Таблица 1
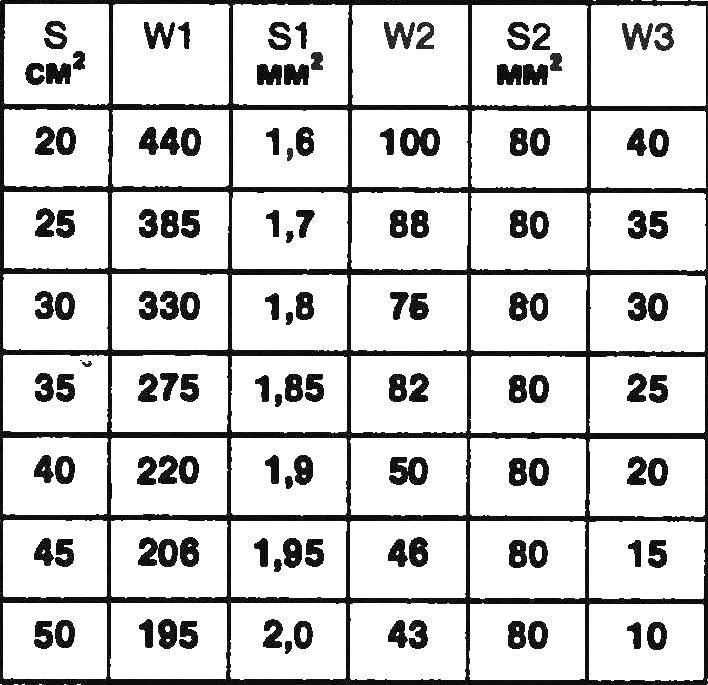
В таблице 1 используются следующие обозначения:
S1 — площадь поперечного сечения первичной обмотки;
S — площадь поперечного сечения сердечника, равная произведению высоты сердечника на его толщину;
W1 — число витков первичной обмотки трансформатора;
W2 — число витков вторичной обмотки трансформатора;
S2 — площадь поперечного сечения вторичной обмотки трансформатора;
W3 — дополнительная обмотка, наматывается той же проволокой, что и первичная обмотка W, служит для регулировки сварочного тока.
Дополнительная обмотка W может иметь от двух до пяти дополнительных отводов, но, в принципе, можно обойтись и без нее, оставив только единственную обмотку W. При этом, правда, несколько ухудшится экономичность сварочного аппарата.
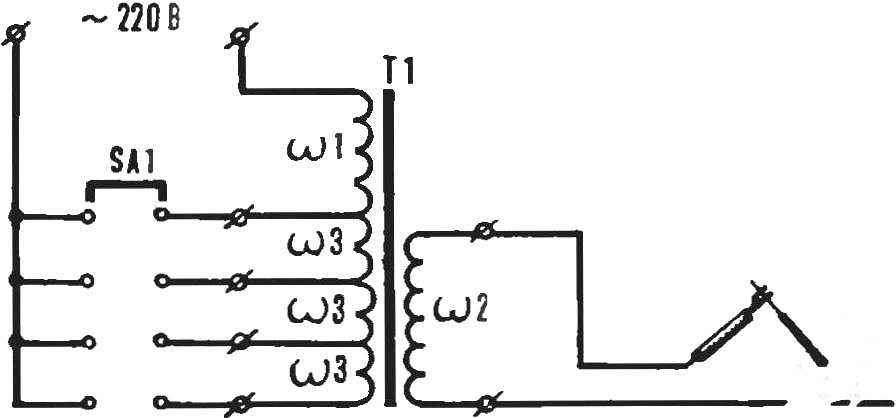
Рис. 4. Принципиальная схема сварочного трансформатора.
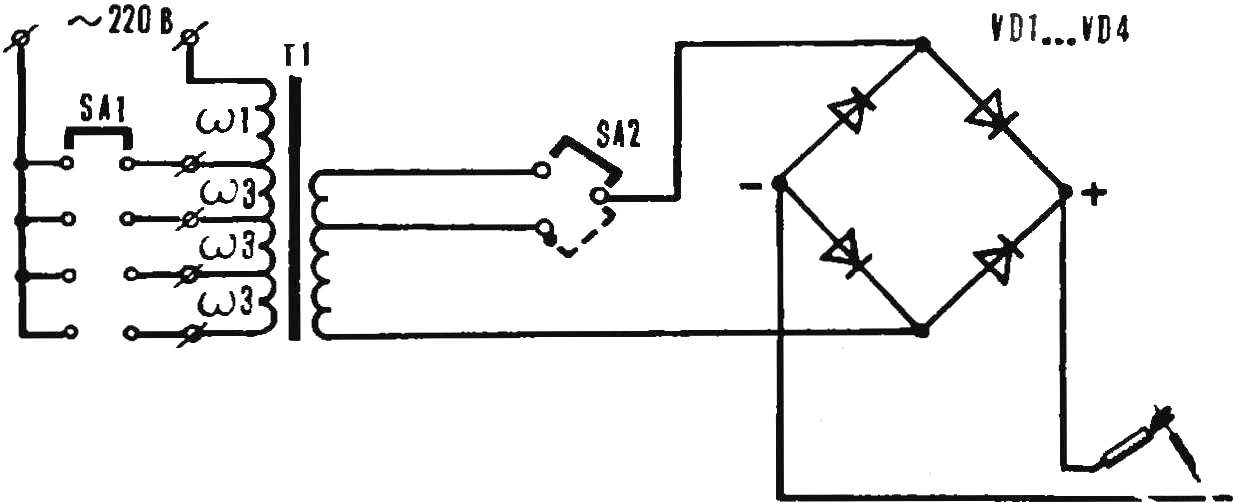
Рис. 5. Сварочный аппарат постоянного тока.
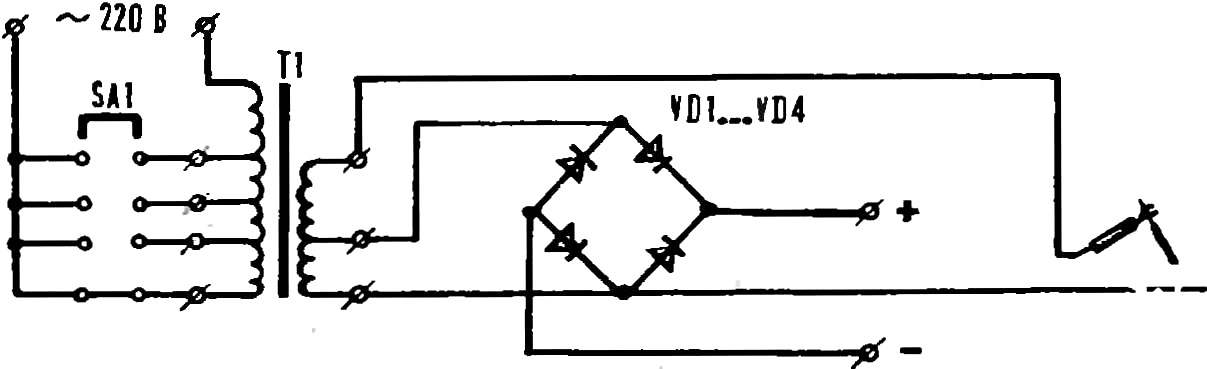
Рис. 6. Универсальное устройство для сварки переменным током и запуска автомобиля постоянным током.
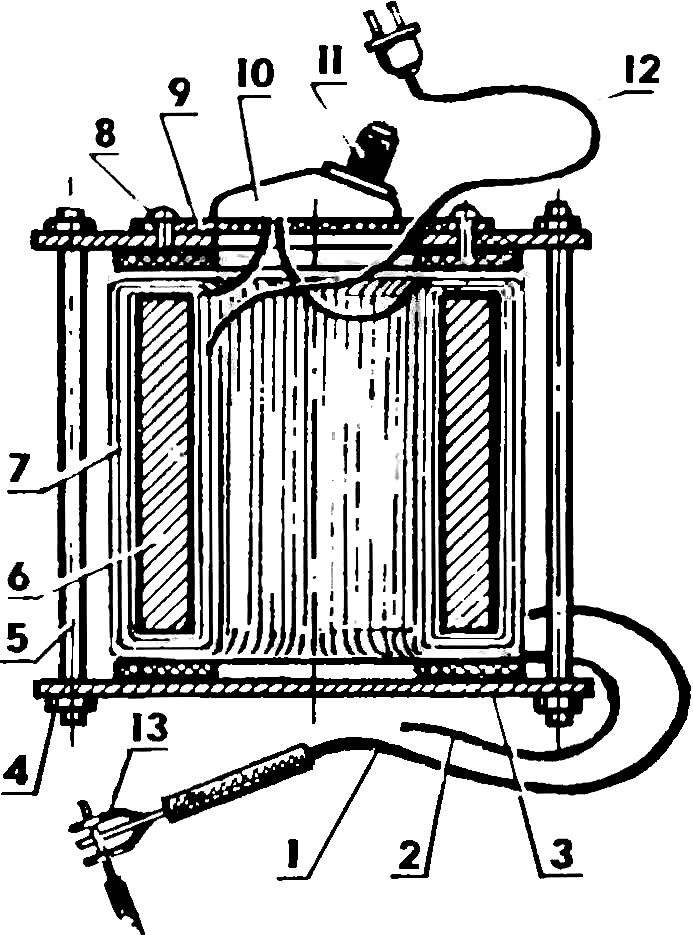
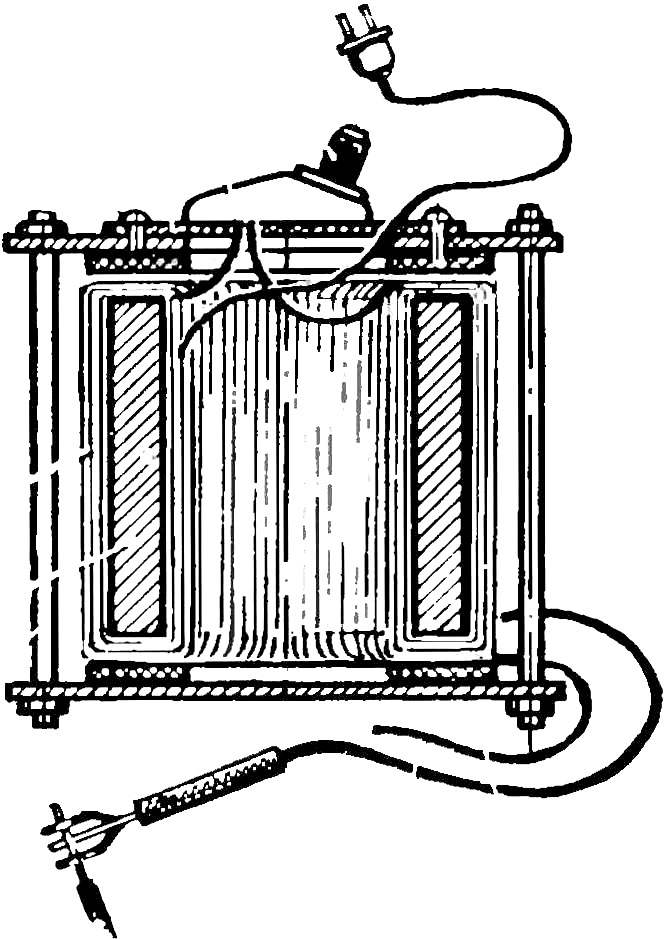
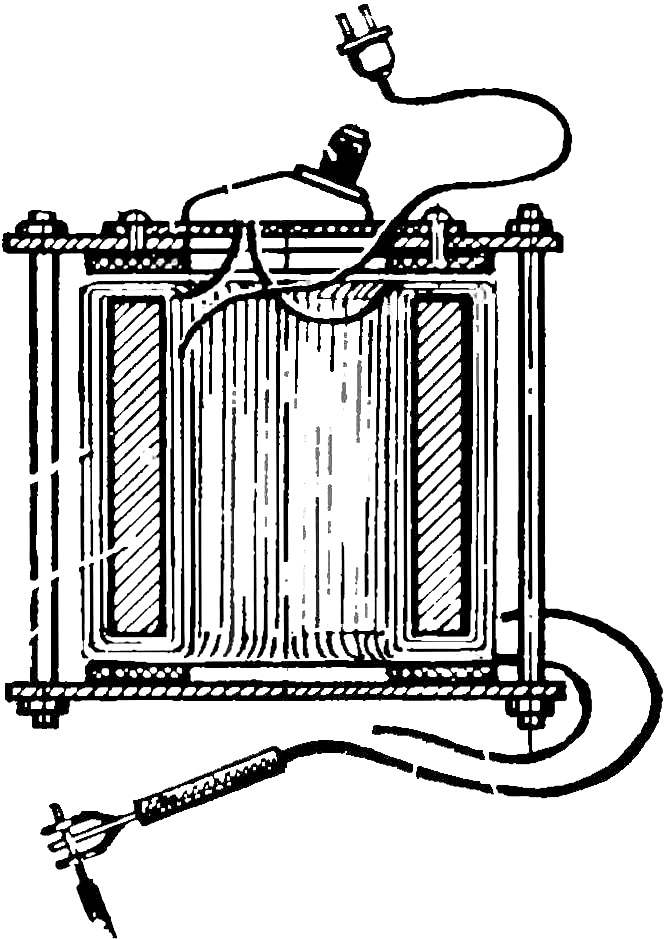
Рис. 7. Вариант конструкции сварочного трансформатора:
1, 2 — силовые кабели, 3 — основание трансформатора, 4 — гайка, 5 — резьбовая шпилька, 6 — сердечник трансформатора, 7 — обмотки, 8 — винт крепления верхней панели, 9 — верхняя панель, 10 — замыкатель (сетевая розетка), 11 — перемычка (сетевая вилка с перемычкой), 12 — сетевой шнур, 13 — вилка сварочного аппарата.
Как видно из схемы трансформатора, сварочный ток регулируется с помощью замыкателя SА1. Для этого на панели прибора закрепляются несколько обычных сетевых розеток — их количество выбирается в зависимости от числа выводов дополнительной обмотки. Замыкателем же служит сетевая вилка, у которой ножки разъема соединены между собой одножильным проводом, диаметр которого составляет 1/4 диаметра провода первичной обмотки. Это дает возможность использовать замыкатель в качестве плавкого предохранителя, который срабатывает при нежелательных перегрузках.
Хотелось бы предупредить тех, кому не удастся достать провод для первичной обмотки подходящего сечения, что это не причина для того, чтобы вовсе не браться за создание сварочного аппарата. Вполне можно подобрать несколько проводов таким образом, чтобы их суммарное сечение было бы не меньше рекомендованного для W. В принципе, можно даже использовать неизолированную проволоку, обмотав ее самостоятельно хлопчатобумажной изоляционной лентой. Точно так же можно подбирать проволоку и для вторичной обмотки. Кстати, именно так и пришлось поступить мне при изготовлении своего сварочного аппарата. При этом для изолирования проволоки потребовалось десять мотков узкой хлопчатобумажной изоленты, которую вполне можно приобрести в хозяйственных магазинах или в магазинах электротоваров.
Хотелось бы предупредить, что после намотки первичной обмотки не следует сразу же заполнять и вторичную — сначала надо ее проверить. Для этого первичная обмотка подключается к сети через плавкий предохранитель, в качестве которого используется отрезок медной проволоки диаметром 0,1…0,15 мм. Если обмотка не гудит и не греется, это означает, что работу вы выполнили качественно и можете приступать к намотке вторичной обмотки. Если же предохранитель сгорает — это явный признак короткозамкнутого витка. Из этого следует, что первичную обмотку придется наматывать заново, обращая особое внимание на качество изоляции проволоки. Ну а если обмотка не греется, но прослушивается довольно громкое гудение, то это означает, что вы ошиблись при подсчете витков и у вас оказалось меньше, чем рекомендует таблица 1. В этом случае надо подмотать еще несколько витков и повторить проверку.
Для того чтобы сварочный аппарат был универсальным, на вторичной обмотке необходимо сделать отвод от третьей части витков и подключить через него трансформатор к мощному диодному выпрямителю — таким образом получается «пускач» для автомобиля, который особенно удобно использовать в холодное время года, что существенно продлит жизнь аккумулятору вашего автомобиля.
 Конструированием сварочных трансформаторов я занимаюсь давно, так что опыт в этом деле есть. Хочу предложить читателям мою последнюю — как кажется, самую удачную — разработку сварочного аппарата не совсем обычной конструкции.
Конструированием сварочных трансформаторов я занимаюсь давно, так что опыт в этом деле есть. Хочу предложить читателям мою последнюю — как кажется, самую удачную — разработку сварочного аппарата не совсем обычной конструкции.