ПРОКАТНЫЙ СТАН В КОМНАТЕ?! Возможно ли такое? Мы привыкли к тому, что машина с подобным названием по размерам сравнима с многоэтажным домом. А тут малыш, свободно умещающийся на столе. И все-таки прокатный стан! Или волочильный станок, или пресс… Да не все ли равно, к какой категории металлообрабатывающих машин будет причислено изделие юных конструкторов. Тут важнее всего другое — машина выполняет те же операции, что и настоящая: штампует уголки и швеллеры, волочит (протягивает на меньший диаметр) проволоку, из полосы скручивает трубку, а проволоку раскатывает в ровную пластину или даже «уминает» в брусок. С помощью таких устройств можно выполнять и множество других работ, если добавить к ним еще кое-какие приспособления.
Конструирование в школьной мастерской любого такого устройства дело и чрезвычайно интересное, и очень полезное. При этом придется хорошо освоить важнейшие приемы металлообработки: токарное и слесарное дело, фрезерование и сверление, шлифовку и тому подобное. Кроме того, вам предстоит стать чертежниками-конструкторами, сборщиками, наладчиками. В кружке все это делают, как правило, одни и те же ребята. Значит, при создании станка, устройства, приспособления, которое затем должно облегчить ваш же,труд, вы непременно побываете как в положении конструкторов-проектировщиков, так и в роли рабочих-металлистов, рабочих-сборщиков, а затем — испытателей.
Это первое достоинство такой работы. Второе заключается в том, что с помощью самодельных станочков и приспособлений вы можете обеспечить кружок материалом практически любых профилей, которые изготовляются из мягкого листового, полосного металла или проволок.
Приложите к делу умелые руки, настойчивость, запаситесь терпен ем — и в вашем кружке появится маленький цех, который окажет вам неоценимую помощь. Пригодится он, конечно, и на уроках труда в школьной мастерской.
В дальнейшем в статьях А. Кочергина и А. Ефимова будет рассказано и о некоторых других самодельных приспособлениях и инструментах для обработки металла, пластмасс, древесины, об интересных и важных свойствах и особенностях конструкционных материалов.
ПРИСПОСОБЛЕНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ ИЗ ТОНКОГО ЛИСТОВОГО МЕТАЛЛА.
Уголки и швеллеры изготовляют из листового металла, нарезанного на полосы, ширина которых равна сумме размеров полос плюс припуск на обрезку и зачистку кромок.
При малой длине и в небольшом количестве их делают так. Размечают на полосе нужного размера полки и, прорезав место сгиба вдоль примерно до половины толщины листа, сгибают полки уголков в тисках, а швеллеров — на стальной плите, ширина которой равна внутреннему размеру швеллера.
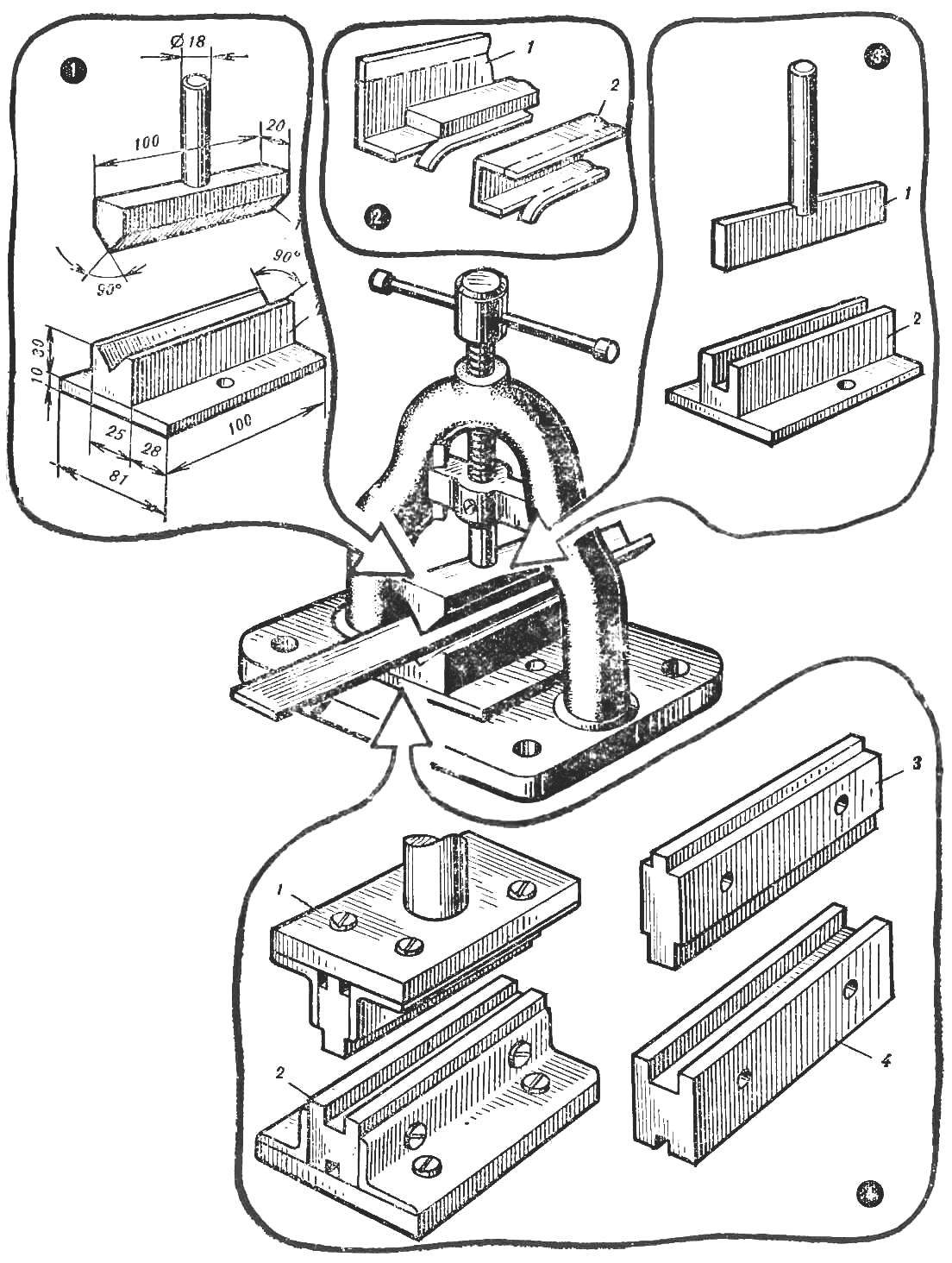
Рис. 1. Штамп для изготовления уголков:
1 — пуансон, 2 — матрица.
Рис. 2. Обрезка припуска:
1 — по шаблону, 2 — по разметке.
Рис. 3. Штамп для изготовления швеллеров:
1 — пуансон, 2 — матрица.
Рис. 4. Штамп со сменными рабочими органами:
1 — крепление пуансона, 2 — крепление матрицы, 3 — сменный пуансон, 4 — сменная матрица.
Если же уголков и швеллеров потребуется много, их проще и быстрее делать штамповкой на приспособлении, состоящем из стальных матриц и пуансона (рис. 1). Перед обработкой сталь отжигают: нагревают до вишнево-красного каления (760—800° С) и дают медленно остыть. Рабочие плоскости штампов необходимо зачистить на строгальном станке или опилить строго под линейку и угольник.
Для штамповки швеллеров между матрицей и пуансоном следует предусмотреть зазоры, соответствующие толщине штампуемого материала (рис. 3). Более рационально для штамповки швеллеров разных размеров сделать съемные пуансоны и подвижные матрицы (рис. 4).
Штамповку профилей из мягкого листового металла толщиной до 0,8 мм можно производить на незакаленном штампе. Чтобы он не ржавел, окрасьте его масляной краской, а рабочие поверхности периодически протирайте машинным маслом, тавотом или техническим вазелином.
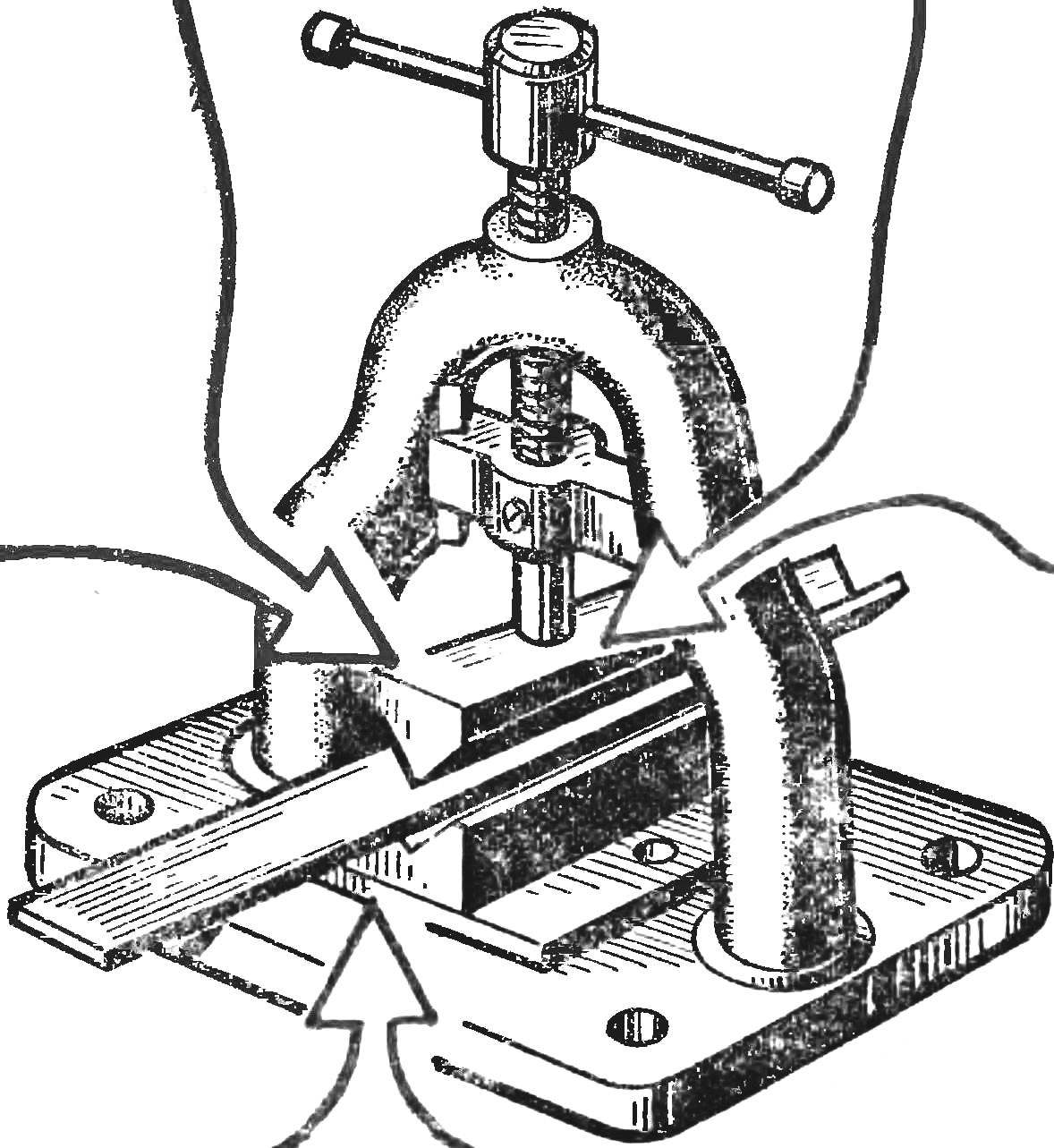
Штамповка уголков и швеллеров производится на винтовом или приспособленном для этого переплетном прессе, на подвижной станине которого крепится матрица, а на подвижной части устанавливается пуансон.
Для работы с материалом толщиной до 0,5 мм можно приспособить большую металлическую Струбцину, сделав К ней крепления ДЛЯ УСТАНОВКИ матрицы и пуансона. В этом случае станину струбцины можно зажимать в настольные тиски.
Уголки с шириной полки от 1,5 до 20 мм штампуют на приспособлении в такой последовательности: отрезанную по размеру полосу материала кладут на матрицу и ударом пуансона изгибают заготовку до нужной формы. При этом необходимо следить, чтобы ее полки были одинаковыми. Затем, постепенно продвигая полосу вперед примерно на половину длины пуансона и периодически ударяя по нему, придают полосе нужный профиль. Отштампованные с припуском полки обрезают по шаблону ножницами до заданных размеров, как показано на рисунке 2.
Если после обрезки профиль и скривился, то для выпрямления следует его вновь слегка проштамповать — выровнять на приспособлении.
Аналогичным образом выполняется штамповка швеллеров.
На приспособлении можно штамповать уголки и швеллеры длиной более 1 м.
Рекомендуем почитать
 МОДЕЛИСТ-КОНСТРУКТОР 2004-08
МОДЕЛИСТ-КОНСТРУКТОР 2004-08
В НОМЕРЕ: Общественное конструкторское бюро: Московский БМВ (2). Малая механизация: А.Нарватов. «Вихрь» из чашки (5). Мебель - своими руками: А.Полибин. Круглый, но... с углами... АНРИ МИНЬЕ И ДРУГИЕ УКРОТИТЕЛИ «БЛОХ»
АНРИ МИНЬЕ И ДРУГИЕ УКРОТИТЕЛИ «БЛОХ»
Эту нимфозорию можно завести, и она будет скакать в каком угодно пространстве и в стороны верояции делать... Н.С. Лесков. «Левша» Задумывая статью об известной «воздушной блохе» Анри...