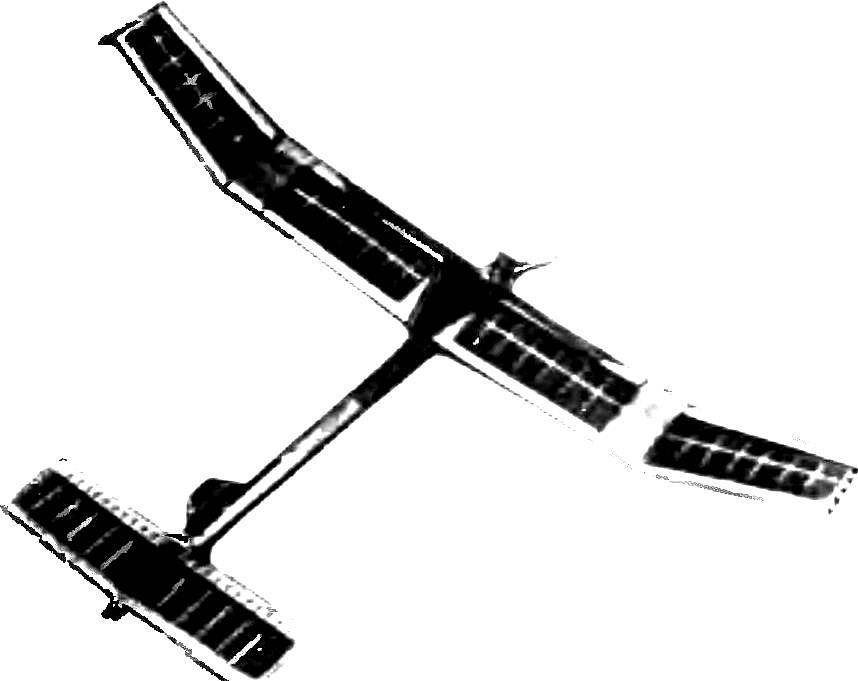
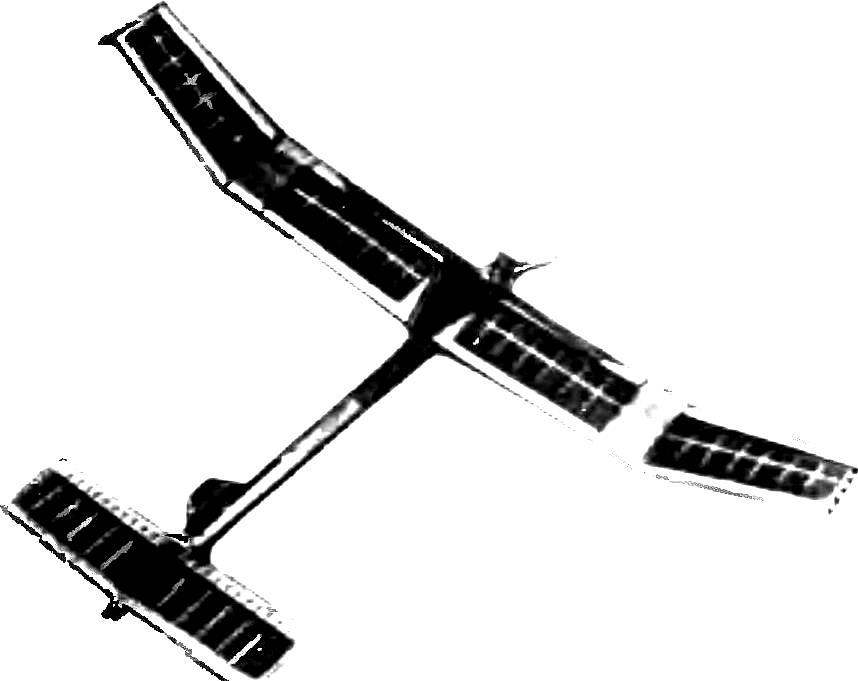
Парящая таймерная… Один из самых сложных и противоречивых по предъявляемым к технике требованиям класс моделей свободного полета. Непростая конструкция, мощная силовая установка, взлет на головокружительную высоту после запуска. Какой мальчишка не захочет строить такие микросамолеты!
Но, как правило, в распоряжении юного таймериста нет ни бальзы, ни дюралюминиевой фольги, нет даже надежного и мощного двигателя рабочим объемом 1,5 см3. Все тот же МК-17. Однако, применив продуманную, хорошо отработанную схему, несущий вогнуто-выпуклый профиль крыла, подобрав оптимальное удлинение несущих плоскостей, поработав над «Юниором» МК-17 и оборудовав его тормозом воздушного винта, можно добиться весьма неплохих результатов.
О том, как создать для участия в соревнованиях такую технику, рассказывает один из старейших авиамоделистов-инструкторов Украины, руководитель кружка с более чем тридцатилетним стажем В. Н. Дорошенко.
Более полутора десятков лет мальчишки строят таймерные подобной конструкции и успешно участвуют с ними в различных соревнованиях. Поэтому схема предлагаемой модели отработана как говорится, до винтика. Аналогичные аппараты используются нами и во «взрослом» классе. Такие таймерные, рассчитанные под двигатель рабочим объемом 2,5 см3, разнятся лишь размерами, сохраняя все особенности конструкции «полуторки».
 Парящая таймерная… Один из самых сложных и противоречивых по предъявляемым к технике требованиям класс моделей свободного полета. Непростая конструкция, мощная силовая установка, взлет на головокружительную высоту после запуска. Какой мальчишка не захочет строить такие микросамолеты!
Парящая таймерная… Один из самых сложных и противоречивых по предъявляемым к технике требованиям класс моделей свободного полета. Непростая конструкция, мощная силовая установка, взлет на головокружительную высоту после запуска. Какой мальчишка не захочет строить такие микросамолеты!