Метод пайки металлов оловянными припоями — один из самых распространенных, но, к сожалению, соединение получается не слишком прочным. Более надежный шов обеспечивают так называемые «твердые» припои — серебряно-медные или медно-цинковые. Чаще всего при пайке твердыми припоями пользуются бензиновой паяльной лампой. Однако обращаться с ней надо умело: лампа небезопасна в пожарном отношении, коптит при запуске, к тому же пламя плохо поддается регулировке.
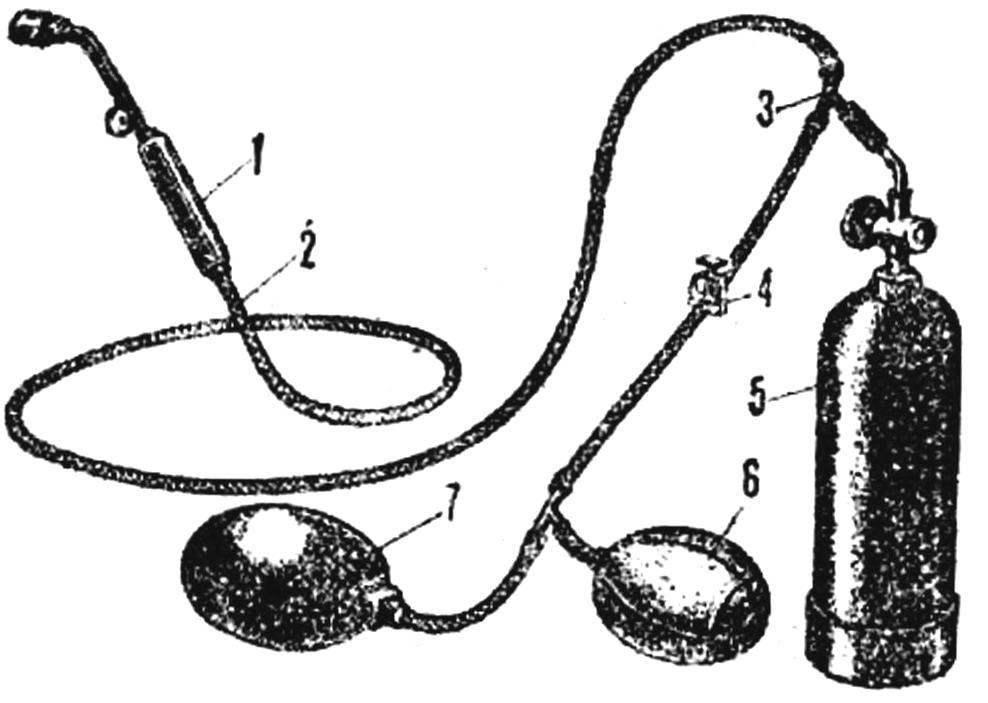
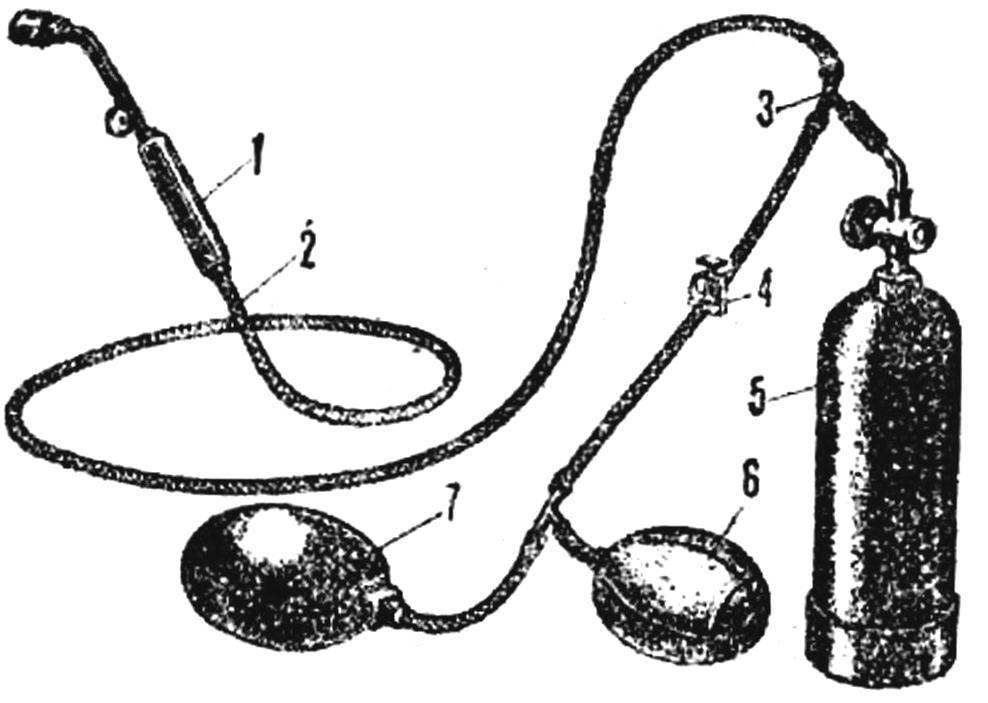
Гораздо удобнее работать пропано-бутановой горелкой. Соединенная шлангом с баллоном от портативной газовой плиты, она является прекрасным нагревателем. Неоценимые достоинства такой горелки — постоянная готовность к работе, быстрый разогрев деталей до температуры плавления припоя.
Внешний вид устройства изображен на рисунке 1. Для него вам понадобятся медные или латунные трубки с наружным диаметром 12,8 и 6 мм (толщина стенок — 1 мм). Наконечник горелки вытачивается «из нержавейки» или из любой другой жаростойкой стали и напрессовывается на подводящую трубку. Внутри располагается еще одна центральная трубка с припаянной к ней втулкой с соплом — отверстьем Ø1 мм.
В полости наконечника располагается сетка — стальной диск с двенадцатью отверстиями Ø 1 мм и центральным отверстием Ø 4 мм под сопло.
Регулировочный вентиль — это винт с резьбой М4, цилиндрическая головка которого имеет внешний диаметр 12—15 мм. Пользоваться им будет удобнее, если на его внешнюю (цилиндрическую) поверхность понести треугольным надфилем неглубокие риски. Далее к подводящей трубке припаяйте твердым припоем прилив, в котором сверлится отверстие Ø 3,2 мм под резьбу М4, проходящее насквозь через подводящую и подающую трубки. При нарезании резьбы имейте о виду, что углубляться метчиком в подающую трубку не следует, иначе вы но обеспечите полного перекрытия в ней отверстия при завернутом винте М4.
 Метод пайки металлов оловянными припоями — один из самых распространенных, но, к сожалению, соединение получается не слишком прочным. Более надежный шов обеспечивают так называемые «твердые» припои — серебряно-медные или медно-цинковые. Чаще всего при пайке твердыми припоями пользуются бензиновой паяльной лампой. Однако обращаться с ней надо умело: лампа небезопасна в пожарном отношении, коптит при запуске, к тому же пламя плохо поддается регулировке.
Метод пайки металлов оловянными припоями — один из самых распространенных, но, к сожалению, соединение получается не слишком прочным. Более надежный шов обеспечивают так называемые «твердые» припои — серебряно-медные или медно-цинковые. Чаще всего при пайке твердыми припоями пользуются бензиновой паяльной лампой. Однако обращаться с ней надо умело: лампа небезопасна в пожарном отношении, коптит при запуске, к тому же пламя плохо поддается регулировке.