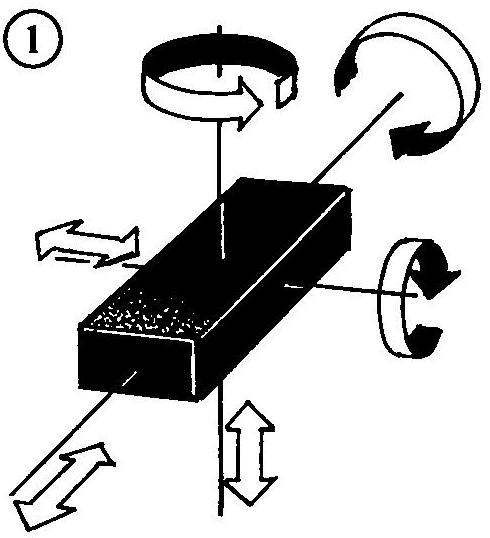
Заготовка детали, предназначенная для механической обработки, не должна смещаться, проворачиваться, вибрировать или деформироваться под действием резца. В процессе ручной обработки (это относится в первую очередь к изготовлению собственных конструкций) могут быть использованы несколько способов закрепления пластин, валиков или труб На рисунках представлены некоторые варианты соответствующих приспособлений.
Пластины, прямоугольные детали
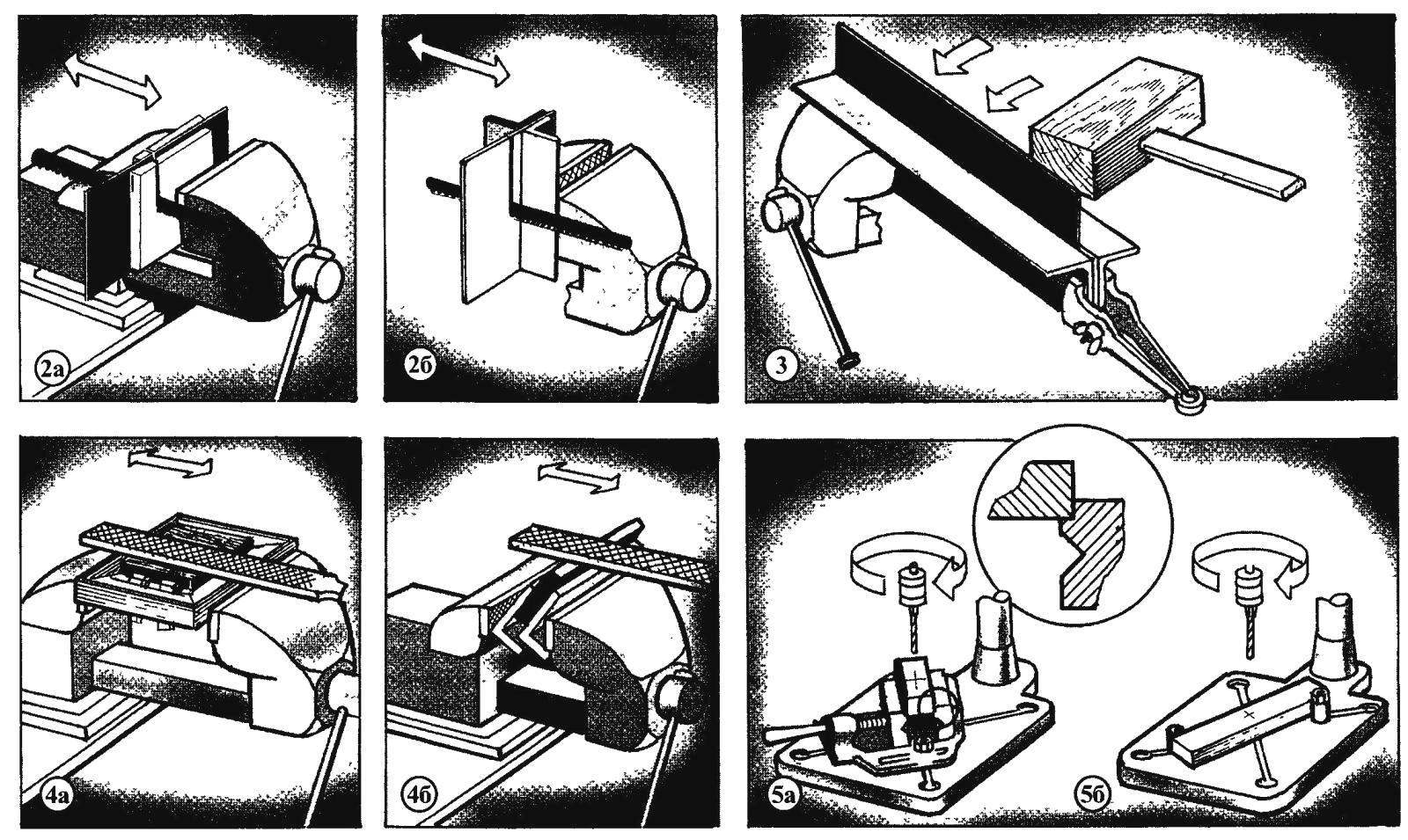
Такие заготовки закрепляются в тисках так, чтобы поверхность обработки находилась как можно ближе к щеке тисков. Отсекаемая часть должна выступать за габариты тисков настолько, чтобы во время перерезания ручка пилы не ударялась о тиски. При перепиливании пластин наибольшего эффекта можно достигнуть, пользуясь способами, представленными на рисунках 2а и 2б.
Чтобы в процессе обработки не поцарапать деталь и не повредить прорези тисков, применяют вкладыши, изготовленные из мягкого материала (алюминий, медь, пластик или дерево).
Если длинная часть плоской заготовки должна быть загнута под прямым углом, пластину необходимо зажать между двумя стальными угольниками (рис. 3) длиной несколько большей, чем пластина. Концы угольников следует сжать ручными тисками либо проделать в них технологическое отверстие и закрепить с помощью болтового соединения.
Обработку напильником поверхности тонкой пластинки облегчает ее закрепление в тисках на деревянной колодке с окном с помощью вставляемых в него колышков (рис.4а). Для обработки напильником кромок прямоугольной детали под углом можно воспользоваться способом его закрепления, представленным на рисунке 4б.
Рис. 1. Возможные варианты сдвижки детали при обработке
Рис. 2. Так следует правильно закреплять пластину перед тем, как перепилить ее:
а — между двумя дощечками, б — между угольниками
Рис. 3. Так необходимо закрепи пластину, чтобы загнуть ее. При этом используются стальные угольники, являющиеся как бы продолжением щек тисков
Рис. 4. Способы закрепления прямоугольных предметов для последующей их обработки напильником:
а — с помощью деревянной колодки с колышками; б — с помощью стальных угольников, расположенных под углом
Рис. 5. Закрепление предметов перед просверливанием в них отверстий навылет:
а — с помощью типовых тисков, щеки которых обеспечивают перпендикулярное положение отверстия по отношению к нижней части предмета, б — с помощью опорных втулок (следует обратить внимание на то, чтобы ось отверстия совпадала с центральным отверстием на сверлильном столе, а также на то, чтобы опорные втулки были правильно размещены)
В случае, когда требуется просверлить отверстие, необходимо, чтобы ось отверстия была перпендикулярной по отношению к поверхности детали, в которой оно делается. Закрепление должно обеспечить такое положение обрабатываемой заготовки, при котором она не могла бы вращаться или смещаться во время рабочего вращения сверла. Сверло, проходя насквозь, не должно повредить крепеж и привести к небезопасному вращению поддерживающих вкладышей. Примеры закрепления заготовок, отвечающие этим условиям, представлены на рисунках 5а, 5б, а также 6а, 6б. В каждом таком случае, когда необходимо сделать отверстие, пользуются ручной дрелью, закрепленной на станине.

 Заготовка детали, предназначенная для механической обработки, не должна смещаться, проворачиваться, вибрировать или деформироваться под действием резца. В процессе ручной обработки (это относится в первую очередь к изготовлению собственных конструкций) могут быть использованы несколько способов закрепления пластин, валиков или труб На рисунках представлены некоторые варианты соответствующих приспособлений.
Заготовка детали, предназначенная для механической обработки, не должна смещаться, проворачиваться, вибрировать или деформироваться под действием резца. В процессе ручной обработки (это относится в первую очередь к изготовлению собственных конструкций) могут быть использованы несколько способов закрепления пластин, валиков или труб На рисунках представлены некоторые варианты соответствующих приспособлений.