Подобное приспособление можно с успехом использовать в качестве кондуктора при сварке под углом круглых заготовок (труб или прутков). Для этого в рабочих кромках необходимо выбрать паз. Проще всего сделать треугольный паз с помощью циркулярной пилы. Но можно оформить и радиусную выборку соответствующей скругленной стамеской.
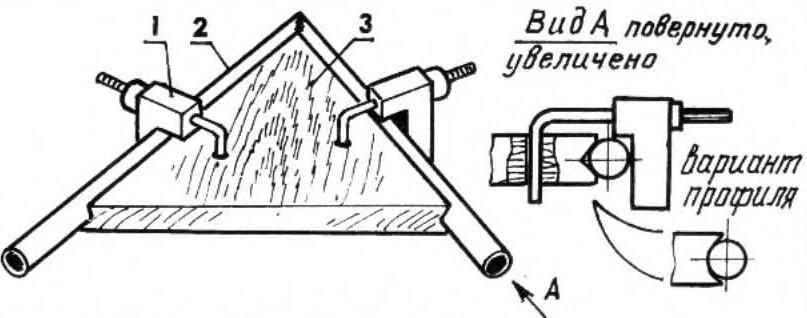
Кондуктор для сварки круглых заготовок:
1 —прутковая струбцина (2 шт.); 2 — заготовки; 3 — кондуктор.
Приспособление для стыковки панелей
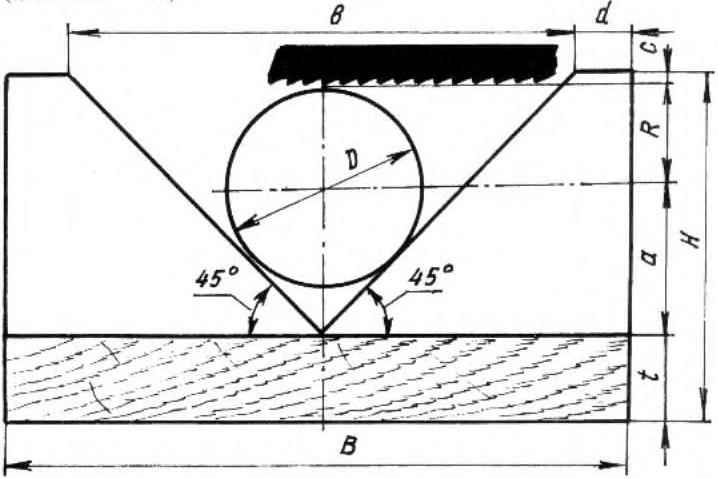
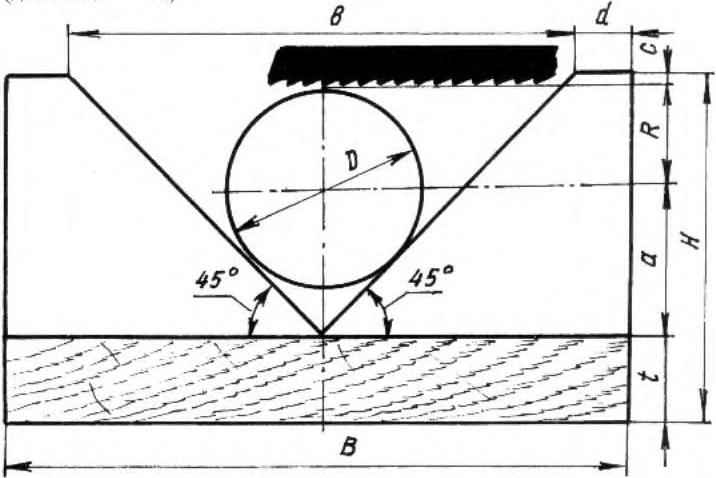
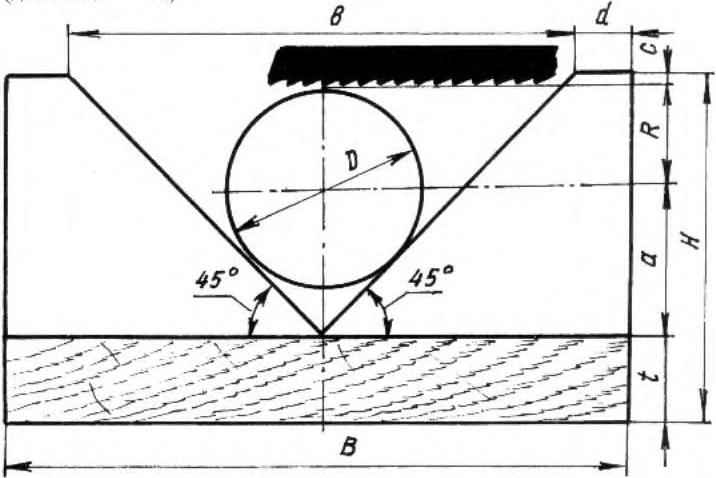
Геометрическая схема стусла
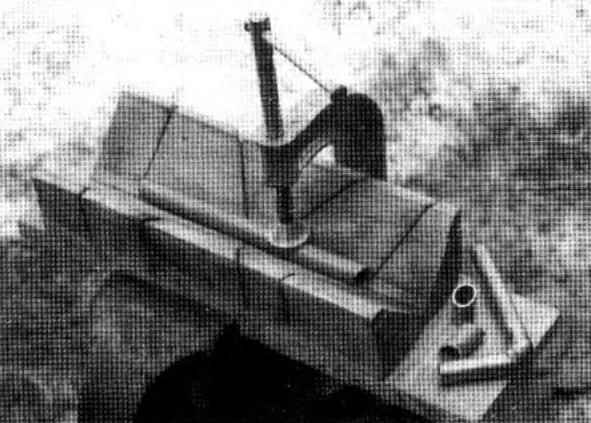
Стусло для обработки горцов круглых заготовок
На фото 2 представлено еще одно несложное приспособление — стусло, предназначенное для подготовки торцов свариваемых под углом круглых деталей. Обычно такая операция производится на глазок, реже — по разметке или с помощью бумажного шаблона, приклеенного к заготовке в месте обрезки. При такой технологии качество и точность подготовленного торца, как правило, оставляют желать лучшего. Применение представленного на фото стусла гарантирует и качество, и точность.
Размеры стусла вытекают из максимального диаметра D заготовки. Высота стусла складывается из толщины основания t (20— 25 мм), высоты расположения заготовки (а+R) и глубины захода инструмента (ножовки) в начале обработки С (5 — 10 мм). Из рис.2 а=R2. Тогда Н = (20…25) + R(1 + 2) + (5…10) 1,2D + 30 мм.
Ширина паза в и двух плечиков d (10— 15 мм) составит ширину заготовки для стусла.
Из рис.2 в = (Н-t).2 = 2,4D + (10…20). Следовательно, В 2,4D + (30…40).
К примеру, если применение стусла ограничить обработкой заготовок с максимальным диаметром 50 мм, то высота стусла составит 90, а ширина — 150 — 160 мм.
Для изготовления стусла следует использовать древесину твердых пород или пластмассу.
Желательно, чтобы конструкция была монолитной, но допускается и собранная из трех деталей: двух угловых стенок и основания. В этом случае стенки можно получить, распилив под углом 45° заготовку меньшего размера, а для основания использовать доску более мягких пород.
В. ЛУЧЕНКО, с. 3арванцы, Украина
Рекомендуем почитать
 ГИГАНТСКИЕ КЛАПАНЫ
ГИГАНТСКИЕ КЛАПАНЫ
Ежедневно мы пользуемся огромным количеством вещей и уже практически перестали их замечать. Но оказывается в производстве незначительных на первый взгляд вещей кроется масса... АКВАПЕД «ДЕЛЬФИН»
АКВАПЕД «ДЕЛЬФИН»
Мечты у каждого свои. Кто о чем, а Сергей Дмитриевич Руденко, сотрудник городской станции юных техников, что в г. Слуцке Минской области, мечтает о детском техническом парке. И не только...
 При проведении столярных работ, особенно при изготовлении панельной мебели, одна из наиболее часто встречающихся и неудобных операций — соединение стенок встык. Необходимо строго выдержать угол между ними (и не обязательно этот угол прямой) и обеспечить достаточное усилие в стыке. Еще больше эта операция усложняется, если приходится работать одному, без помощников.
При проведении столярных работ, особенно при изготовлении панельной мебели, одна из наиболее часто встречающихся и неудобных операций — соединение стенок встык. Необходимо строго выдержать угол между ними (и не обязательно этот угол прямой) и обеспечить достаточное усилие в стыке. Еще больше эта операция усложняется, если приходится работать одному, без помощников.