Конструированием сварочных трансформаторов я занимаюсь давно, так что опыт в этом деле есть. Хочу предложить читателям мою последнюю — как кажется, самую удачную — разработку сварочного аппарата не совсем обычной конструкции.
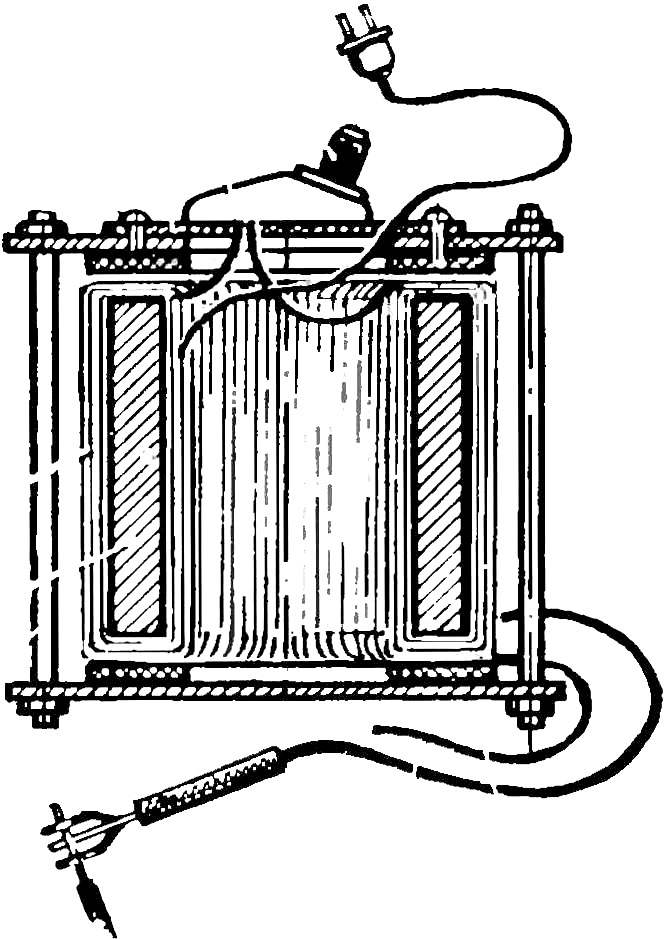
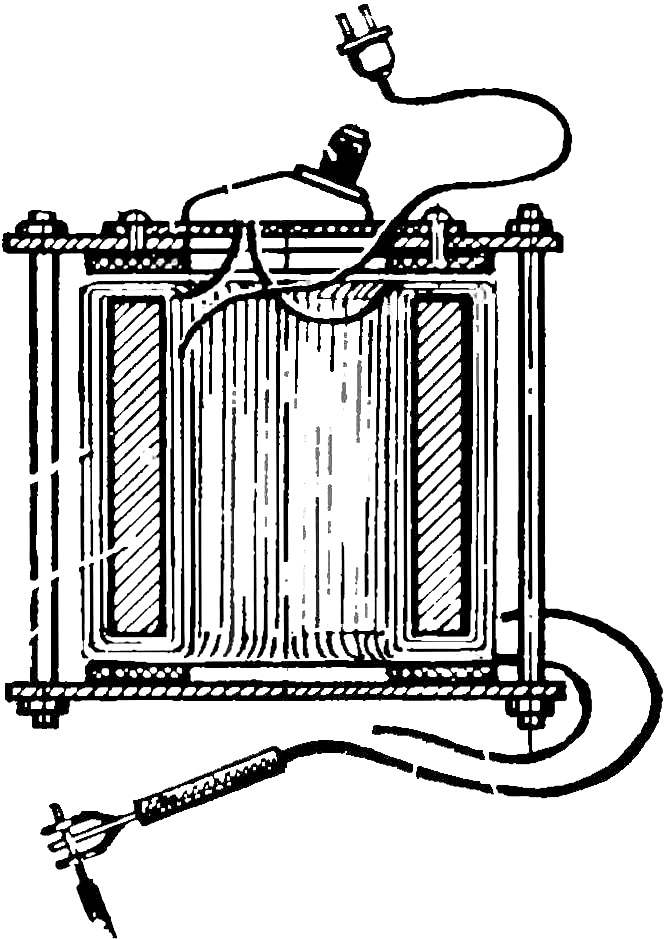
Своеобразие этого устройства в том, что сердечник для трансформатора представляет собой статор отслужившего свой срок асинхронного двигателя. Выбор сердечника определяется площадью поперечного сечения статора — она должна быть не менее 20 см2. Если, такое условие выполняется, подойдет статор от любого асинхронного двигателя. Ну а площадь поперечного сечения определяется так, как это показано на рисунке.
Упомяну, что наиболее рациональная величина сечения статора-сердечника лежит между величинами 20 см2 и 50 см2. В принципе, подойдут и сердечники с площадью меньше 20 см2, однако при этом придется уменьшать сечение провода в первичной и вторичной обмотках трансформатора, что значительно уменьшит мощность аппарата и сузит его возможности. Ну а использование сердечников с площадью сечения более 50 см2 также нерационально: трансформатор на его базе получается неоправданно громоздким и тяжелым, и это тоже не является достоинством портативного сварочного аппарата.
Извлечь статор из станины двигателя не слишком сложно. Для этого следует воспользоваться ножовкой по металлу и небольшой кувалдой. Для начала с двигателя снимаются передняя и задняя крышки вместе с якорем. Затем ножовкой надо сделать пару пропилов таким образом, как это показано на рисунке. Пропил нужен максимально глубокий, однако старайтесь при этом не повредить статор. Знайте только: чем глубже будет пропил — тем легче и без повреждений удастся извлечь статор из корпуса.
 Конструированием сварочных трансформаторов я занимаюсь давно, так что опыт в этом деле есть. Хочу предложить читателям мою последнюю — как кажется, самую удачную — разработку сварочного аппарата не совсем обычной конструкции.
Конструированием сварочных трансформаторов я занимаюсь давно, так что опыт в этом деле есть. Хочу предложить читателям мою последнюю — как кажется, самую удачную — разработку сварочного аппарата не совсем обычной конструкции.