
Зі власного досвіду знаю, що після публікації в журналі «Моделіст-конструктор» саморобного автомобіля (як і мого в січневому номері за 1971 р.) автори отримують з багатьох міст листи з проханням поділитися власним досвідом. Зараз, у час кризи, коли можливості самодіяльників максимально обмежені, хочу допомогти зацікавленим читачам порадою: як на практиці відновити або виготовити кузов машини методом виколотки.
Охоче роблю це для всіх, хто потребує такої допомоги, тим більше що на сторінках технічних журналів досі майже немає нічого подібного, що могло б допомогти самодіяльному автолюбителю втілити в металі свою фантазію способом виколочування жесті.
Звісно, виколотка в багатьох відношеннях поступається штамповці або виклейці, однак молоток виручає в умовах самодіяльного конструювання: ним можна виготовити, скажімо, крило машини так, що й досвідчений у подібних справах міг би засумніватися, ніби це зроблено виключно молотком.
Уявімо середньовіччя: щити й шоломи, лицарські обладунки, лати — вони явно робилися не чим іншим, як молотками. І дивно, що в наш час зібрані біля саморобки сперечаються між собою, а іноді й автору заперечують, що це неможливо зробити молотком, а доступно лише промисловому штампу.
Робота з виколоткою вимагає відносно невеликої оснастки — набору інструментів і нескладних пристосувань. Набагато більше потрібно попередніх роздумів. І моє завдання — спробувати допомогти початківцям, направити їх потрібним шляхом.
Почну з молотка. Розглянемо, як поводиться лист металу під тим чи іншим ударом і залежно від форми бойка інструмента. Це видно під час виготовлення найпростіших криволінійних форм. А як відомо, складне складається з простих частин і, наприклад, непроста форма крила є поєднанням тих самих простих фігур, які розглядатимуться нижче.
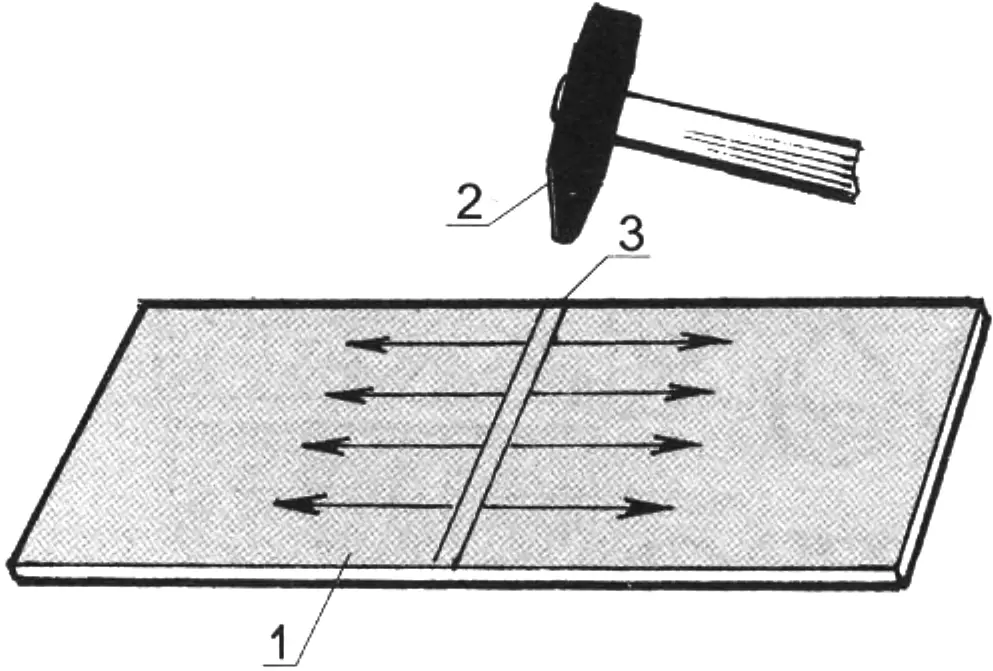
1 — смуга; 2 — молоток; 3 — стартова лінія ударів. Стрілками тут і на інших рисунках показано напрямки розширення металу
На рисунку 1 показано лінію удару поперек смуги. При цьому розтяг металу відбувається вздовж неї. Цю властивість використовують, наприклад, під час відбивання коси, де неприпустиме розтяг вздовж її леза, інакше на полотні коси з’являться вигини.
Цим способом можна подовжити смугу, а наносячи удари по одному боці — зігнути її в кільце, виготовити складну декоративну обкладку та інші подібні речі.
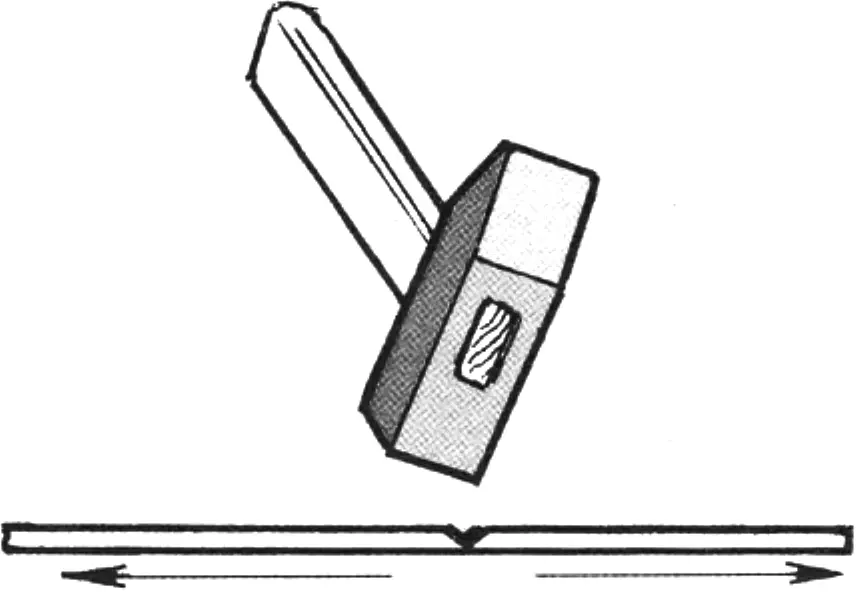
Рисунок 2 демонструє той самий ефект, навіть якщо удари наносяться не носком, а бічною гранню квадратного молотка. Незамінним тут виявляється квадратний молоток вагою 500—600 грамів.
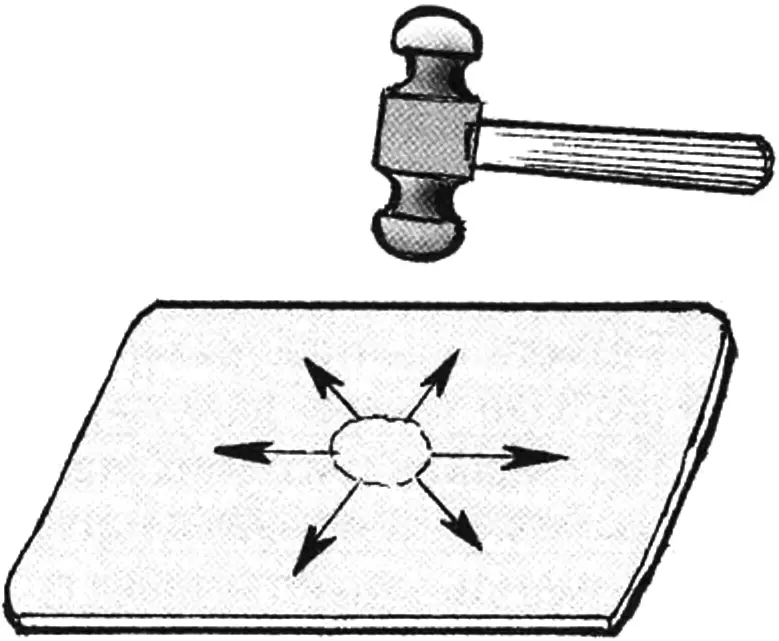
удари виконуються послідовно по розширюваному колу
Однак у інструмента можуть бути й складніші форми. На рисунку 3 зображено спеціальний мідницький молоток. Удари, якими він наноситься, розтягують матеріал радіально — від центру заготовки до периферії. Такий інструмент придатний для виколотки сферичних поверхонь — як, наприклад, чаші, кульової поверхні, крайньої секції буфера. А на рівних поверхнях (капот) такий молоток зробить небажані випуклості, надмірний наклеп металу.
У всіх випадках потрібно прагнути, щоб радіус бойка наближався до радіуса деталі.
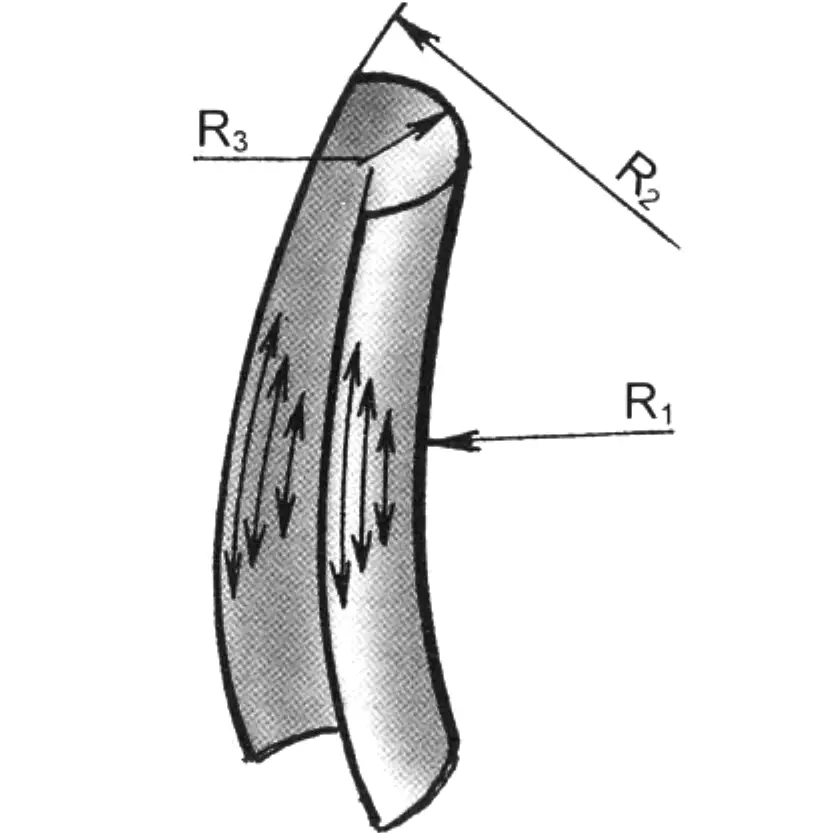
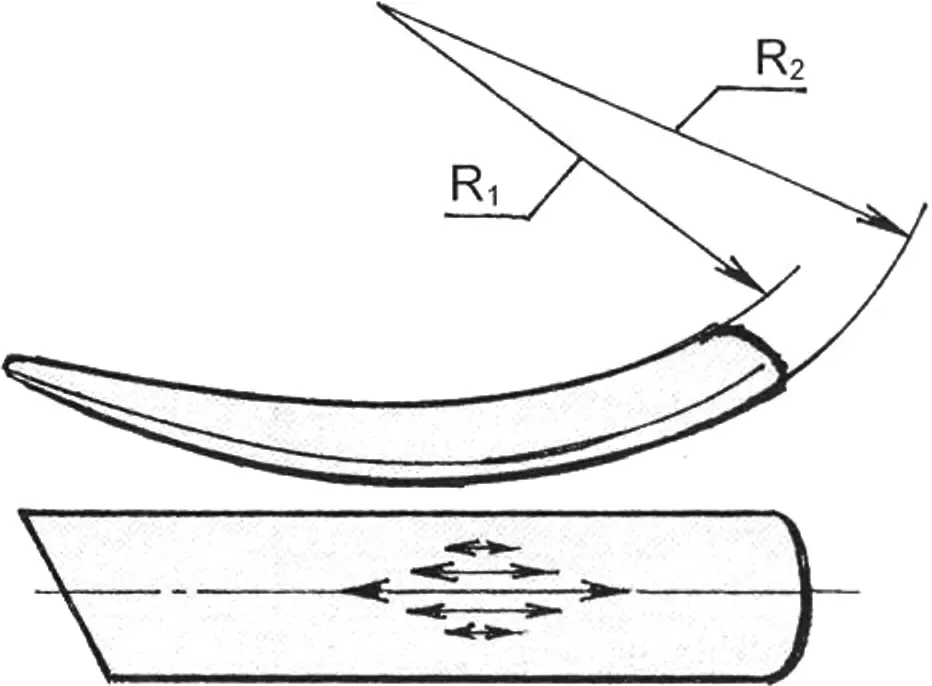
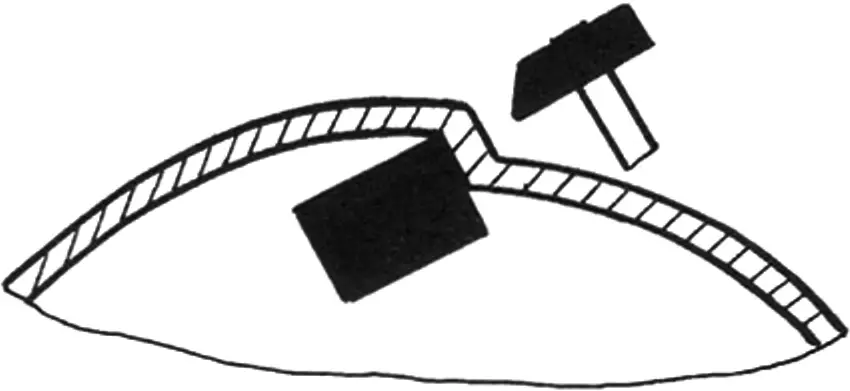
На рисунку 4 показано процес отримання вигнутого жолоба. Довжина стрілок символізує ступінь розтягу металу. Під час виколочування спочатку згинається рівна середина з великим вигином (або інакше — меншим R3), бо під час розтягу бортів (R2) вона частково розправлятиметься. Борт жолоба є великою дугою, отже, і вимагає більшого розтягу, із «згасанням» ударів до R1. Така деталь, як бризковик, — це той самий жолоб, лише з вигином у зворотний бік (рис. 5). Заготовка згинається менше, бо під час розтягування вздовж осі її борти стискаються. Ця фігура більш трудомістка, і метал отримує більший наклеп — порушується внутрішня структура, через що матеріал слабшає. Тому прагнуть, щоб удари, особливо гострим бойком, були слабшими й лягали ближче один до одного. У цьому разі всі ділянки жесті піддаються розтягу, і тим самим метал позбавляється перетоншення.
На рисунку 6 показано схему виколочування сегмента «чавунок» (без дна). Він складається ніби з двох раніше розглянутих фігур. Під час виготовлення береться рівний розкрій і виколочується мідницьким молотком на гладкій плиті. Потім проходять жолобну (нижню) частину прийомами, розглянутими для фігури 4. І так, переходячи від однієї ділянки до іншої, стежимо за формуванням сегмента.
Буває, що деталь веде винтом. Вона «хлопає» внаслідок внутрішнього напруження. Але не слід засмучуватися, а продовжувати стежити за загальною формою, уявляючи її виправленою. Далі «прощупуються» ударом молотка ділянки, що потребують розтягу, і якщо деталь починає твердішати й викривлятися, то саме там і потрібно продовжувати бити. Маючи досвід, без «прощупування» визначать такі місця.
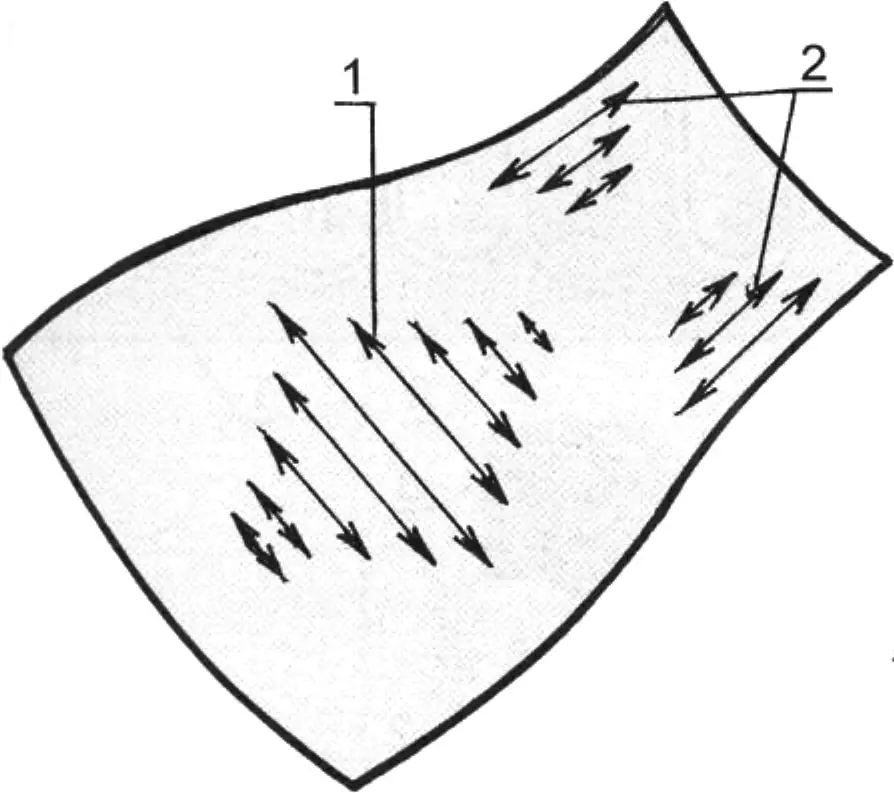
1 — напрямки ударів для поперечного розтягу металу; 2 — те саме для поздовжнього розтягу з обох боків
Отримані вище заготовки потребують доводки їхніх лицьових поверхонь і стикових кромок. Це робиться легшим інструментом, для чого може послужити й сапожний молоток, яким обстукується лицьова сторона, а з внутрішньої підставляється оправка, що підтримується рукою. Нею може слугувати будь-яка сталева болванка зі сферичними поверхнями й масою у 2—4 рази важчою за молоток.
Виводячи заподлицу сусідню ділянку, не обов’язково бити з іншого боку: розтягуючись і виправляючись, вона, спираючись на оправку, виходить заподлицу з сусідніми ділянками. Так доводиться вся форма й її лицьова сторона. Ця операція найвідповідальніша. Опанувавши її, людина легко виправить (і дуже майстерно), наприклад, поверхню кузова машини, що побувала в аварії.
Якщо під час рихтування око не може вловити нерівності, то потрібно плоским напилком трохи зачистити поверхню до виявлення цих нерівностей, а потім знову рихтувати, по черзі повертаючись до попередньої операції, доки не досягнемо рівної поверхні. Після цього остаточно хрест-навхрест обпилюємо її напилком.
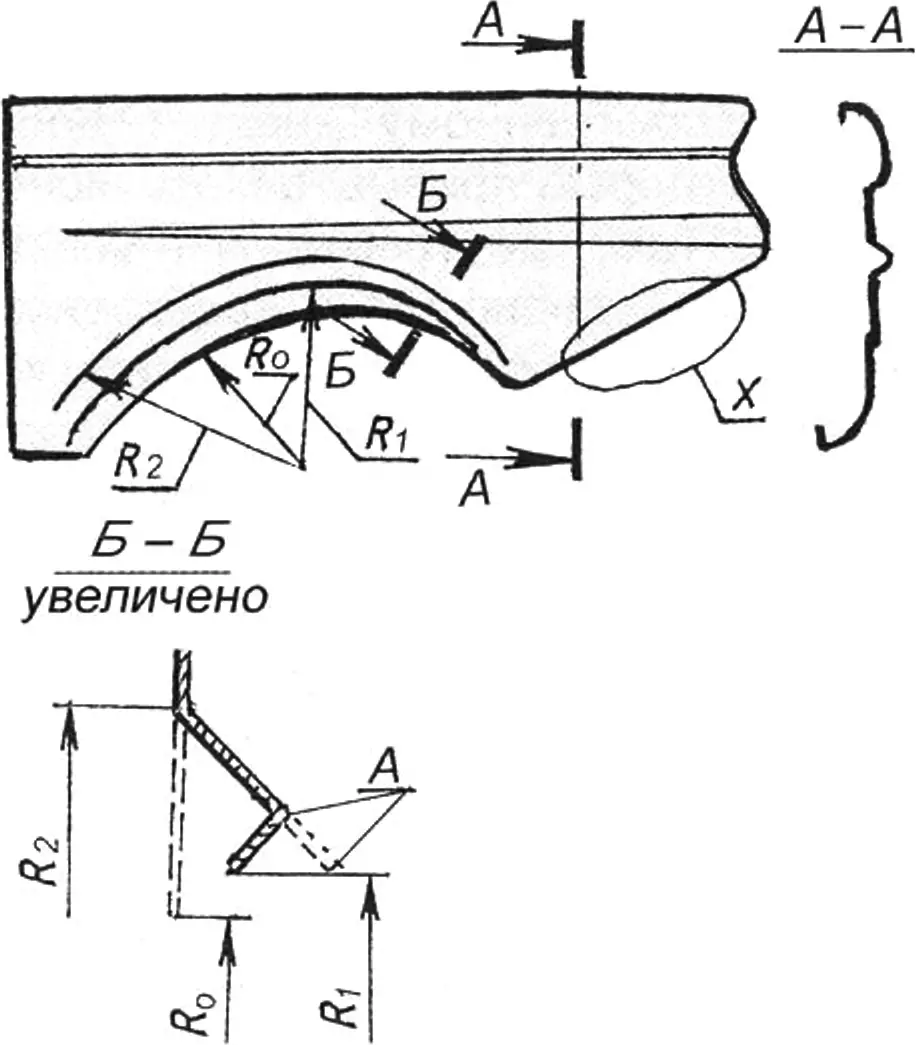
Розглянувши ці основні прийоми, застосуємо їх безпосередньо до крила автомобіля. На схемі крила, зображеній на рисунку 7, радіусами R1 і R2 показано лінії відбортовки, а перерізом Б-Б — її профіль, у якому радіус R0 — початковий, а R2 — після розтягу (оскільки він переходив на більший радіус, то й потрібно було його розтягнути).
1 — кут капота; 2 — підкладна оправка на період виколотки
Після цього вузька смужка А «піднутряється». Тут відбувається часткове стиснення (усадка) металу. Вузька смужка й на великому радіусі легко усаджується, у широкій же частині або на малому радіусі жесть збирають у збірку, як показано на рисунку 8. Збірку гострим бойком витягують, тим самим частина металу ніби виходить за межі форми. Елемент «X» на рисунку 7 — форма раніше розглянутого елемента «чавунок».
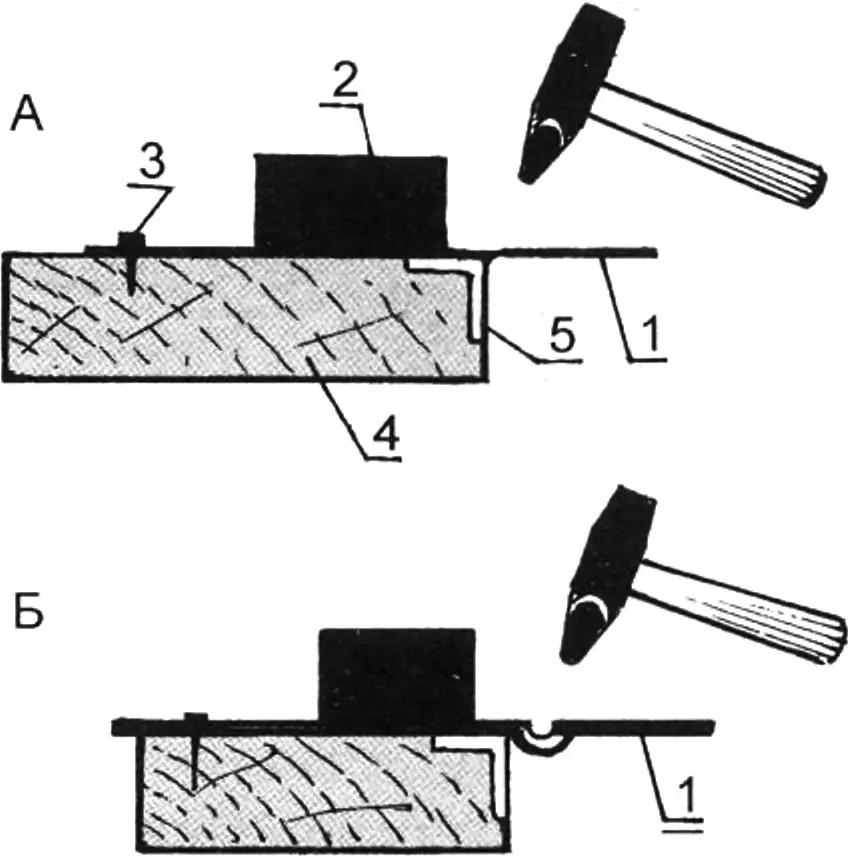
1 — лист металу; 2 — вантаж (оправка); 3 — фіксація листа цвяхом; 4 — верстак; 5 — сталевий кутник
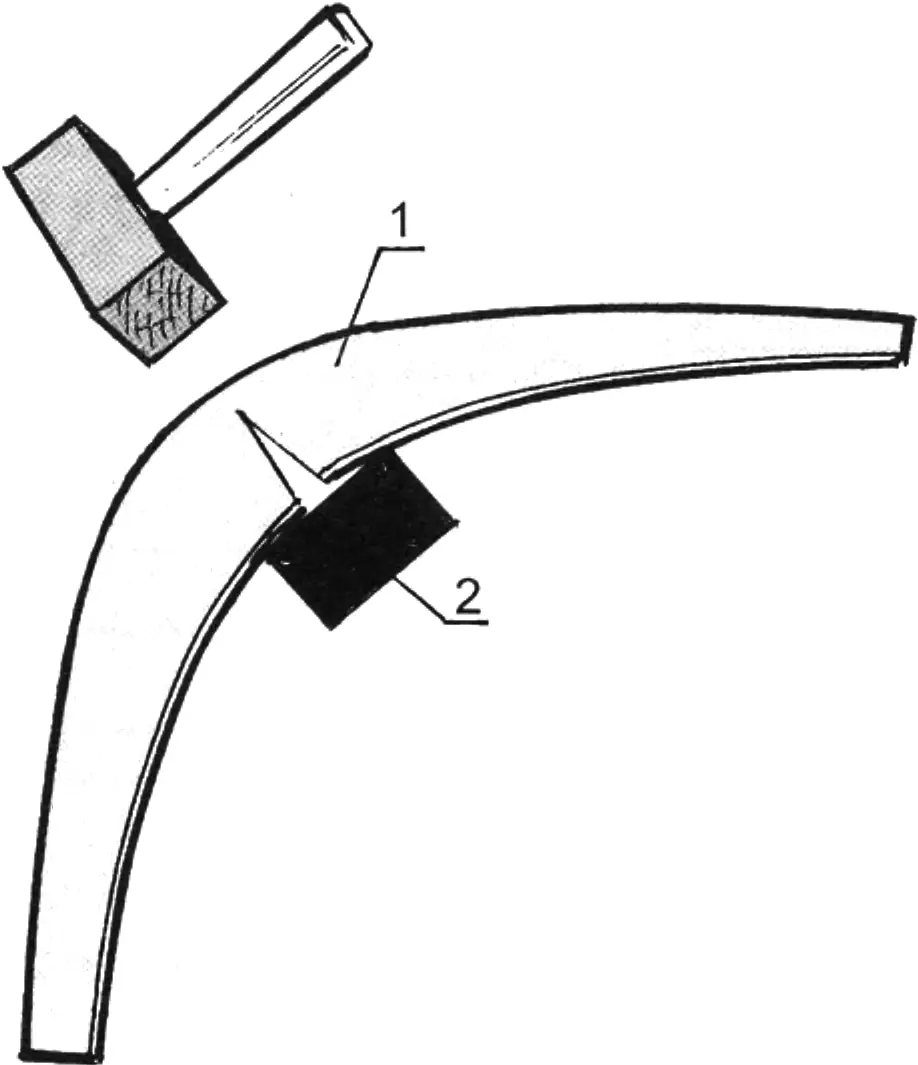
Ребра виколочуються текстолітовим або дерев’яним (з твердої деревини) молотком (граненим, фасонним), як показано на рисунках 9 і 10. Завершивши один бік ребра, крило встановлюють іншою стороною. Щоб лист не зсувався, його слід по кутах прибити цвяхами (або притиснути струбцинами).
На рисунку 10 друге ребро (кутом) обробляють граненою киянкою. Воно згинається без особливих зусиль. Як показано на рисунку, лист злегка прогинають рукою, і киянкою постукують по самій кромці вигину, не поширюючи удар на сам лист.
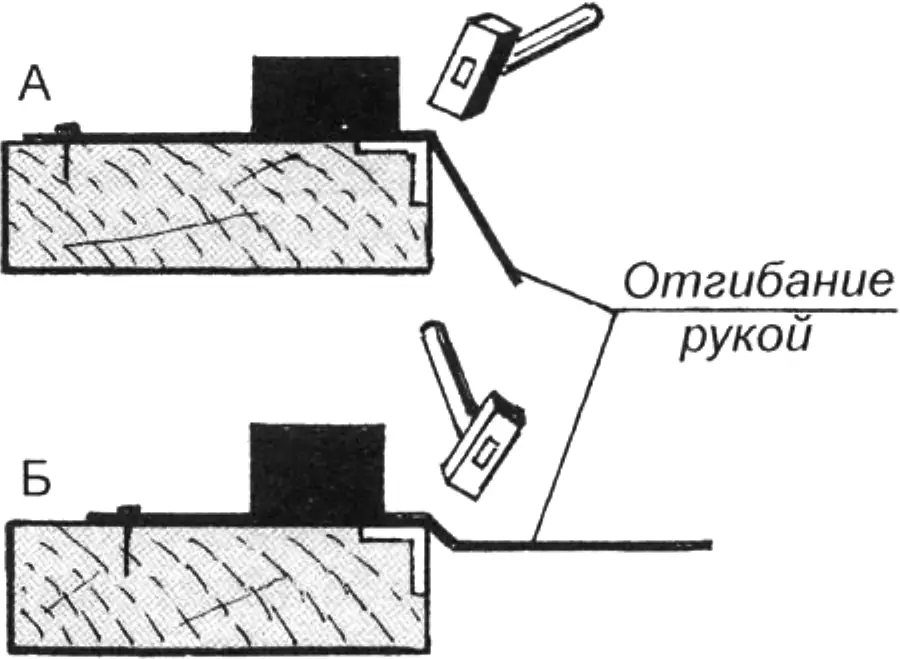
Так, пройшовши кілька разів уздовж кромки, лист загинають зі строгою кромкою й кутом. Перевертаючи лист іншою стороною, повторюють операцію. У підсумку заготовка отримує строгий зигзаг, який бачимо на крилі (переріз А—А на рис. 8).
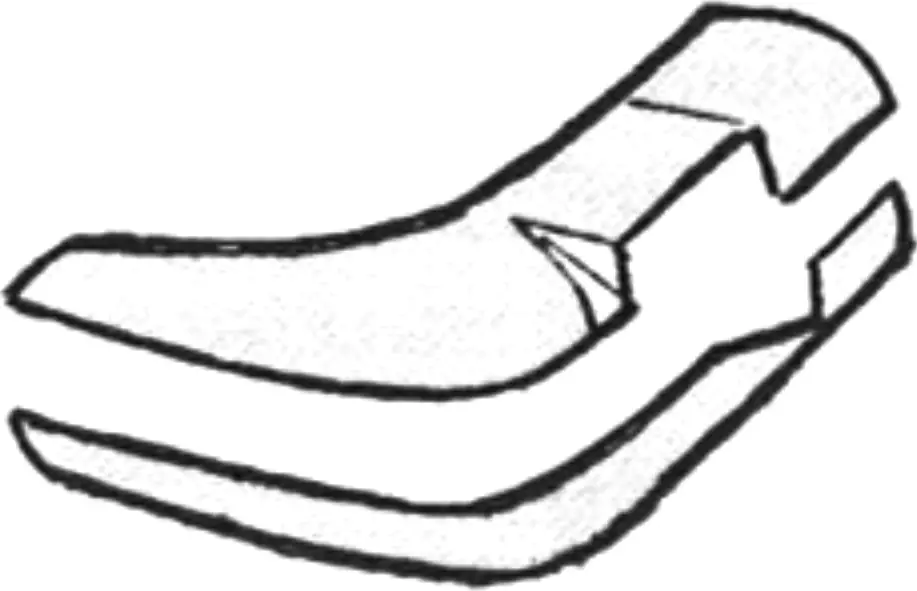
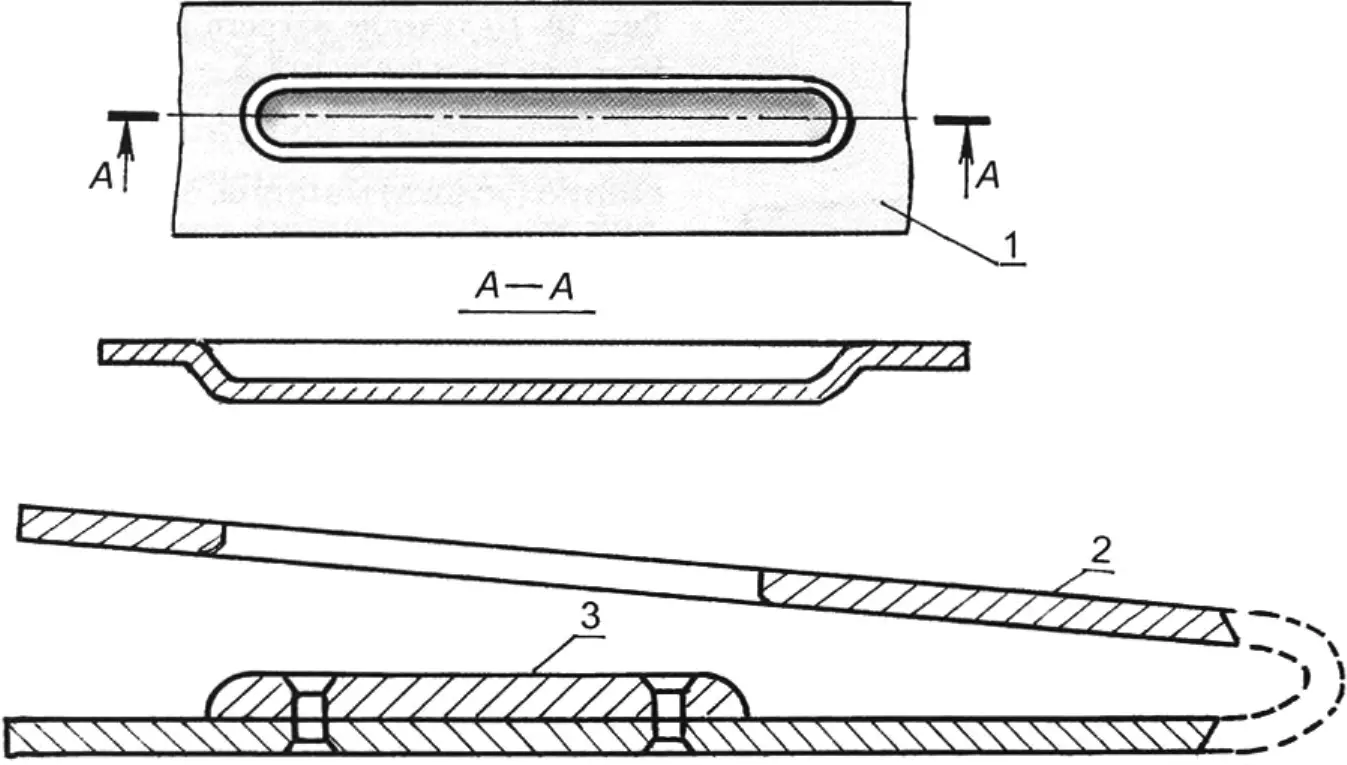
До розглянутого слід додати деякі прийоми декоративної роботи. Там, де потрібна глибока виколотка, зручно (та й необхідно) деталь попередньо розщепити, як показано на рисунку 11. Тоді кожна окрема половина легше виготовляється. Потім їх можна зварити або заклепати. Після клепки лицьова сторона їхнього з’єднання підводиться (як на рис. 12) заподлицу й опаюється (шпаклівка в подібних місцях не годиться: вона тріскається).
1 — склепані після виколотки листи; 2 — заклепка; 3 — пайка; 4 — підкладна оправка
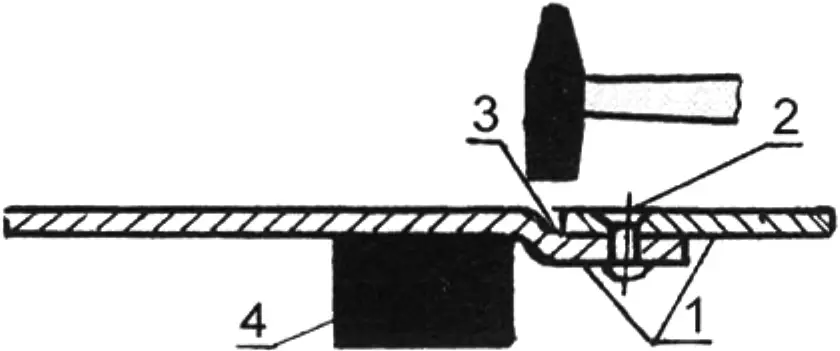
Якщо потрібно позначити ребра на криволінійній або сферичній поверхні, то їх слід виконувати після отримання такої поверхні прийомом, показаним на рисунку 13.
1 — ділянка листа з вдавленням; 2 — матриця; 3 — складний пуансон
Вдавлення жорсткості на панелі зручно робити спеціальним пристосуванням, як показано на рисунку 14. Для цього пара пластин скріплюється (склепується) кінцями — отримуємо інструмент на кшталт своєрідного пінцета. В одній його лапці попередньо заготовлено отвір (матриця), в іншій — виступ (пуансон); зазор між ними — у товщину листа, на якому потрібно зробити вдавлення. Удару легкої кувалди достатньо, щоб панель, що опинилася між лапками пристосування, отримала потрібне вдавлення.
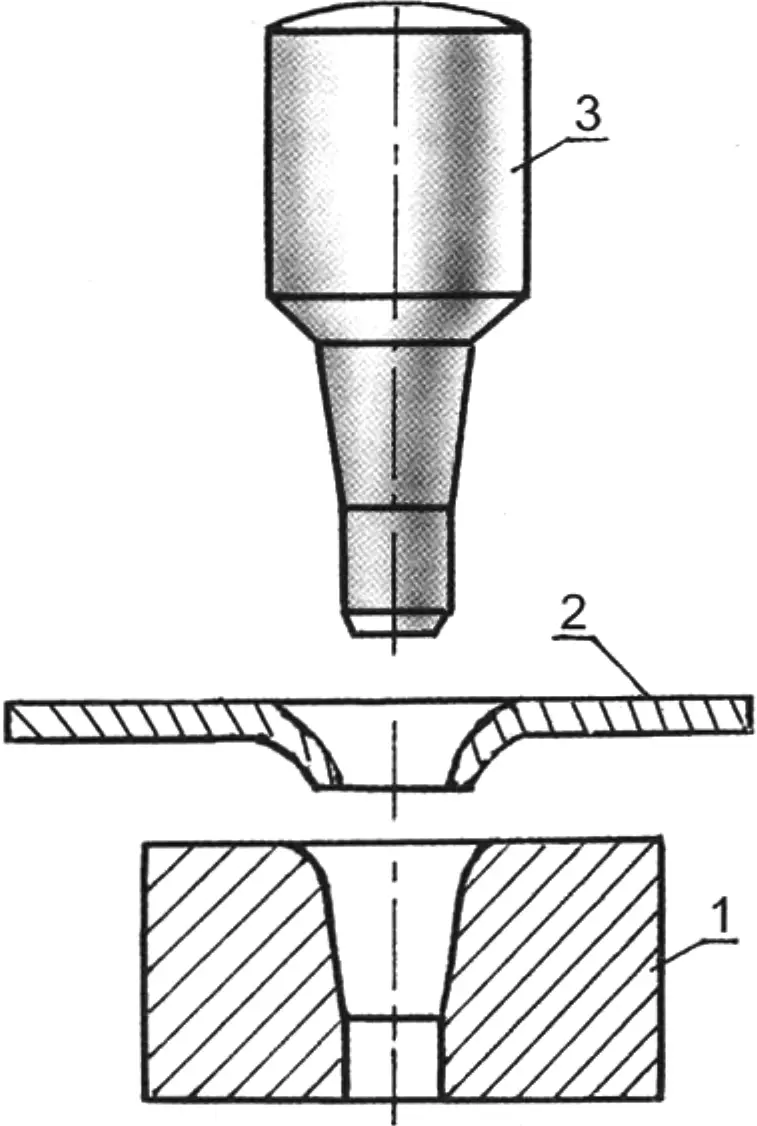
1 — матриця; 2 — перфорований лист; 3 — пуансон
Для виготовлення решіток потрібен відбортовочний штамп, схема якого показана на рисунку 15. Такий можна виготовити з будь-якої сталі. Отвори в заготовці вийдуть під діаметр штампа. Відбортовані отвори з’єднують вирубкою (рис. 16) і оформлюють низ решітки. На завершення бажано прокалібрувати отвори оправками (рис. 16) і водночас видавити додаткове ребро між пазами.
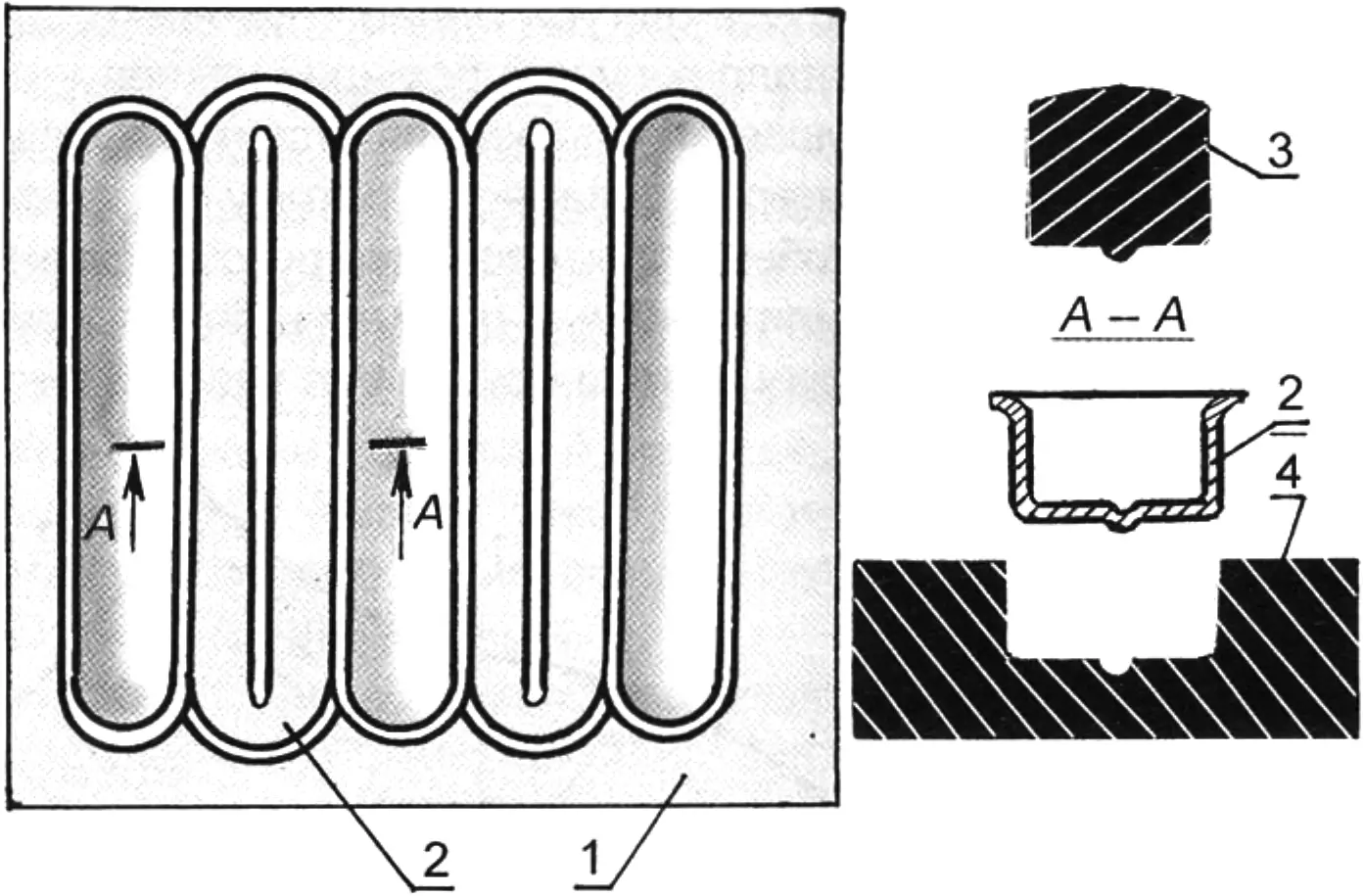
1 — лист складної конфігурації; 2 — ділянка глибокого вдавлення; 3 — оправка; 4 — матриця
Ось ті прийоми, за допомогою яких у звичайному сараї чи гаражі можна виготовити окремі деталі або весь кузов машини будь-якої бажаної конфігурації.
«Моделіст-конструктор» № 9’2010, Г. ВАРАКІН