
Мне довольно часто приходится заниматься изготовлением и доработкой мелких деталей из металла и пластмассы при ремонте разных изделий. Кто делал подобную работу, знает, как трудно удерживать маленькие детали даже в не предназначенных для этого приспособлениях.
Конечно, я не раз пытался использовать тиски, в том числе и ручные. Но и они для мелких деталей оказывались громоздкими и неудобными, да еще держать-то их приходилось в руках. Пробовал и другие приспособления, пинцеты, пассатижи. Но работать с ними было еще труднее, так как надо было удерживать заготовку сильным сжатием инструмента рукой, отчего она быстро уставала.
Вот и решил изготовить для себя маленькие, универсальные и легкие настольные тиски. Такие тиски не будут лишними среди приспособлений у мастеровых людей. Немаловажное преимущество этих тисков в том, что при обработке деталей их не обязательно удерживать в руке, а можно крепить к столу или табурету и даже использовать в качестве струбцины.
С помощью этих тисков также можно откручивать и закручивать гайки и винты, используя их как универсальный (разводной) ключ.
Конструкция приспособления несложная, доступна в изготовлении, хотя и требует сварочных работ.
Материальные затраты на изготовление тисков невелики. Да и материал не дефицитный (все детали изготовлены из углеродистой стали обыкновенного качества) — наверняка, найдется в домашней мастерской у любого любителя мастерить.
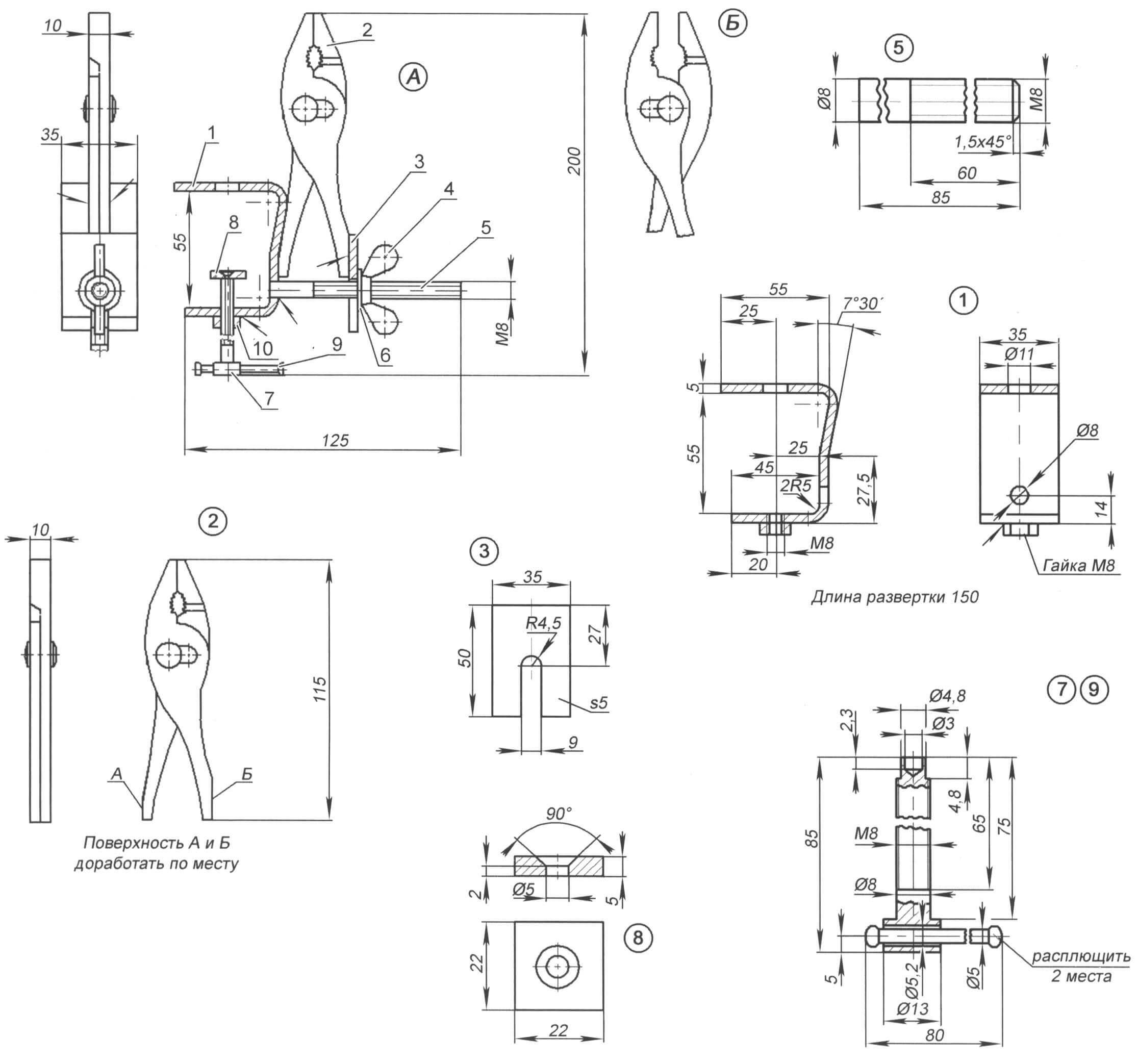
1 — струбцина; 2 — пассатижи; 3 — вилка; 4 — гайка-барашек М8; 5 — «полушпиль-ка»; 6 — шайба Ø8; 7 — винт; 8 — пятка; 9 — вороток; 10 — гайка М8
Основа тисков — неновые, но исправные регулируемые пассатижи с двухпозиционным шарниром (на два фиксированных положения). У них частично сточил концы рукояток, оставив их длиной 115 мм.
Струбцину выгнул из полосы сечением 35×5 мм. В полках и стенке просверлил нужные отверстия. Резьбовые детали приспособил (доработал) из стандартных метизов.
После изготовления всех деталей собрал струбцину в самостоятельный узел. На винт с воротком навернул гайку М8, а сам винт — в отверстие М8 нижней полки струбцины до тех пор, пока гайка ни уперлась в полку. После этого гайку приварил к струбцине.(Если вороток в приваренной гайке вращается туго, то следует резьбовое отверстие в струбцине через гайку «прогнать» метчиком М8). Затем поставил на винт пятку и керном через технологическое отверстие диаметром 11 мм развальцевал стенки глухого отверстия диаметром 3 мм в винте.
Далее приварил «полушпильку» М8 (а точнее, винт с отрезанной головкой) и одну рукоятку пассатижей к скобе. Надев вилку на шпильку, приварил ее к другой рукоятке пассатижей. Надел на шпильку шайбу и навинтил гайку-барашек. Приспособление готово.
Места сварки выполнены ручной дуговой электросваркой, поэтому требуют тщательной зачистки.
В первом положении наибольший размер зажимаемой заготовки составляет 9 мм. При переводе тисков во второе положение этот размер возрастает до 18 мм.
Для перевода тисков во второе положение надо скрутить гайку-барашек, снять шайбу со шпильки, развести ручки и зафиксировать их в новом положении. Затем поставить на место шайбу и навинтить гайку-барашек на прежнее место.
В. АКСЕНЦЕВ, г. Арзамас, Нижегородская область
Рекомендуем почитать
 ТАЗИК НА ПОЛОЗКАХ
ТАЗИК НА ПОЛОЗКАХ
Обычный пластмассовый тазик считается как правило, не очень удобным предметом для хранения, подвешенный на стене он портит вид убранный в шкаф или на полку — занимает много полезного... ОТ 3-х ДО 24-х
ОТ 3-х ДО 24-х
Если системный блок вашего стационарного компьютера вышел из строя или окончательно состарился, не поддаваясь очередным апгрейдам, не спешите его выкидывать. А еще лучше, найдите еще один...