
При проведении столярных работ, особенно при изготовлении панельной мебели, одна из наиболее часто встречающихся и неудобных операций — соединение стенок встык. Необходимо строго выдержать угол между ними (и не обязательно этот угол прямой) и обеспечить достаточное усилие в стыке. Еще больше эта операция усложняется, если приходится работать одному, без помощников.
Представленное на фото 1 простенькое приспособление в виде треугольных вставок и струбцин практически решает задачу обеспечения прочного и точного соединения стенок.
Струбцины (прутковые) можно позаимствовать от ручной дисковой электропилы или изготовить по их типу и подобию. Для этого достаточно простых слесарных инструментов.
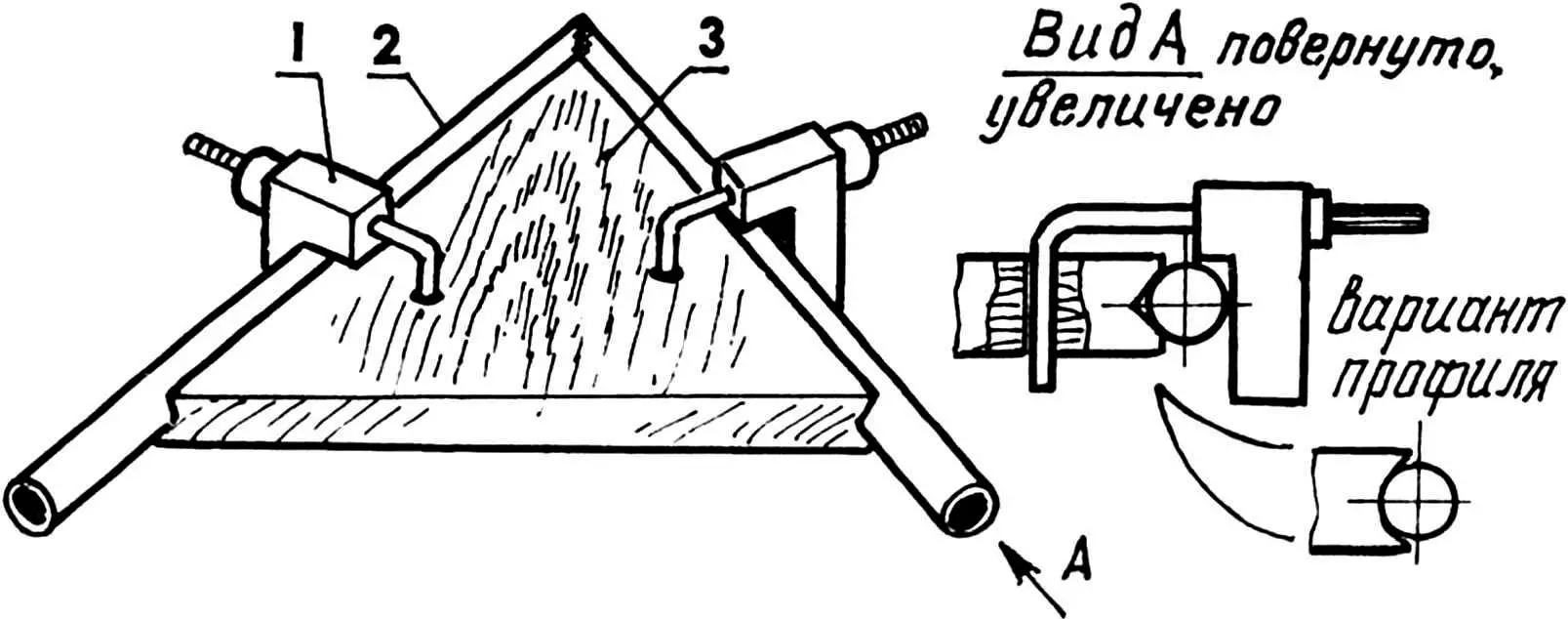
1 — прутковая струбцина (2 шт.); 2 — заготовки; 3 — кондуктор (доска s25 — 40)
При подготовке треугольной вставки требуется выдержать между рабочими кромками необходимый угол, равный углу между соединяемыми стенками. Кроме того, следует обратить внимание на то, чтобы поверхности рабочих кромок были перпендикулярны плоскости треугольника. В противном случае возможно смещение соединяемых стенок.
Подобное приспособление можно с успехом использовать в качестве кондуктора при сварке под углом круглых заготовок (труб или прутков). Для этого в рабочих кромках необходимо выбрать паз. Проще всего сделать треугольный паз с помощью циркулярной пилы. Но можно оформить и радиусную выборку соответствующей скругленной стамеской.
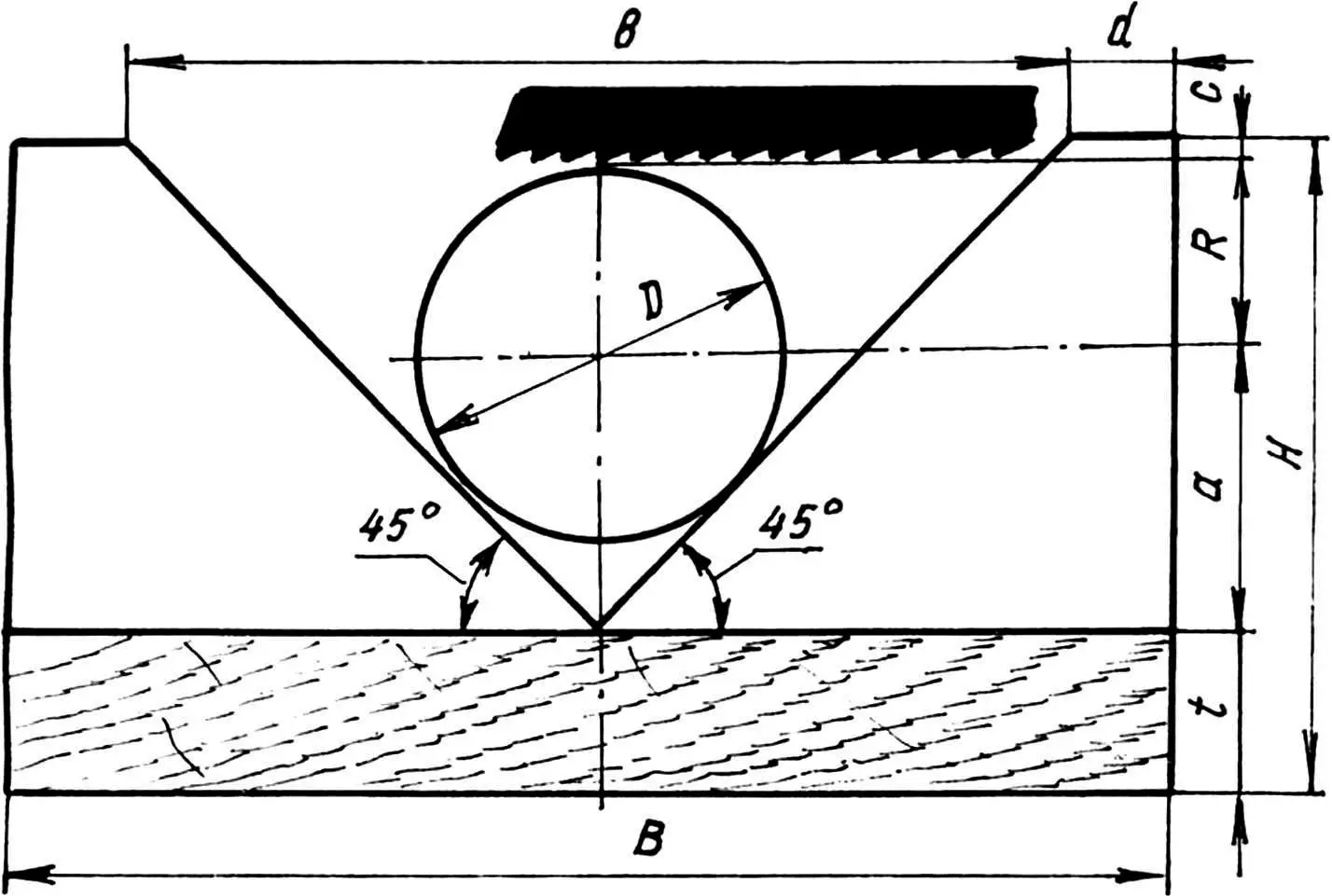
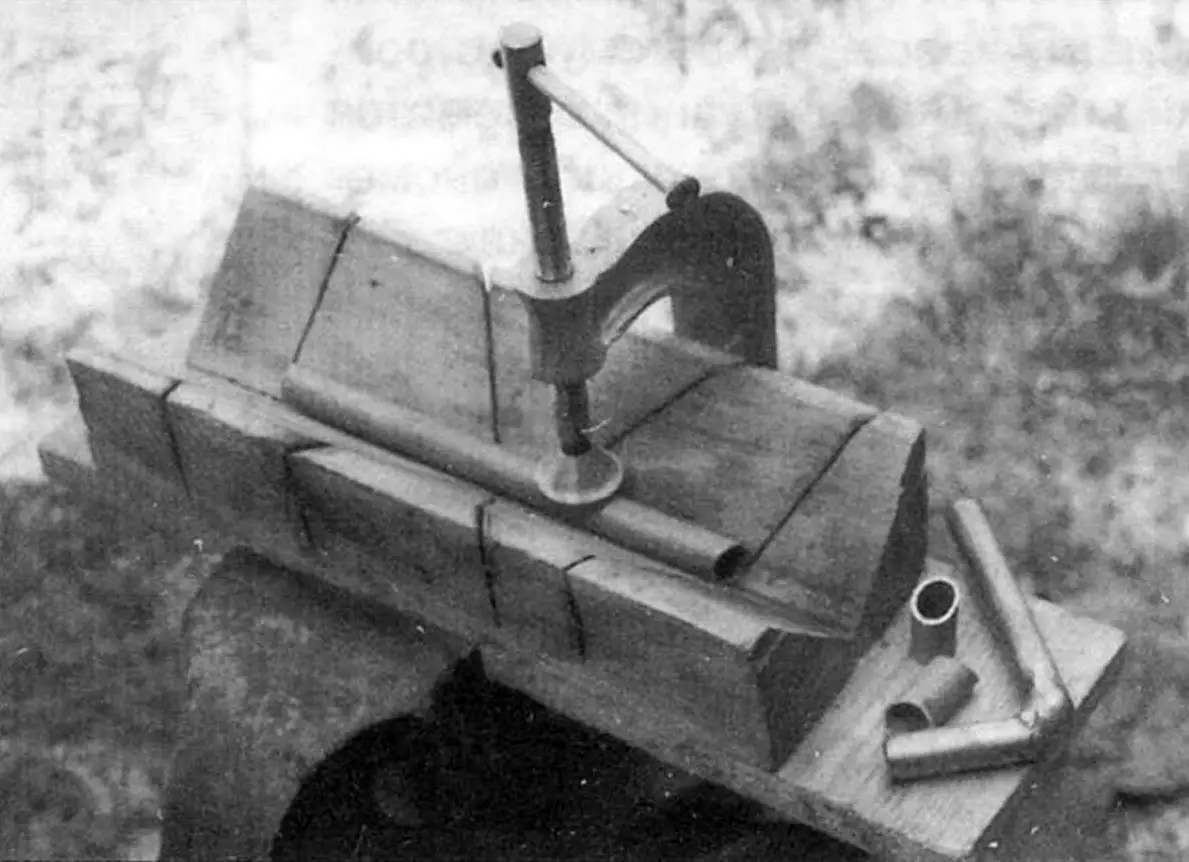
На фото 2 представлено еще одно несложное приспособление — стусло, предназначенное для подготовки торцов свариваемых под углом круглых деталей. Обычно такая операция производится на глазок, реже — по разметке или с помощью бумажного шаблона, приклеенного к заготовке в месте обрезки. При такой технологии качество и точность подготовленного торца, как правило, оставляют желать лучшего. Применение представленного на фото стусла гарантирует и качество, и точность.
Размеры стусла вытекают из максимального диаметра D заготовки. Высота стусла складывается из толщины основания t (20 — 25 мм), высоты расположения заготовки (a+R) и глубины захода инструмента (ножовки) в начале обработки С (5 — 10 мм). Из рис. 2 а = R 2. Тогда Н = (20…25) + R(1 + 2) + (5…10) 1,2D + 30 мм.
Ширина паза в и двух плечиков d (10 — 15 мм) составит ширину заготовки для стусла.
Из рис. 2 в = (H-t).2 = 2,4D + (10…20). Следовательно, В 2,4D + (30…40).
К примеру, если применение стусла ограничить обработкой заготовок с максимальным диаметром 50 мм, то высота стусла составит 90, а ширина — 150 — 160 мм.
Для изготовления стусла следует использовать древесину твердых пород или пластмассу.
Желательно, чтобы конструкция была монолитной, но допускается и собранная из трех деталей: двух угловых стенок и основания. В этом случае стенки можно получить, распилив под углом 45° заготовку меньшего размера, а для основания использовать доску более мягких пород.
В. ЛУЧЕНКО, с. Зарванцы, Украина
Рекомендуем почитать
 СИГНАЛИЗАТОР ПОКЛЁВКИ
СИГНАЛИЗАТОР ПОКЛЁВКИ
В последнее время широкое распространение получили кварцевые часы-будильники китайского производства, отличающиеся сравнительно большой громкостью звонка и дешевизной. Если часы вышли из...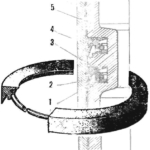 ОБНОВА НА ПОРШНЕ
ОБНОВА НА ПОРШНЕ
Компрессор — одна из машин, часто встречающихся на самых разных производственных участках. Среди уязвимых мест его, требующих повышения долговечности, долгое время оставалось поршневое...