Около 190 км/ч! Такова техническая средняя скорость современной гоночной модели с мощным двигателем. Притом максимальная эксплуатационная скорость модели превышает 170 км/ч, и это не предел. Постоянно совершенствуя миниатюрный летательный аппарат, спортсмены стремятся еще больше сократить время прохождения десятикилометровой дистанции. Перед моделистом, как правило, три пути: изменение компоновочной схемы, форсирование двигателя и улучшение аэродинамики модели.
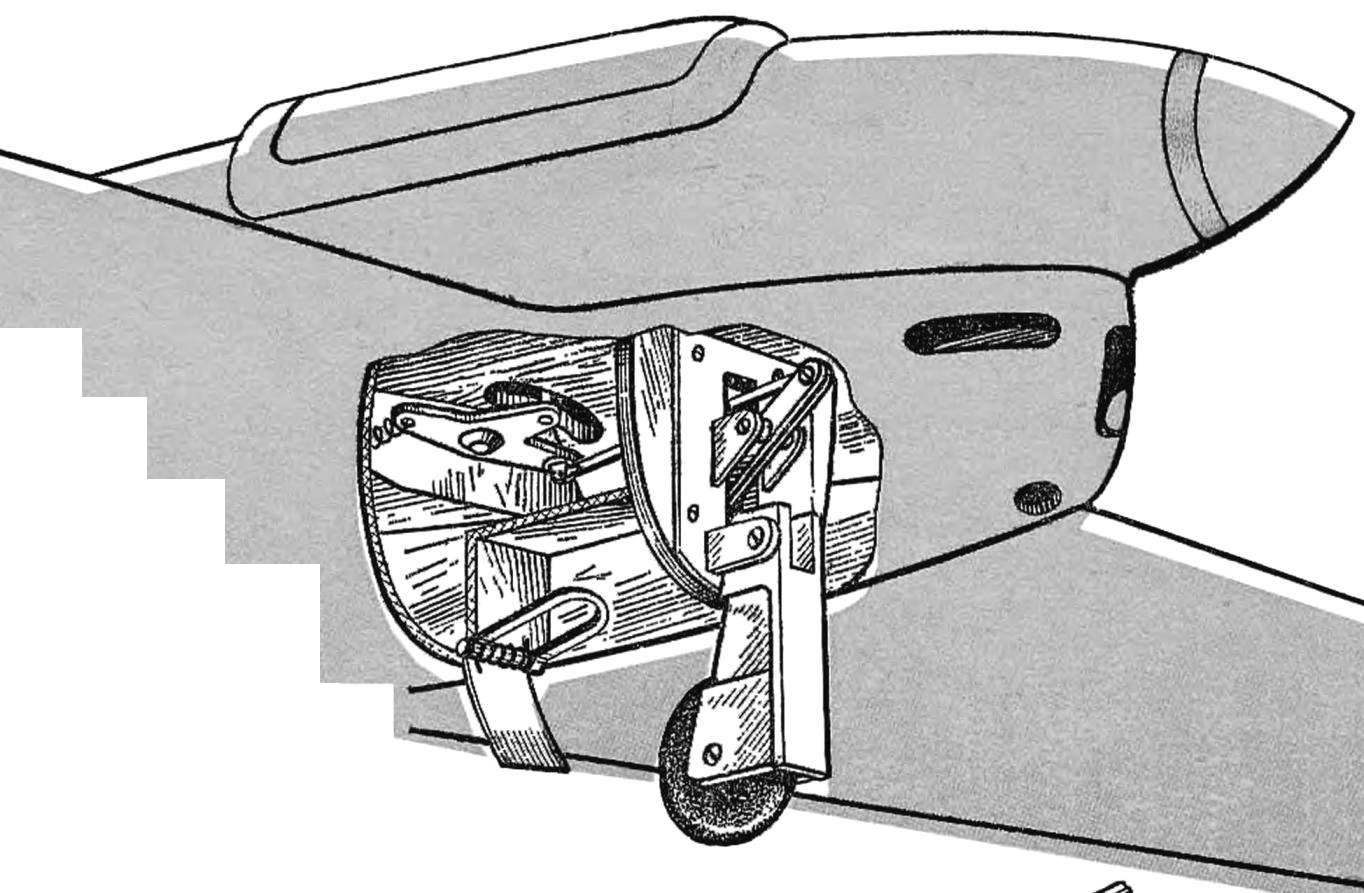
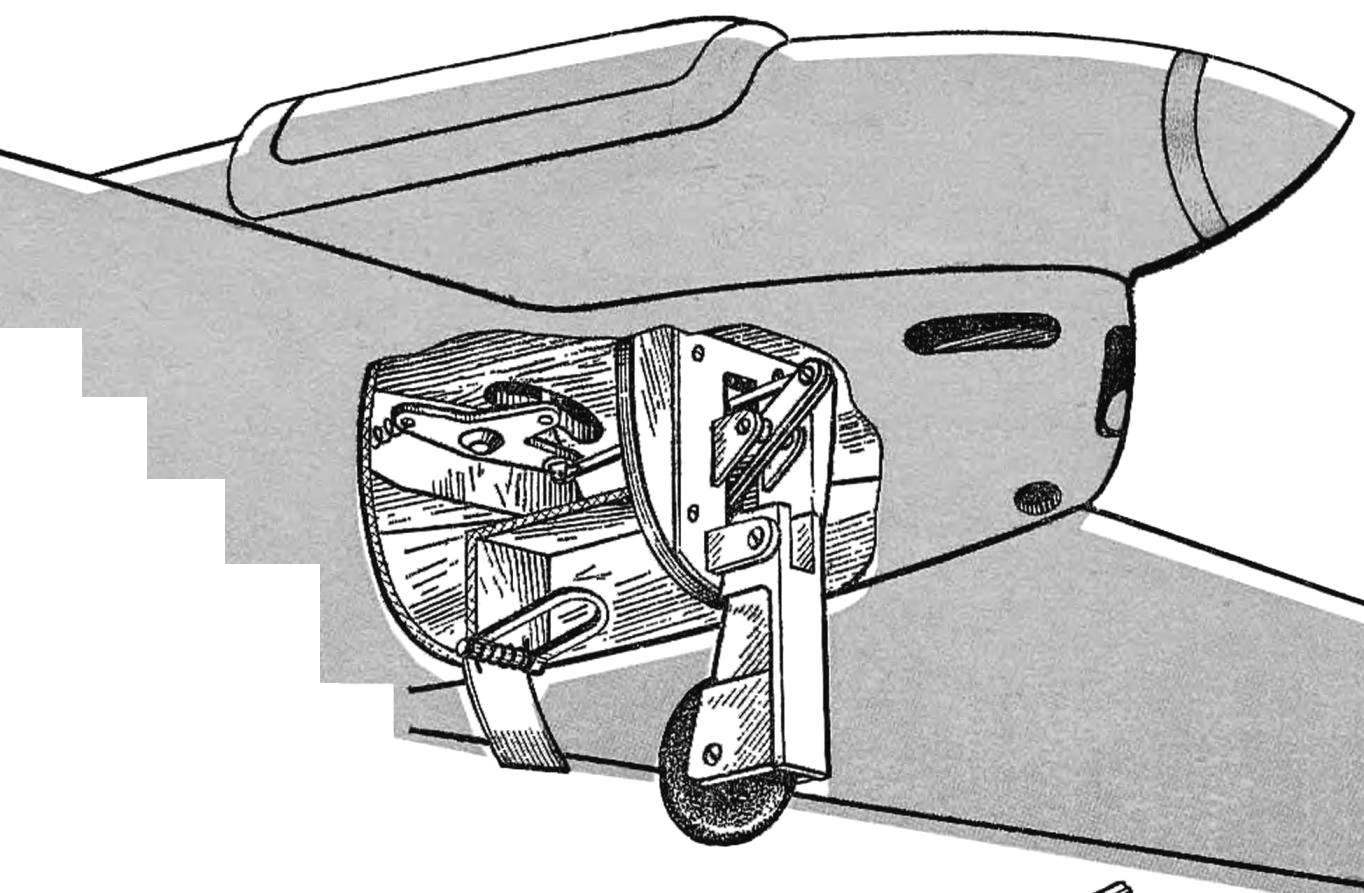
Существенной долей полного аэродинамического является лобовое сопротивление. Убрав с модели выступающие детали, можно значительно уменьшить его. Одним из немногих узлов, существенно выступающих за контуры фюзеляжа, является шасси. Предполагаемая конструкция убирающегося шасси (рис. 1) как раз и позволяет добиться результата.
Механизм уборки шасси приводится в действие «плавающей» качалкой управления моделью. Ее ось при этом крепится не к крылу (как обычно), а к приводной качалке, установленной на крыле.
Кинематика подъема ноги шасси несложна: когда центробежная сила, действующая на модель, достигает определенной величины, корда натягивается, и качалка, преодолевая усилие сдерживающей ее пружины, с помощью тяги отклоняет коромысло и убирает стойку. Одновременно поднимается и задний щиток, закрывая при этом полость фюзеляжа.
Стойка шасси выполняет и аэродинамическую функцию — она является передним тормозным щитком, благодаря которому при посадке быстро гасится скорость. Модель с таким шасси имеет мягкую «прилипающую» посадку. Это происходит благодаря расположенному в стойке амортизатору.
 Около 190 км/ч! Такова техническая средняя скорость современной гоночной модели с мощным двигателем. Притом максимальная эксплуатационная скорость модели превышает 170 км/ч, и это не предел. Постоянно совершенствуя миниатюрный летательный аппарат, спортсмены стремятся еще больше сократить время прохождения десятикилометровой дистанции. Перед моделистом, как правило, три пути: изменение компоновочной схемы, форсирование двигателя и улучшение аэродинамики модели.
Около 190 км/ч! Такова техническая средняя скорость современной гоночной модели с мощным двигателем. Притом максимальная эксплуатационная скорость модели превышает 170 км/ч, и это не предел. Постоянно совершенствуя миниатюрный летательный аппарат, спортсмены стремятся еще больше сократить время прохождения десятикилометровой дистанции. Перед моделистом, как правило, три пути: изменение компоновочной схемы, форсирование двигателя и улучшение аэродинамики модели.