Не знаю почему, но в практике самодельщиков почему-то не очень распространен такой инструмент, как листогиб. Не думаю, что это объясняется редкостью выполняемых с его помощью операций, скорее — отсутствием информации о том, как его сделать. А ведь он может быть очень полезен многим, позволяя даже неквалифицированному мастеру качественно изгибать заготовки из листового материала. При этом гарантируется отсутствие деформаций у отгибаемой части листа, чего невозможно достичь, пользуясь традиционной киянкой и оправкой. В нашем опытном производстве, например, листогиб оказался незаменимым при изготовлении шасси для радиоприборов, различных корпусов, кожухов, а также соединении листов в фальц.
При наличии сварки сделать это приспособление не так уж сложно. Необходимо лишь иметь отрезки швеллеров и уголков с прямолинейными кромками.
Листогиб состоит из основания, прижима и обжимного пуансона с ручкой-рычагом. Основание изготавливается из отрезка швеллера № 6,5 (можно № 8) длиной до 500 мм. Прижим и пуансон делаются короче него примерно на 5 мм. Прижим — из швеллера № 5. Строго по оси профиля сверлятся два отверстия Ø8,5 мм на расстоянии 30 мм от концов. Обжимной пуансон изготавливается из уголка № 5 (желательно выбрать профиль со стенкой потолще). Ручка-рычаг выгибается в виде скобы из прутка арматурной стали диаметром не менее 15 мм и приваривается к уголку. Из обрезкое листовой стали толщиной 5 мм изготавливаются щечки.
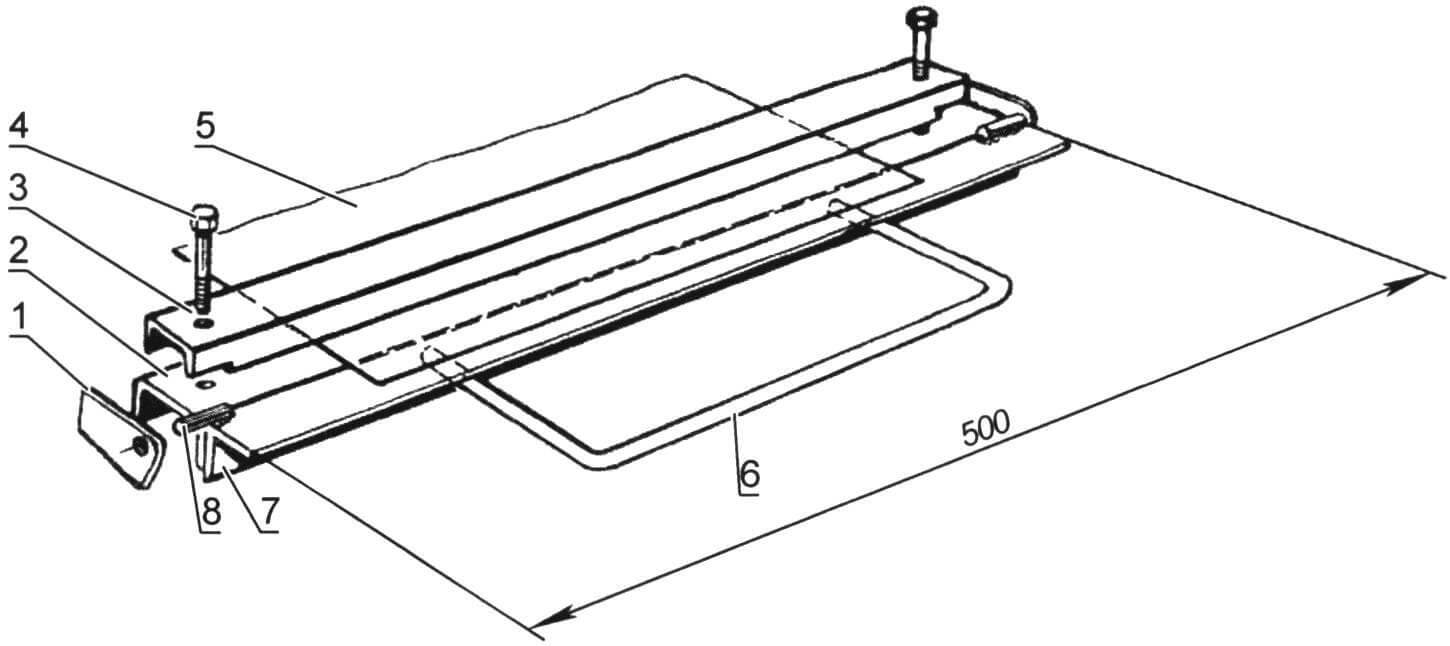
1 — щечка (2 шт.); 2 — основание; 3 — прижим; 4 — зажимной болт (2 шт.); 5 — изгибаемый лист; 6 — ручка-рычаг; 7 — обжимной пуансон; 8 — ось (2 шт.)
На концах заготовок пуансона и основания по ребру снимаются фаски 7×45° длиной 30 мм — под привариваемые к пуансону оси из стального прутка Ø10 мм. Сварка выполняется так, чтобы собственная ось прутка совпадала с ребром уголка. На концах рабочей кромки прижима также делаются соответствующие выборки.
Для предварительной сборки основание и пуансон зажимаются в тисках таким образом, чтобы стенка швеллера и рабочая полка уголка-пуансона оказались в одной плоскости, а зазор между ними составлял примерно 1 мм (это нетрудно обеспечить, установив картонную прокладку). На оси пуансона надеваются щечки и прихватываются к основанию в нескольких местах электросваркой или притягиваются к торцам шпилькой с гайками.
Для пробной гибки на рабочую поверхность укладывается лист из мягкого металла толщиной около 1 мм и придавливается сверху прижимом, временно прикрепляемым к основанию струбцинами или шпильками с накладками. После испытания положение щечек относительно основания при необходимости корректируется, а затем они окончательно привариваются к торцам основания.
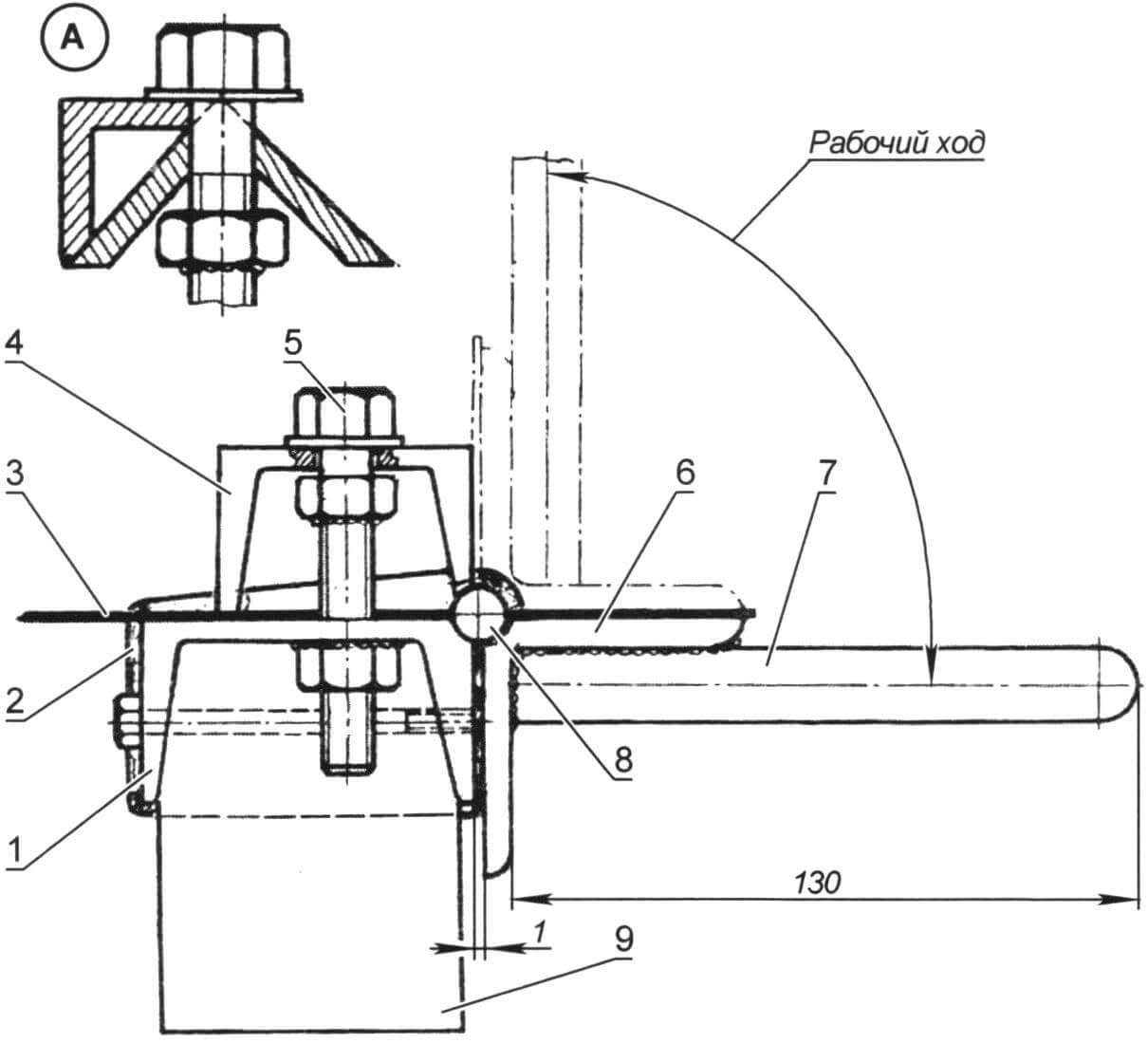
1 — основание; 2 — задняя щечка; 3 — изгибаемый лист; 4 — прижим; 5 — зажимной болт; 6 — обжимной пуансон; 7 — ручка-рычаг; 8 — ось; 9 — швеллер для крепления в тисках. А — прижим из уголков
После этого, используя отверстия в прижиме как кондуктор, в основании сверлятся отверстия Ø8,5 мм, в них нарезается резьба М10 и ввертываются зажимные болты, на которые наворачивают и тут же приваривают к основанию гайки. Затем болты вывинчиваются и вставляются в предварительно рассверленные до Ø10,5 мм отверстия прижима, снизу на них наворачиваются и фиксируются сваркой другие гайки -ограничители, обеспечивающие подъем прижима при отпускании зажимных болтов. Вместо гаек можно применить цилиндрические пружины соответствующего размера. Для удобства головки болтов лучше снабдить воротками или «барашками».
Крепится листогиб в слесарных тисках с помощью приваренного к основанию отрезка швеллера.
При необходимости гнуть листы на угол больше, чем 90 градусов прижим заменяется на сваренный из двух уголков — он более жесткий. Для затяжных болтов в нем сверлятся отверстия, как указывалось выше. Плоскость прижима фрезеруется либо тщательно обрабатывается напильником.
Александр НИЗОВЦЕВ
Рекомендуем почитать
 МОДЕЛИСТ-КОНСТРУКТОР 2007-04
МОДЕЛИСТ-КОНСТРУКТОР 2007-04
В НОМЕРЕ: Репортаж номера: А.Полибин. «Автоэкзотика'2006» (1). Общественное конструкторское бюро: А.Старилов. Из «Волги» - микроавтобус (2); Р.Черепнев. Велосипед тренера (4).... На уровне чемпионатных
На уровне чемпионатных
Немалую популярность среди авиамоделистов-новичков приобрела кордовая пилотажная модель «Тренер» (см. «М-К» № 12 за 1982 год). И сегодня ее можно встретить почти в каждом кружке. Судя по...