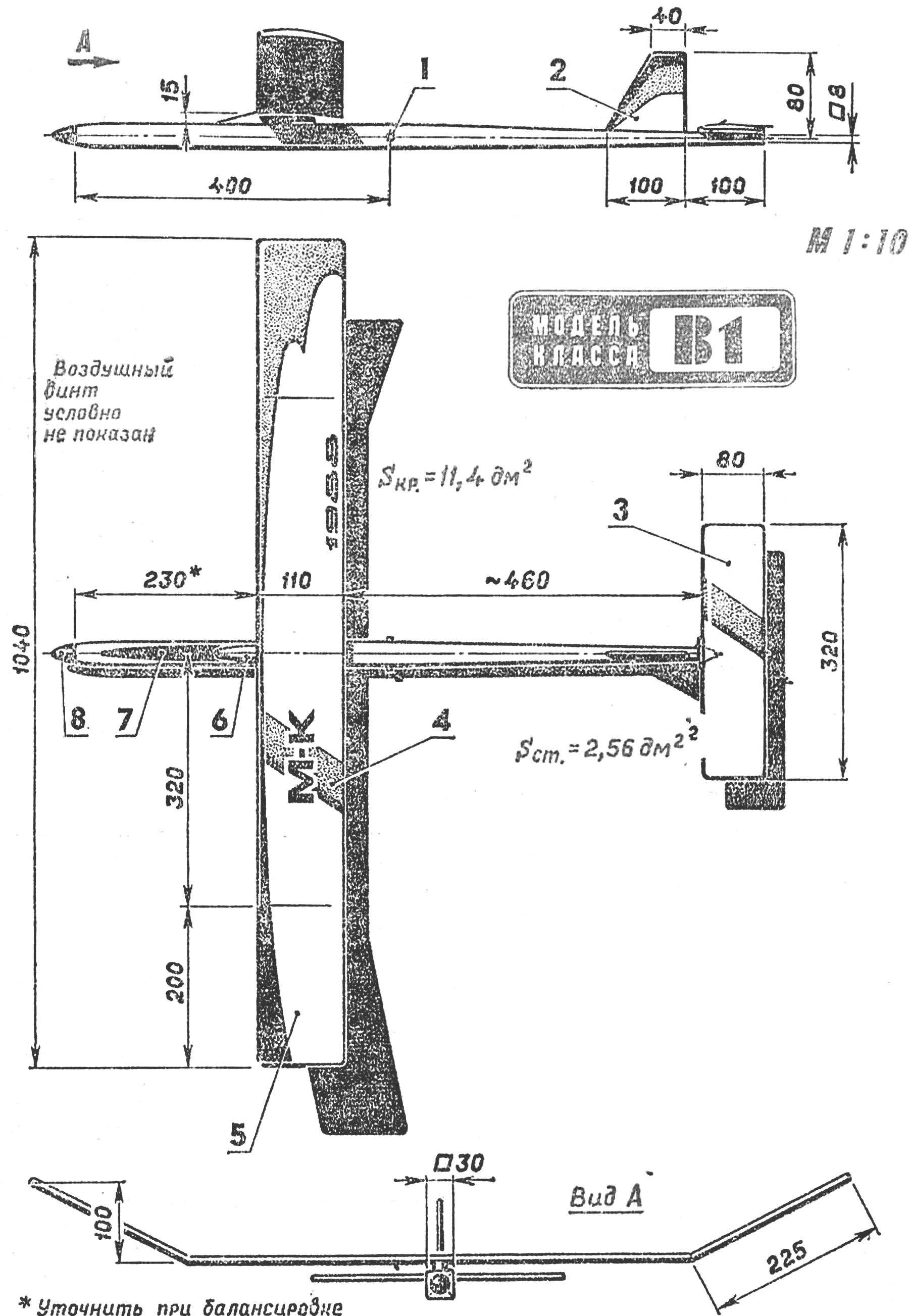
Конструкция крыла и стабилизатора резиномоторной повторяет вариант, использованный на планера. Разница лишь в отсутствии дополнительной бумажной обшивки на стабилизаторе и в габаритах крыла по размаху. Поэтому сегодня мы остановимся в основном на деталях, характерных только для моделей с резиновым двигателем. Необычную конструкцию имеет фюзеляж резиномоторной. За счет применения пенопластовых пластин удалось избавиться от многих недостатков известных вариантов (высокой трудоемкости, дефицитности исходных материалов или токсичности работ со стеклопластиком). Изготовление древеснопенопластовой трубки квадратного сечения занимает несколько часов, а результат ни по массе, ни по прочности не уступает лучшим образцам.
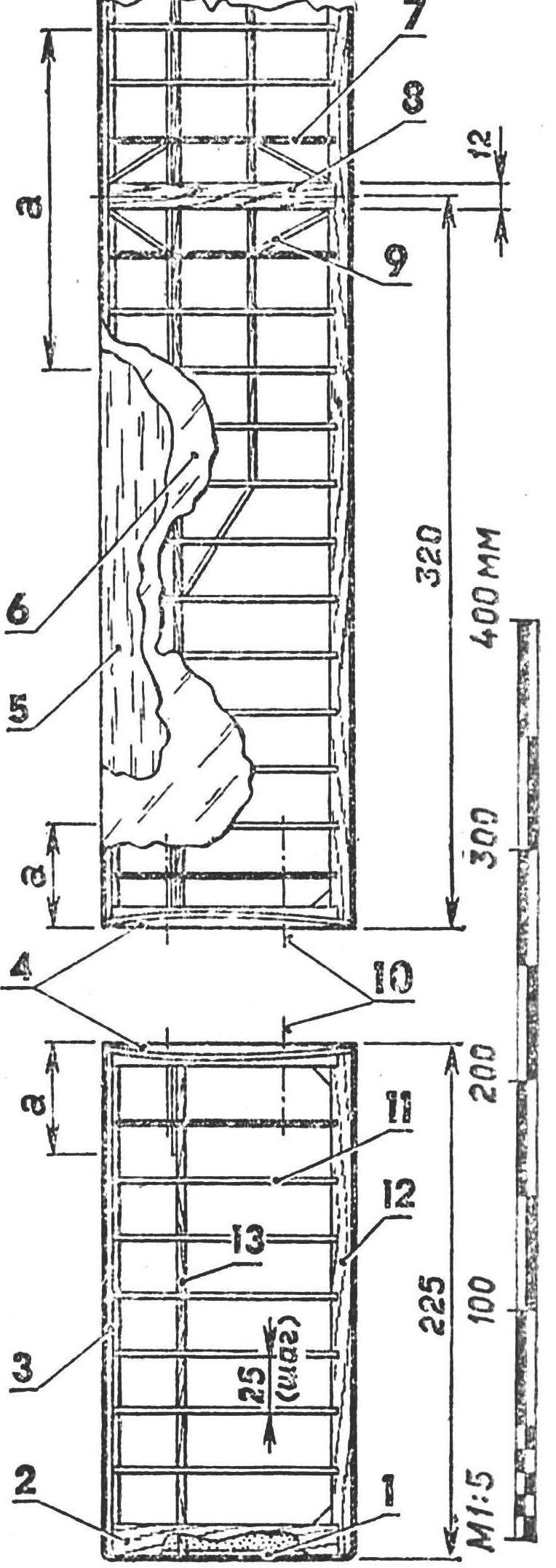
Крыло:
1 — законцовка (липа 0.6 мм), 2 — обшивка законцовки (липа 0,4 мм), 3 — передняя кромка (сосна 3X4 мм), 4 — нервюры стыка (липа 4 мм), 5 — дополнительная обшивка (мнкалентная бумага на эмалите). 6 — основная обшивка (лавсановая пленка), 7 — усиленная нервюра (липа 1.5 мм), 8 — центральная нервюра (липа толщиной 12 мм, облегчить за счет выпиловки окон), 9 — раскос, 10 — оси штырей навески «ушек» на центроплане, 11 — нервюра типовая (пенопласт, оклеенный шпоном), 12 — задняя кромка, 13 — лонжерон в сборе: а — районы установки одинарной стенки лонжерона. Справа показан стабилизатор.
Прежде всего необходимо подобрать высококачественную сосну для продольных лонжеронов (их четыре, сечением 2х2 мм): без косослоя и смолистости. Заготовки должны иметь мельчайшие, будто вычерченные рейсфедером слои. Вместо сосны лучше использозать ель, желательно плотную, большого удельного веса. Однако при этом не надо путать плотную древесину со смолистой: удельный вес у них иной раз одинаков, а прочность даже сравнивать нельзя.
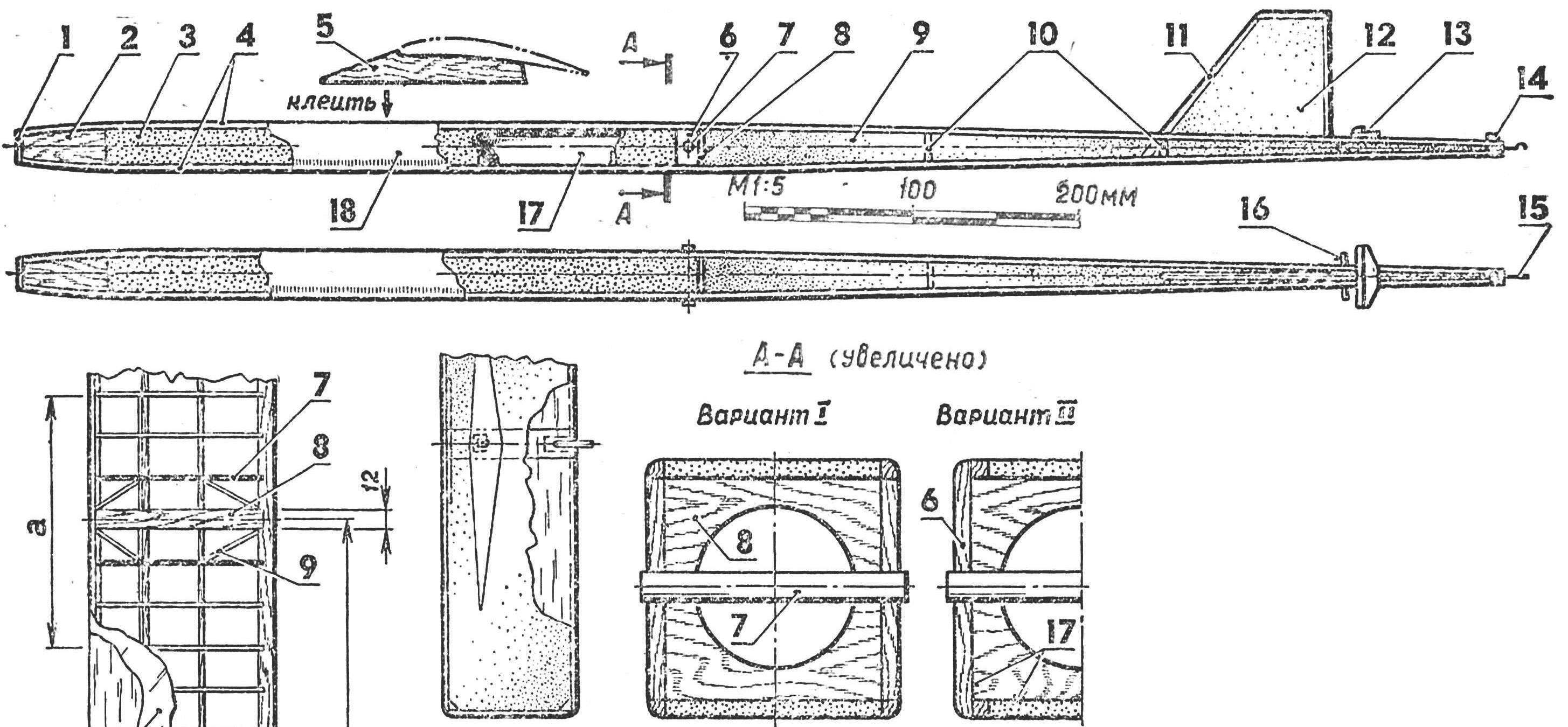
Фюзеляж:
1 — носовой шпангоут (фанера 1 мм), 2 — усиление носовой части (липа), 3 — стенка моторной части (пенопласт марки ПХВ толщиной 2 мм). 4 — лонжероны (сосна мелкослойная, плотная, 2х2 мм. к хвосту сечение уменьшить, начиная от середины фюзеляжа, до 1[1 мм). 5 — пилон (пенопласт упаковочный, обшитый со всех сторон липовым шпоном 0,4—0,5 мм), 6 — силовая стенка (липа
2 мм). 7 — штырь навески резиномотора, 8 — шпангоут (фанера 1 мм), 9 — стенка хвостовой части фюзеляжа (пенопласт упаковочный толщиной 2 мм). 10 — дополнительные шпангоуты (пенопласт марки ПХВ толщиной 2 мм). 11 — обрамление киля (липа), 12 — киль (пенопласт упаковочный толщиной около 3 мм). 13 — ложе стабилизатора (фанера 1 мм. береза 2.5X2.5 мм). 14 — пятка ложа стабилизатора (липа) , 15 — крючок навески фитильного ограничителя времени полета, 16 — штырек под резиновую петлю крепления стабилизатора, 17. 18 — обшивка фюзеляжа бумагой изнутри и снаружи.
Возможны два варианта сборки фюзеляжа. Первый — когда на плоском стапеле с чертежом, закрытым прозрачной пленкой, собираются боковины фюзеляжа, монтируемые затем без стапеля в единую балку. Главное при этом — не забыть перед окончательной сборкой оклеить внутренние поверхности моторной части тонкой плотной бумагой (скажем, сульфатированной крафт-бумагой с глянцевым лаковым слоем, применяемой для мешков под цемент), после чего отлакировать их. Эта операция необходима для предохранения полости фюзеляжа от впитывания касторового масла, покрывающего нити резинового жгута мотора. Сборку лучше вести на пластифицированной эпоксидной смоле (при ее количестве, нужном для приклейки реек сечением 2X2 мм к торцам пенопластовых пластин, токсичностью смолы допустимо пренебречь). Все работы — только в медицинских резиновых перчатках. Случайно попавшие на кожу капли тут же смывают ацетоном, а затем руки моют теплой ВОДОЙ С содой или хозяйственным мылом.
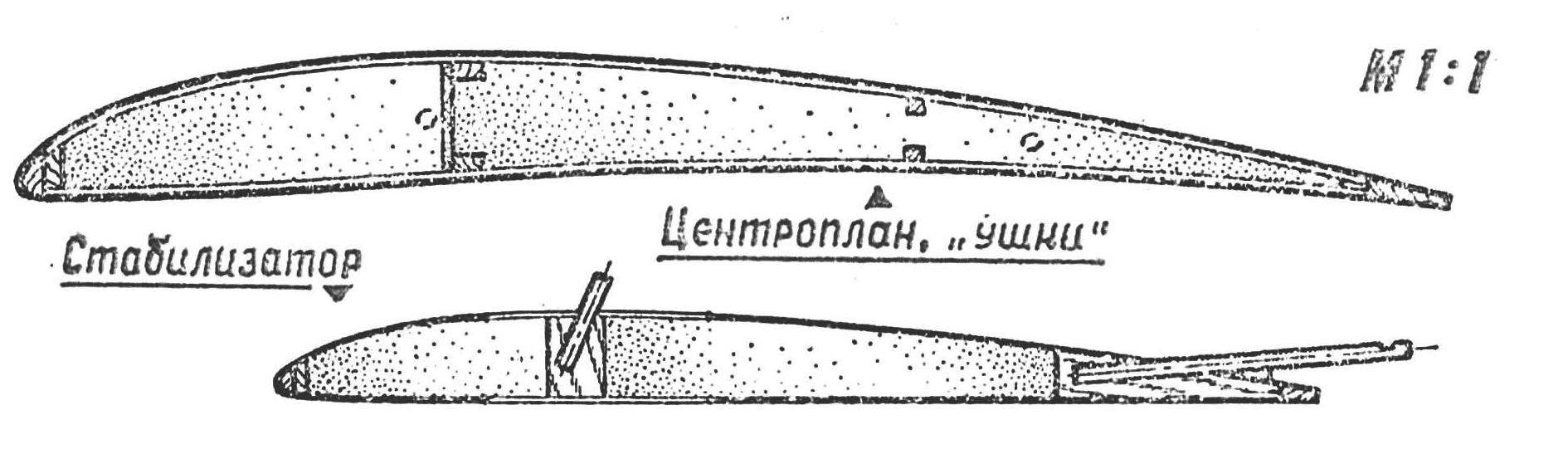
Шаблоны профилей несущих поверхностей модели.
Окантовка нершор крыла — липовый шпон толщиной 0,5 мм, «наполнитель» — пенопласт марки ПС-4-40 или упаковочный мелкошариковый.
Второй вариаит технологии изготовления фюзеляжа предусматривает применение стапеля-оправки — липовой квадратной рейки, по форме точно соответствующей внутренним формам полого фюзеляжа. Ее поверхность тщательно вышкуривают и несколько раз покрывают нитролаком. Цель — добиться абсолютно гладкой поверхности, к которой не пристанет внутренняя обшивка стенок фюзеляжа. Полезно дополнительно располировать оправку восковыми составами для мебели, не содержащими каких-либо жиров.
При таком методе последовательно собирается носовая (моторная) часть и хвостовая (балка), — после отделки части состыковываются. Работа над отдельными частями начинается с оборачивания оправки крафт-бумагой с аккуратной подклейкой швов. На полученной таким образом внутренней обшивке фюзеляжа без напряжений монтируют пенопластовые панели и лишь в последнюю очередь — лонжероны. Возможно, в первый раз подобная работа покажется непривычной и несколько неудобной. Зато уже при изготовлении второго фюзеляжа-балки вы поймете, что использование подобного импровизированного стапеля на самом деле не только упрощает выполнение всех операций, но и значительно повышает точность и качество сборки. Готовый фюзеляж немного подшкуривается, округляются острые грани, наружные поверхности обшиваются крафт-бумагой на клее ПВА. Используется не слишком жидкое связующее, чтобы не размачивать обшивку. После просушки бумагу покрывают спиртовыми лаками.
 Недавно мы познакомились с моделью планера класса Ä1. В конструкции его несущих плоскостей и стабилизатора широко применялся пенопласт, что значительно упрощало технологию изготовления и шло на пользу прочностным характеристикам отдельных элементов.
Недавно мы познакомились с моделью планера класса Ä1. В конструкции его несущих плоскостей и стабилизатора широко применялся пенопласт, что значительно упрощало технологию изготовления и шло на пользу прочностным характеристикам отдельных элементов.