Подобное приспособление можно с успехом использовать в качестве кондуктора при сварке под углом круглых заготовок (труб или прутков). Для этого в рабочих кромках необходимо выбрать паз. Проще всего сделать треугольный паз с помощью циркулярной пилы. Но можно оформить и радиусную выборку соответствующей скругленной стамеской.
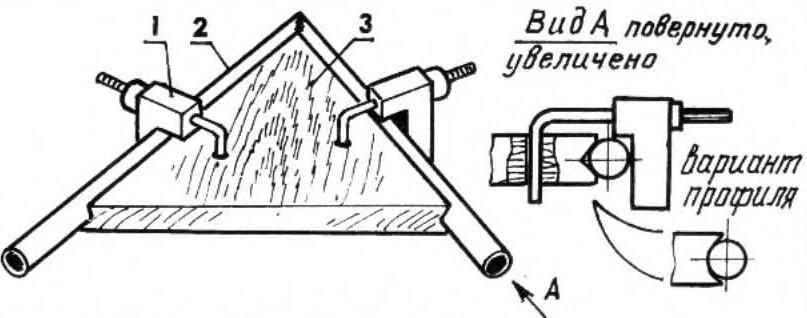
Кондуктор для сварки круглых заготовок:
1 —прутковая струбцина (2 шт.); 2 — заготовки; 3 — кондуктор.
Приспособление для стыковки панелей
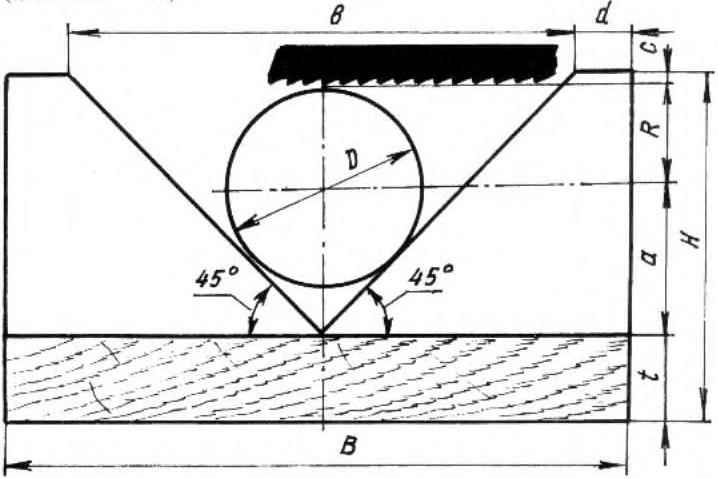
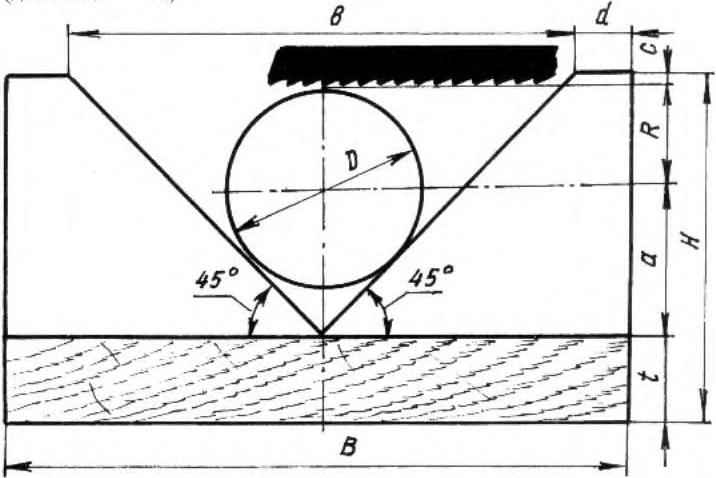
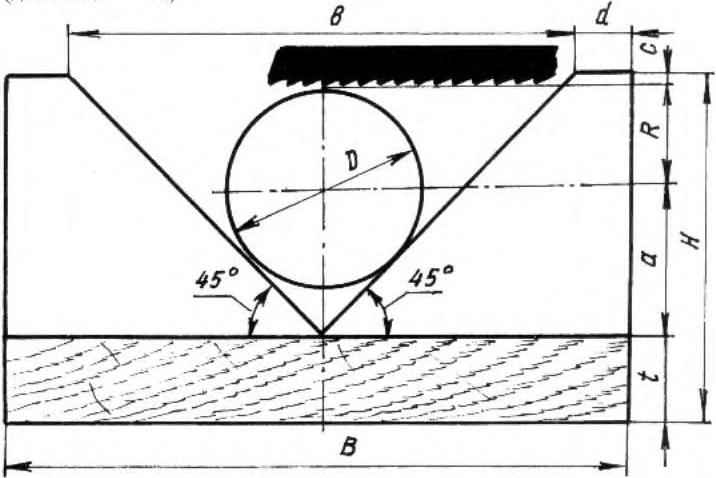
Геометрическая схема стусла
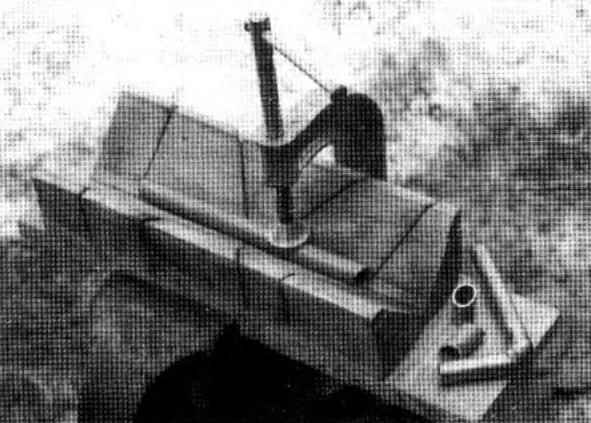
Стусло для обработки горцов круглых заготовок
На фото 2 представлено еще одно несложное приспособление — стусло, предназначенное для подготовки торцов свариваемых под углом круглых деталей. Обычно такая операция производится на глазок, реже — по разметке или с помощью бумажного шаблона, приклеенного к заготовке в месте обрезки. При такой технологии качество и точность подготовленного торца, как правило, оставляют желать лучшего. Применение представленного на фото стусла гарантирует и качество, и точность.
Размеры стусла вытекают из максимального диаметра D заготовки. Высота стусла складывается из толщины основания t (20— 25 мм), высоты расположения заготовки (а+R) и глубины захода инструмента (ножовки) в начале обработки С (5 — 10 мм). Из рис.2 а=R2. Тогда Н = (20…25) + R(1 + 2) + (5…10) 1,2D + 30 мм.
Ширина паза в и двух плечиков d (10— 15 мм) составит ширину заготовки для стусла.
Из рис.2 в = (Н-t).2 = 2,4D + (10…20). Следовательно, В 2,4D + (30…40).
К примеру, если применение стусла ограничить обработкой заготовок с максимальным диаметром 50 мм, то высота стусла составит 90, а ширина — 150 — 160 мм.
Для изготовления стусла следует использовать древесину твердых пород или пластмассу.
Желательно, чтобы конструкция была монолитной, но допускается и собранная из трех деталей: двух угловых стенок и основания. В этом случае стенки можно получить, распилив под углом 45° заготовку меньшего размера, а для основания использовать доску более мягких пород.
В. ЛУЧЕНКО, с. 3арванцы, Украина
Рекомендуем почитать
 КОЛЕСА ПО ЗАКАЗУ
КОЛЕСА ПО ЗАКАЗУ
Кружковцы, занимающиеся автомоделизмом, подчас испытывают серьезные затруднения, когда нужно сделать колеса для моделей-копий автомобилей, катки для танков и тракторов. На нашей станции... ИМИТАЦИЯ ДЕРЕВЬЕВ
ИМИТАЦИЯ ДЕРЕВЬЕВ
Существует немало рецептов имитации растительности для моделей железных дорог. Деревья же чаще всего формируют из проволочного жгута. Своеобразный «букет», образующий ствол с ветвями,...
 При проведении столярных работ, особенно при изготовлении панельной мебели, одна из наиболее часто встречающихся и неудобных операций — соединение стенок встык. Необходимо строго выдержать угол между ними (и не обязательно этот угол прямой) и обеспечить достаточное усилие в стыке. Еще больше эта операция усложняется, если приходится работать одному, без помощников.
При проведении столярных работ, особенно при изготовлении панельной мебели, одна из наиболее часто встречающихся и неудобных операций — соединение стенок встык. Необходимо строго выдержать угол между ними (и не обязательно этот угол прямой) и обеспечить достаточное усилие в стыке. Еще больше эта операция усложняется, если приходится работать одному, без помощников.