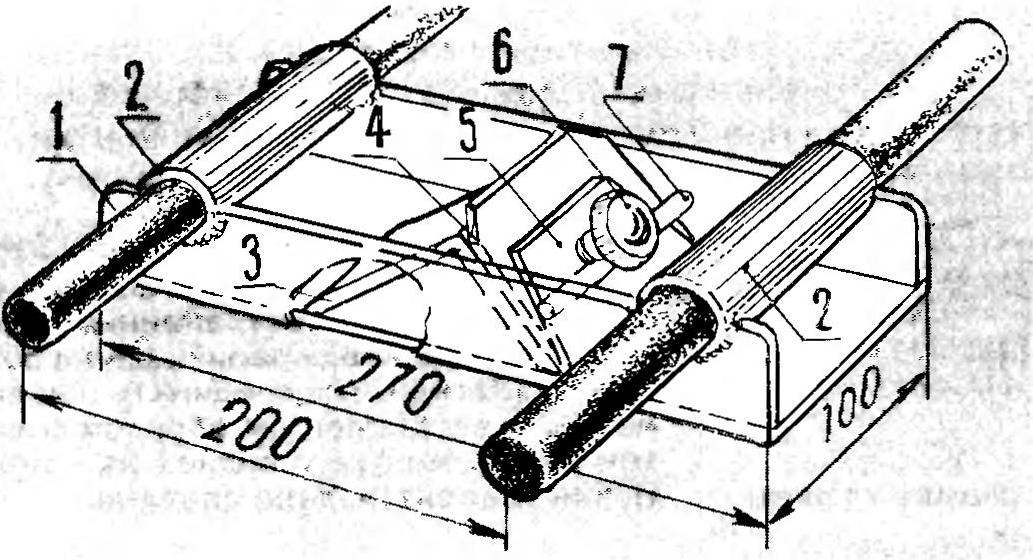
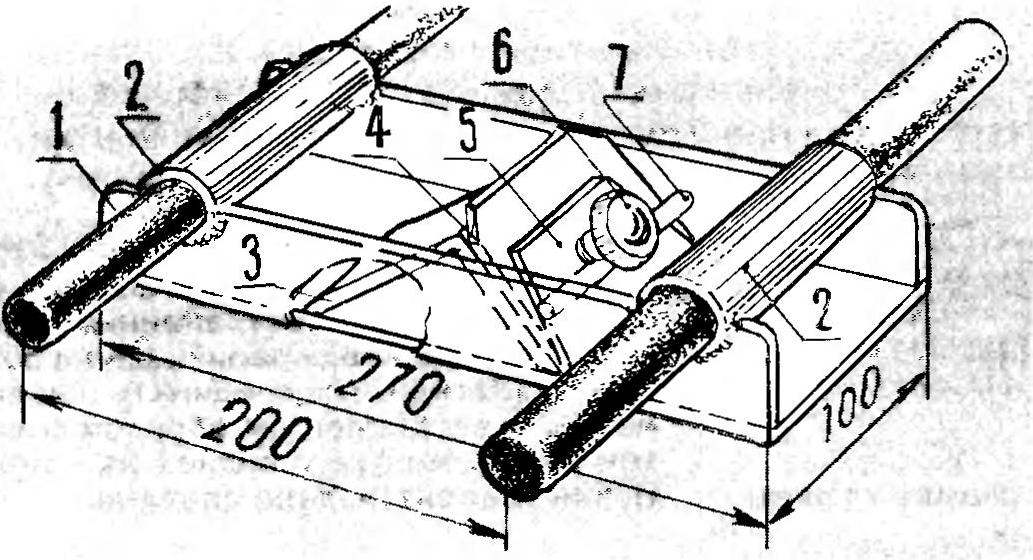
Начиная с времен, когда «царь Петр арапа женил», столярно-плотницкие работы, связанные со строганием большого количества досок или бруса, производились двуручным рубанком. Такой инструмент, несомненно, был бы полезен и начинающим дачникам, на участке которых нет электричества. Важно и то, что ширина режущей кромки может достигать 90 мм, вследствие чего производительность труда благодаря усилиям двух человек значительно выше. Кроме того, не потребуется никакой верстак: можно строгать, сидя прямо на стопке из обрабатываемых досок, длина которых не лимитируется, так как чаще всего работа ведется на открытом воздухе. Движения напарников напоминают греблю на лодке: один тянет рубанок за передние ручки, а вто рой — толкает за задние.
В зависимости от ваших технических и материальных возможностей такой рубанок (назовем его «Тянитолкай») можно сделать как цельнометаллическим, так и цельнодеревянным. Для цельнометаллической конструкции следует подобрать отрезок тонкостенного швеллера с шириной полки до 100 мм (лучше из свариваемого алюминиевого сплава) и отрезок уголка размером 75x50x5 мм длиной 100 мм. Длина швеллера должна быть 270 мм, толщину полок профиля желательно довести до 5 мм (хотя бы в зоне установки режущего ножа) путем фрезерования. На расстоянии 80 мм от передней кромки в стенке швеллера проделывается прорезь от полки до полки шириной 8 мм. Опорная плоскость для ножа образуется путем приварки у прорези (предварительно тщательно подогнанного по месту) угольника так, чтобы угол наклона железки рубанка составлял 40 градусов.