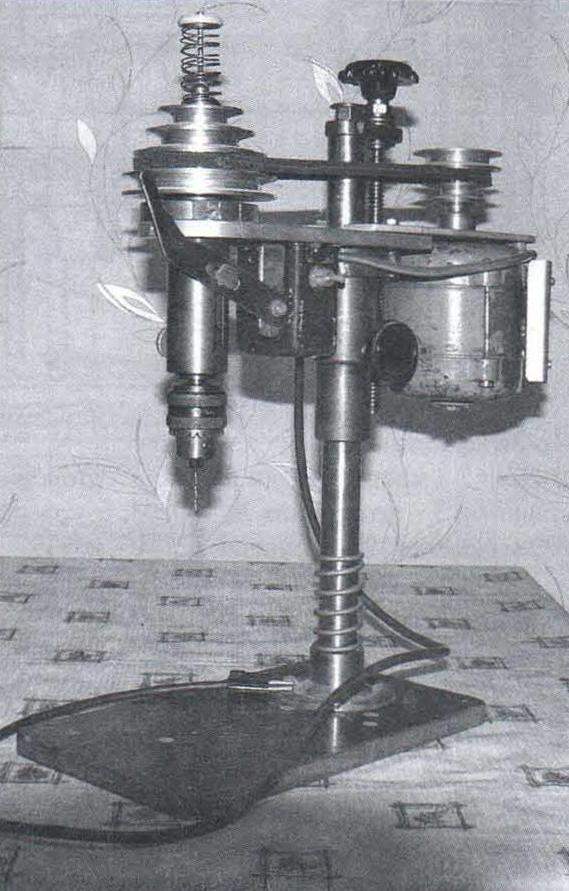
Было время, когда купить в магазине какое-либо приспособление, а тем более металлообрабатывающий станок было затруднительно. И стоил дорого, и побегать по торговым точкам приходилось. Сегодня приобрести такое изделие просто -только плати. Но самодельщики всё равно не переводятся, предлагая всё новые и новые конструкции, сделанные исходя из своих возможностей. С техническим творчеством Фёдора Никитовича Кохтенко наши читатели уже знакомы (см. «М-К» N° 6 — 2012 г.). На этот раз предлагаем более сложную его конструкцию — сверлильный станок, изготовленный в основном из того, что у конструктора имелось под рукой, хотя без токарных и фрезерных работ не обошлось.
Основанием станка (станиной) и рабочим столом служит текстолитовая плита размерами 300×175 мм и толщиной 16 мм. К ней подходящими болтами крепится точёная пятка (кстати, она может быть и сварной), служащая опорой и держателем основной стойки (колонки). Последняя представляет собой стальной цилиндрический стержень диаметром 28 мм и длиной 430 мм. Один её конец обточен на длину 20 мм и на нём нарезана резьба М12. На этот резьбовой шпенёк впоследствии надевается кронштейн ходового винта, который притягивается специальной гайкой (хотя вполне подойдёт и обычная). Кронштейн изготовлен из дюралюминиевого листа толщиной 10 мм. Стальной ходовой винт с трапецеидальной резьбой Тr 16×2 на длине 200 мм взят готовый — такой есть у некоторых струбцин. На его конце насажен маховик, которым и крутят винт. Связанная с ним ходовая гайка поднимает консоли рабочего узла (опускается он под собственной тяжестью при обратном вращении винта), регулируя его положение на стойке в зависимости от высоты обрабатываемой детали. Для «грубого» перемещения рабочего узла по стойке служит установочная втулка, которая подпирает ходовую (матричную) гайку и фиксируется на стойке стопорным винтом М6 с пластмассовой головкой-кнопкой. Чтобы подстраховать от поломки рабочий инструмент, на стойку надета пружина сжатия, амортизирующая рабочий узел в случае его «свободного» непроизвольного падения.
Рабочим узлом условно названа часть механизма станка, состоящая из привода и шпиндельной головки, смонтированных на собственных консолях.
 Было время, когда купить в магазине какое-либо приспособление, а тем более металлообрабатывающий станок было затруднительно. И стоил дорого, и побегать по торговым точкам приходилось. Сегодня приобрести такое изделие просто -только плати. Но самодельщики всё равно не переводятся, предлагая всё новые и новые конструкции, сделанные исходя из своих возможностей. С техническим творчеством Фёдора Никитовича Кохтенко наши читатели уже знакомы (см. «М-К» N° 6 — 2012 г.). На этот раз предлагаем более сложную его конструкцию — сверлильный станок, изготовленный в основном из того, что у конструктора имелось под рукой, хотя без токарных и фрезерных работ не обошлось.
Было время, когда купить в магазине какое-либо приспособление, а тем более металлообрабатывающий станок было затруднительно. И стоил дорого, и побегать по торговым точкам приходилось. Сегодня приобрести такое изделие просто -только плати. Но самодельщики всё равно не переводятся, предлагая всё новые и новые конструкции, сделанные исходя из своих возможностей. С техническим творчеством Фёдора Никитовича Кохтенко наши читатели уже знакомы (см. «М-К» N° 6 — 2012 г.). На этот раз предлагаем более сложную его конструкцию — сверлильный станок, изготовленный в основном из того, что у конструктора имелось под рукой, хотя без токарных и фрезерных работ не обошлось.