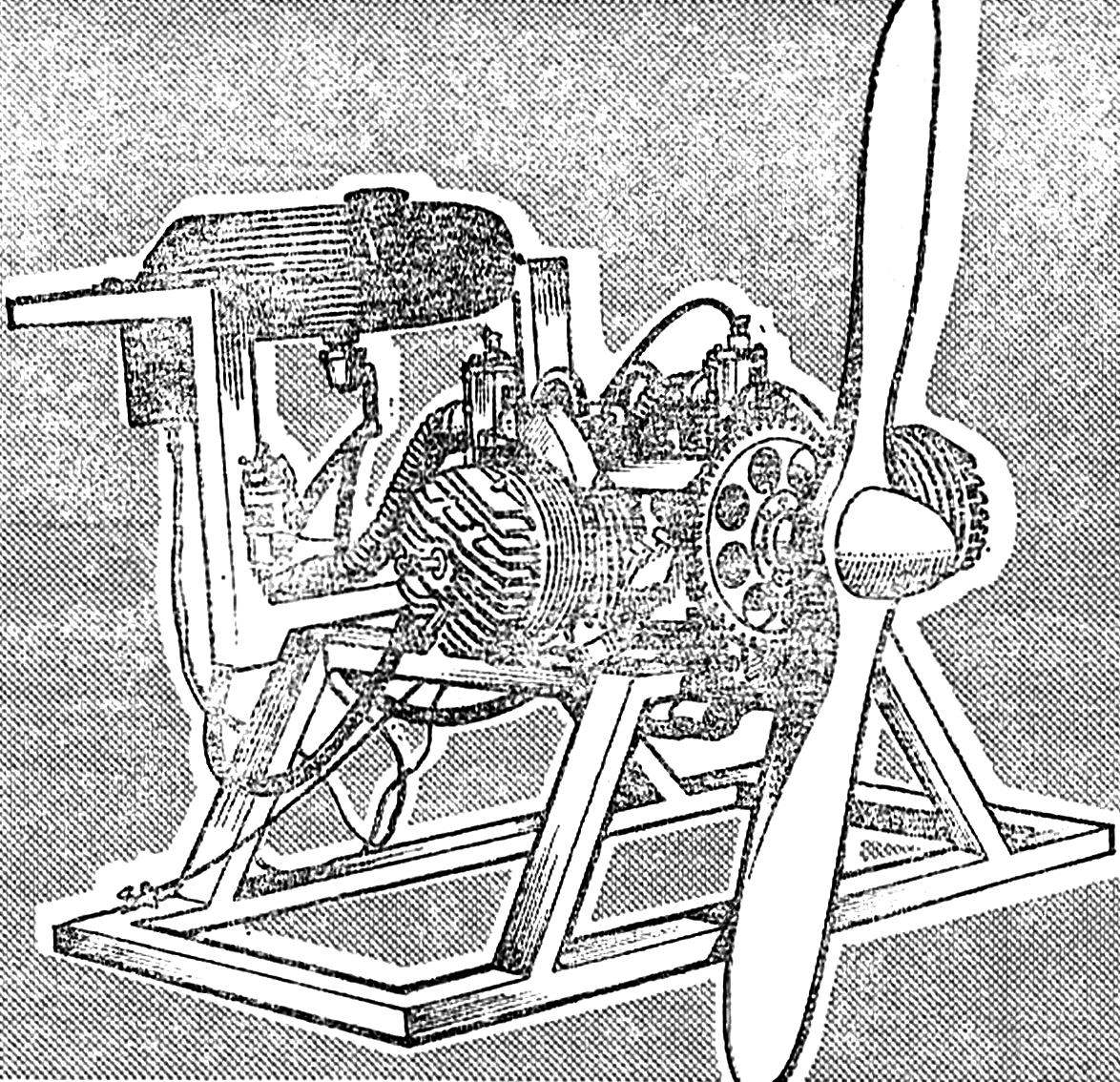
Как явствует из названия мотора, его рабочий объем — 700 см3 , мощность — 40 л. с. Кстати, последняя характеристика получена не только с помощью расчетов, но и при стендовых испытаниях, частота вращения коленчатого вала при этом составляла 5100…5600 мин-1 . Масса двигателя без винта, электростартера, зубчатого венца и электронного зажигания равна всего 30 кг — то есть меньше килограмма на лошадиную силу.
Коленчатый вал. Щеки коленвала — из стали марки 30ХГСА. Сначала на токарном станке обрабатываются три совершенно одинаковые заготовки — их диаметр составляет 140 мм, толщина — 23,5 мм. Далее полученные «блины» закаливаются до HRC 33…38, после чего они шлифуются до толщины 23 мм.
Отверстия в щеках Ø 25Н7 и Ø 35Н7 растачиваются на координатно-расточном станке. При этом добиваться следует минимальных предельных отклонений в поле допусков в сторону увеличения диаметра.
Цапфы коленчатого вала — из стали 40ХНВА. Заготовки для них вытачиваются с припуском по диаметру 0,5…0,7 мм, цилиндрический участок Ø 40 мм и конус — с припуском 1,5 мм. В заготовках фрезеруются шпоночные пазы и сверлятся контровочные отверстия, после чего эти детали термообрабатываются до HRC 48…54. Учтите, что при меньшей твердости цапф сальники быстро «съедят» вал. Закаленные заготовки обрабатываются на дробеструйной установке, затем шлифуются цилиндрические участки с диаметрами 35И8, 43, 18 и 12 мм. Резьбу надо нарезать на резьбошлифовальном станке.
Нижние шатунные пальцы — из стали ШХ15. Заготовки следует термообработать до HRC 62…65.
Сборка коленвала — операция весьма ответственная. Начинается она с того, что нижние шатунные пальцы глубоко охлаждаются в жидком азоте и с помощью винтового или гидравлического пресса запрессовываются в среднюю щеку коленчатого вала.
Рис. 1. Блок «вал-картер» двухцилиндрового оппозитного двигателя ДД-700/40 (шатуны условно не показаны):
1 — коленчатый вал, 2 — болт М6, 3 — шайба, 4 — передняя крышка (сталь 30ХГСА), 5 — передняя прокладка (ставить на бакелитовом лаке), 6 — картер (Д16Т), 7 — задняя прокладка (ставить на бакелитовом лаке), 8 — задняя крышка (Д16Т), 9 — сальник 40X57Х10 мм (от двигателя автомобиля ВАЗ), 10 — винт М6, 11 — подшипник № 2208, 12 — подшипник № 36208, 13 — кольцо 80X70X2 (сталь 20), 14 — подшипник № 208.
Далее на одном из пальцев собирается шатунный подшипник и шатун с боковыми шайбами. Чтобы ролики при этом не рассыпались, они фиксируются любым способом. Щека с шатуном также охлаждается в жидком азоте, а в среднее отверстие щеки вставляется пробка; паз в ней должен быть направлен к шатуну. Затем на пробку надевается внешняя щека — в данном случае будет служить направляющей, по которой при запрессовке станет скользить внешняя щека. Чтобы не смять щеки и не согнуть шатунные пальцы, при запрессовке между щеками вкладываются шлифованные проставки толщиной 19 мм.
Такая же операция повторяется и для второй внешней щеки коленчатого вала. Сначала выбивается пробка и вставляется в среднюю щеку с другой стороны, после чего следует глубокое охлаждение двух уже собранных щек с шатунами и напрессовка второй внешней щеки.
Собранный коленчатый вал прошлифовывается в центрах шлифовального станка. Потом на токарном станке протачиваются щеки до Ø 135 мм. Биение вала в местах установки подшипников не должно превышать 0,02 мм.
Рис. 2. Коленчатый вал:
1 — передняя цапфа (сталь 40ХНВА), 2 — палец кривошипа (сталь ШХ-15), 3 — внешняя щека коленвала (2 шт. сталь 30ХГСА), 4 — шатун (готовое изделие типа ИЖ-П), 5 — подшипник № 822906, 6 — боковая шайба подшипника, 7 — внутренняя щека коленвала (сталь 30ХГСА), 8 — задняя цапфа (сталь 40ХНВА).
Крышки картера. Передняя крышка выточена из стали марки 30ХГСА, термообработанной до HRC 33…38. Покрытие — кадмирование. Задняя крышка — из дюралюминия Д16Т. Сальники — от коленчатого вала двигателя автомобиля ВАЗ.
Картер. Для картера потребуется дюралюминиевая (Д16Т) круглая заготовка Ø 210 мм. Заготовки половин картера торцуются и растачиваются изнутри с одной установки. Сверление резьбовых отверстий и растачивание отверстий Ø 12Н7 производится на координатно-расточном станке. В крайнем случае эти отверстия можно разделать и на сверлильном станке с последующим развертыванием.
Чистовое фрезерование половин картера можно производить везде, кроме паза с размером 180 мм — там оставляется припуск 2 мм. После фрезеровки половины картера стыкуются с помощью стяжных шпилек, а затем окончательно обрабатывается и указанный паз. Далее на фрезерном станке с использованием поворотного стола выбирают отверстия под цилиндры и шпильки их крепления. Лыски радиусом 30 мм на краях расточек Ø 142 мм делаются напильником так, чтобы шатуны не задевали за картер. И последняя операция — анодное оксидирование.
Рис. 3. Картер:
1 — носок картера (Д16Т), 2 — хвостовая часть картера (Д16Т). Слева внизу — конфигурация окна.
Рис. 4. Пробка — приспособление для сборки коленчатого вала (сталь 40).
Несколько рекомендаций. При изготовлении деталей следует добиваться чистоты поверхности, максимально возможной для используемого станочного оборудования. На отверстиях щек маховика необходимо снимать фаски не менее 0,5X45°. Запрессовку следует производить за кратчайшее время, поэтому советуем предварительно потренироваться и тщательно отрепетировать последовательность операций с учетом их особенностей. Запрессовка с подогревом в данном случае не годится — она вызывает необратимые изменения прочности и поверхностной твердости деталей коленчатого вала.
Готовые узлы и детали. В двигателе ДД-700/40 используются цилиндры и головки цилиндров ИЖ-ПЗ, карбюраторы типа К-62И, шатуны ИЖ-П с шатунными подшипниками № 822906 и боковыми шайбами, верхние шатунные пальцы с фиксаторами, подшипники №№ 208, 36208 (или 46208), 2208, а также поршни ИЖ-П.
Дополнительное оборудование. На нашем двигателе установлено три комплекта приборов зажигания. Это батарейное электронное, батарейное контактное и резервное магнето типа М27Б, прерыватель которого используется для батарейного зажигания. На двигатель можно установить и магнето М90, дающее две искры одновременно.
Следует отметить, что попытка переделать обычнее магнето в двухискровое к успеху не привела — искра получалась «вялой», и такое магнето лишь уменьшало надежность работы двигателя и, соответственно, повышало вероятность его отказа.
Чтобы улучшить охлаждение мотора, рекомендуем семь верхних ребер охлаждения цилиндров профрезеровать до Ø 180 мм. Головки цилиндров протачиваются на токарном станке.
На двигателе установлены два топливных насоса от подвесного лодочного мотора «Москва-30». Штуцеры привода насосов можно врезать в каналы перепуска цилиндров или же в картер.