Приступая к работе, смажьте подмодельную доску по бокам тонким слоем вазелина и зажмите в опоку. Разровняйте пластилин, вдавите в него до полозины так же смазанную модель. Далее возьмите гипс, смачивая его водой, тщательно размешивая при этом, приготовьте раствор, доведя его до густоты жидкой сметаны. Начальный и последующий слои обмазки наносят на модель кисточкой, не допуская образования пустот в углах и складках, после чего раствор доливают до верха ящика. Подождите, пока гипс застынет. При комнатной температуре это произойдет черве минут 15—20. Перевернув опоку «вверх дном», извлеките из нее подмодельную доску: вот когда особенно-скажутся преимущества разъемного ящика. Повторите весь процесс. Если теперь снять опоку, разъединить половины гипса и аккуратно извлечь модель, то на обеих поверхностях получатся готовые ее «отпечатки» — полуформы. Их необходимо хорошо высушить: только делайте это, постепенно повышая температуру прогрева — сначала подержите на солнце или на батарее отопления, а затем поставьте в духовку домашней плиты. Здесь они должны находиться 3—4 часа при 150—200°.
Затем в полуформах подготавливают литник для заливки металла и выпор, через который при заполнении формы происходит «отход» воздуха и газов. Для этого соединяют обе полуформы и сверлом Ø 5—6 мм проделывают канал по плоскости разъема к наиболее объемной части формы — литник, а к противоположной се стороне ведет выпор меньшим диаметром — около 1 мм. Приемный край литника рассверливают, чтобы получилась воронка. (Не забудьте удалить мягкой кисточкой крошки гипса после этих операций.)
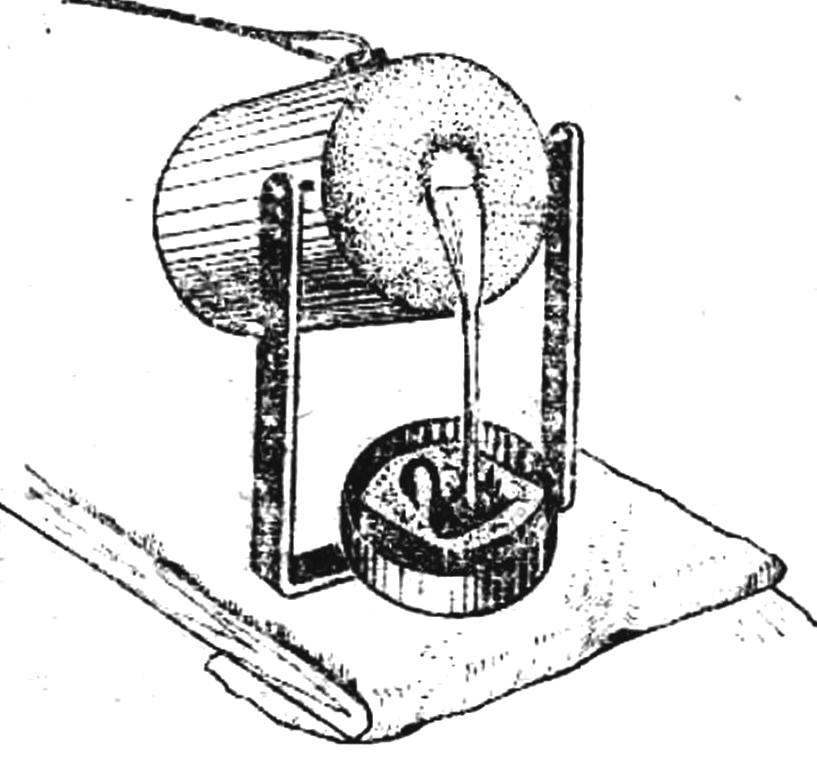
Перед заливкой, положив топкий слой разделительной смазки — скипидарной мастики для полов — на все поверхности соприкосновения, а также и в саму форму, сложите полуформы вместе и крепко обвяжите их.
Помните, что расплавленный металл необходимо заливать в литник тонкой непрерывной струей. Разбирать опоку и снимать полуформы можно только после того, как литье полностью остынет.
Для изготовления плоских предметов, скажем, пластин, используется более легкий в подготовке способ так называемого барельефного литья. Он отличается от описанного — объемного — тем, что модель «утапливается» в пластилин подмодельной доски полностью, то есть поверхность верхней полуформы остается гладкой: последняя — гипсовая — просто накладывается на модель, лишь соприкасаясь, накрывая ее (она может быть подготовлена заранее). В этой же полуформе «открытии способом» — ножом вырезаются и литник и выпор.
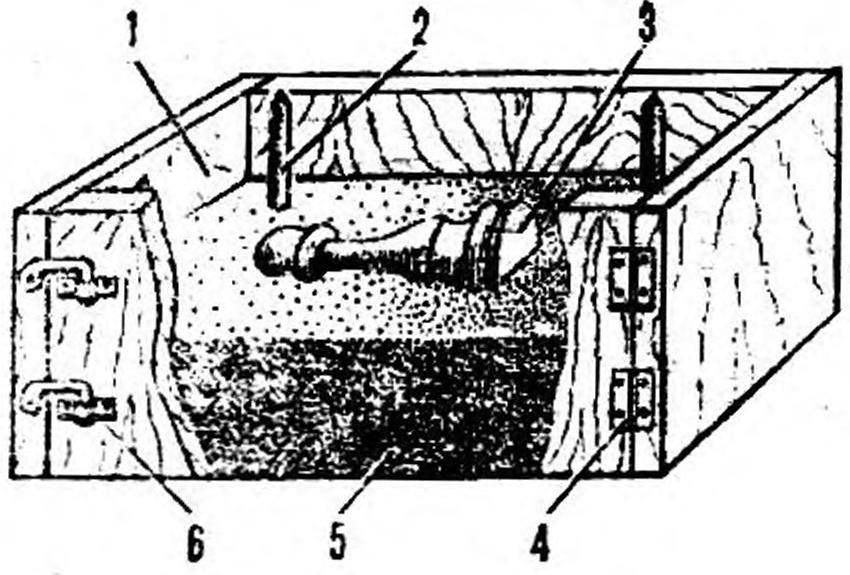
Рис. 3. Литьевой ящик:
1 — опока, 2 — фиксирующий штырь, 3 — модель, 4 — петля стенок опоки, 5 — подмодельная доска, 6 — запорный крючок.
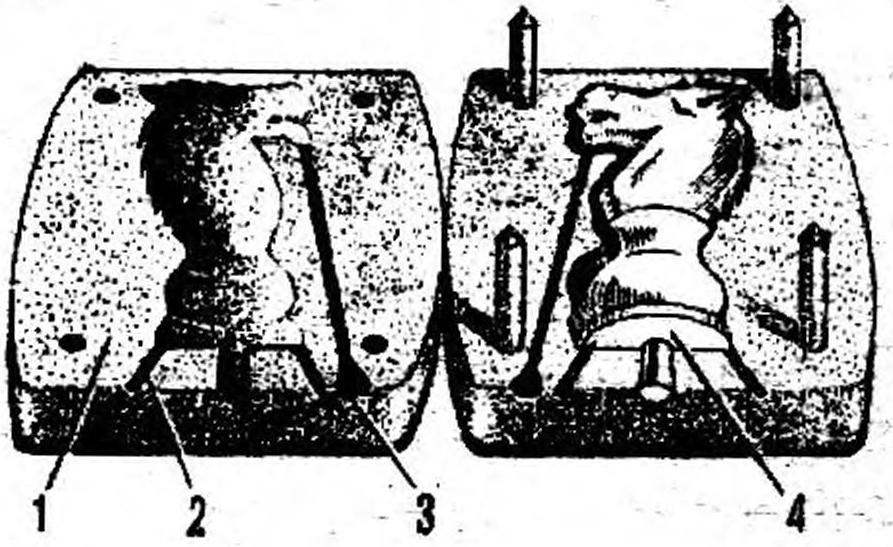
Рис. 4. Готовая полуформа:
1 — полуформа, 2 — выпор, 3 — литник, 4 — форма модели.
Несколько советов по обработке извлеченных из формы изделий. Их необходимо поскорее очистить от остатков гипса с помощью металлической щетки и облоя. Последняя операция проводится по возможности осторожно зубилом., или кусачками с последующей зачисткой надфилем. От частичек флюса, пригаров, окисных пленок освобождаются химическим путем: протравливают деталь в слабом (5—15%-ном) растворе серной кислоты. Мелкие элементы доводят гравировальными штихелями и чеканами. Полировка выполняется различными пастами: для твердых металлов (латуни, мельхиора, серебра) применяйте пасту ГОИ, «Крокус», для мягких (олово, свинец) — зубной порошок, размешанный в расплавленном парафине.
Для придания готовым изделиям «модной» сейчас окраски — под старое серебро, под старую бронзу, золото — и, кроме того, чтобы полнее выявить рельеф рисунков, их подвергают электрохимическому или химическому оксидированию. Наиболее распространенный способ — обработка раствором серной печени, которую получают «сплавляя» серу и поташ в соотношении 1:2.
Можно пользоваться и масляными красками, покрывая их затем фиксативом или бесцветным лаком — для большей сохранности положенных слоев.
И последнее. Все работы с тиглем проводите, только отключив его от электросети. Пользуйтесь брезентовыми рукавицами, защитными очками или маской. Загрузку шихты начинайте лишь после полного остывания тигля и его просушки. При операций с химическими веществами также соблюдайте меры безопасности.
A. ТАЛАНОВ, B. ФЕДОРОВ
Рекомендуем почитать
 АНТРЕСОЛЬ НА… ПОТОЛКЕ
АНТРЕСОЛЬ НА… ПОТОЛКЕ
В самом тесном помещении, оказывается, мы не догадываемся использовать такую практически пустующую площадь, как потолок: здесь вокруг светильника можно устроить пусть небольшую, но —... Подъемные столы и платформы
Подъемные столы и платформы
Подъемные столы как и подъемные платформы – это удивительный вид оборудования, который стал неотъемлемой частью различных производств и складов. Независимо от того, ведется ли речь о...
 Солдатики, шахматные фигурки, мебельная фурнитура, оригинальные пуговицы, запонки, памятные жетоны и медали по случаю юбилеев ваших друзей — только часть того перечня изделий, что можно изготовить самостоятельно, отливкой. Работа эта вполне под силу даже тем, кто еще не имел подобного опыта: достаточно обладать фантазией, быть в меру аккуратным, и конечно, обзавестись несложным оборудованием для домашней литейной мастерской.
Солдатики, шахматные фигурки, мебельная фурнитура, оригинальные пуговицы, запонки, памятные жетоны и медали по случаю юбилеев ваших друзей — только часть того перечня изделий, что можно изготовить самостоятельно, отливкой. Работа эта вполне под силу даже тем, кто еще не имел подобного опыта: достаточно обладать фантазией, быть в меру аккуратным, и конечно, обзавестись несложным оборудованием для домашней литейной мастерской.