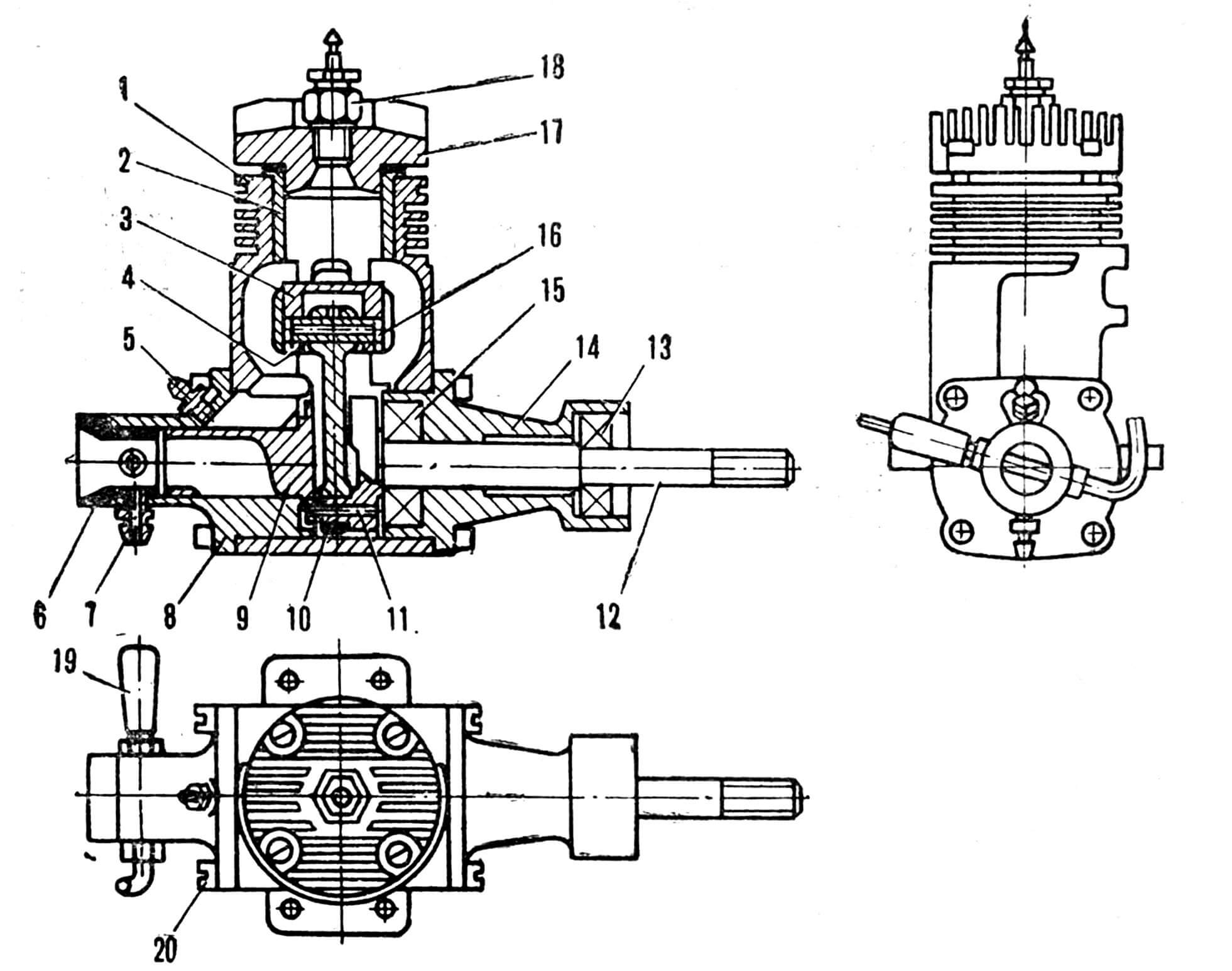
На испытаниях двигатель показал хорошие результаты: его мощность равна 0,52 л. с. при 23 тыс. об/мин, что приблизительно на 10% больше мощности серийного двигателя «Супер-тигр».
Отличительной особенностью двигателя для таймерных моделей (по сравнению с двигателем для скоростных моделей) является расположение выхлопа вбок и наличие двух штуцеров — для наддува бака и остановки двигателя перезаливом.
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ОСНОВНЫХ ДЕТАЛЕЙ ДВИГАТЕЛЯ
КАРТЕР отливается в кокиль. Готовые отливки проходят термообработку: в течение 4 часов их закаляют при температуре 525—545° С, затем «отпускают» в воде с температурой 50—80° и «старят» 12—14 часов при 165—185°.
На термообработанной отливке нарезают ребра охлаждения, растачивают отверстие под гильзу и на электроэрозионном станке выполняют каналы перепуска, которые затем зачищают шарошками.
Выхлопной канал получают при литье.
При обработке картера особое внимание следует уделить перпендикулярности отверстий под гильзу (ø 18 мм) и под вал (ø 22 мм).
В лаборатории Куйбышевского авиационного института испытан экспериментальный трехканальный двигатель для таймерных моделей.
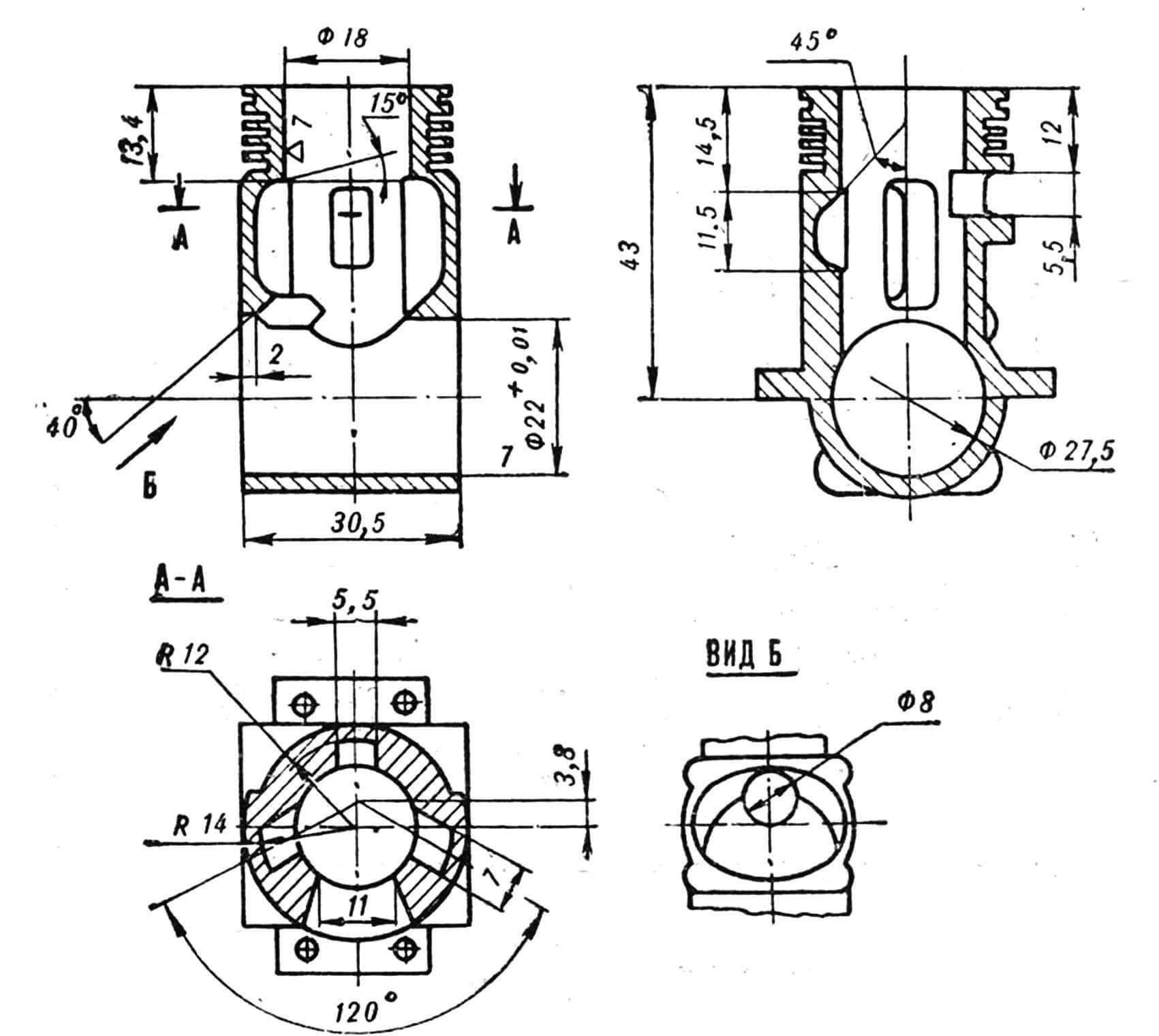
ОКНА ГИЛЬЗЫ фрезеруют концевой фрезой ø 3 мм. Верхние углы перепускных окон спрямляют надфилем. После фрезеровки гильза калится в веретенном масле при температуре 860° С, отпускается при 170—180° С и шлифуется. Последняя операция при изготовлении гильзы — притирка. Производят ее пастой ГОИ. Нижняя часть гильзы должна быть больше по диаметру на 0,01 — 0,02 мм.
ПОРШЕНЬ двигателя можно изготовить из мелкозернистого чугуна с присадками хрома, никеля, марганца или молибдена. Притирка поршня также производится пастой ГОИ. Особенность этого поршня заключается в том, что в стенке, противоположной выхлопу, имеется окно, через которое производится продувка смеси по среднему перепускному каналу.
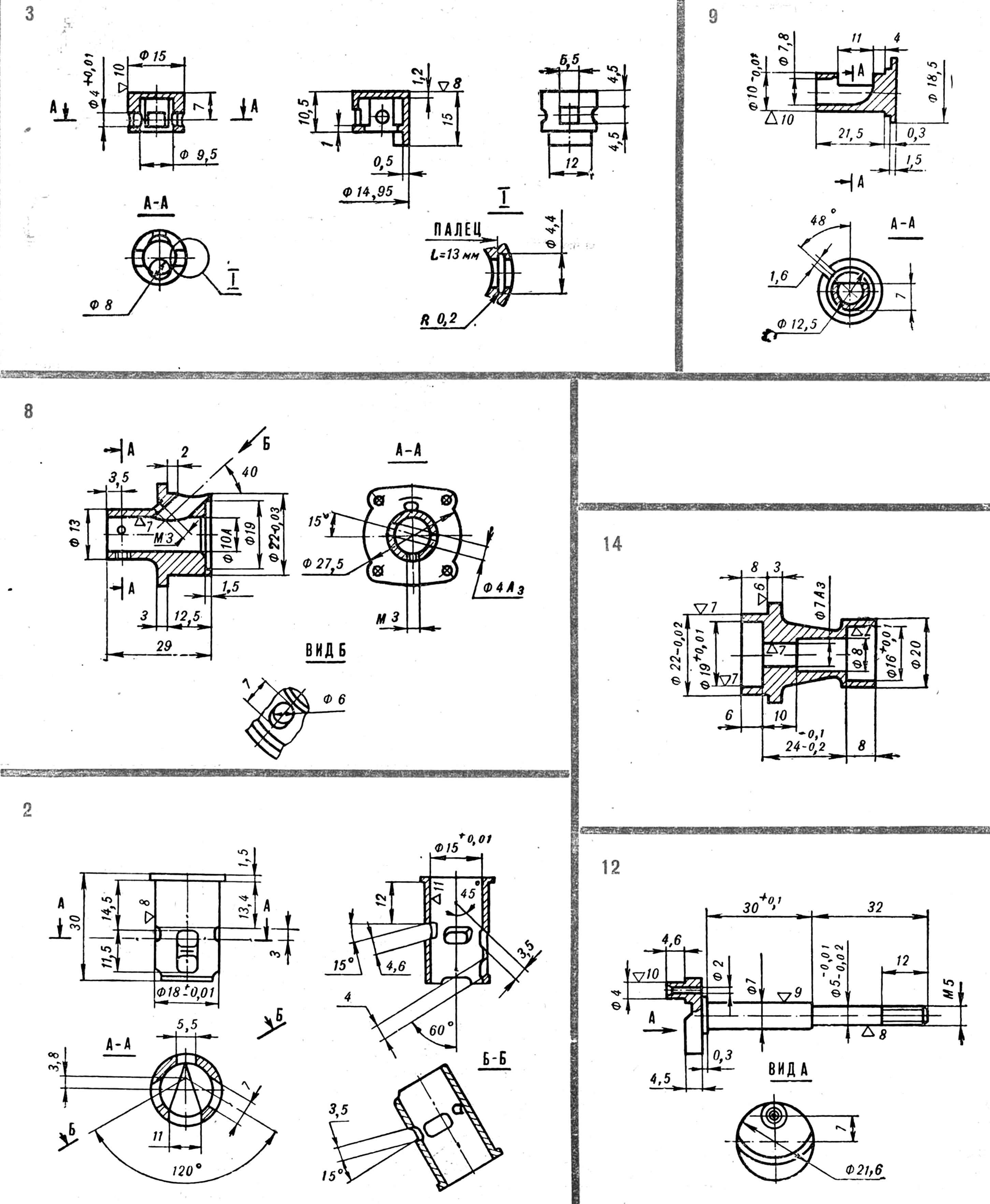
ВАЛ. Обточку и шлифовку коренной шейки вала производят в спецоправке, а шлифовку диаметров под подшипники — в центрах. В отверстие ø 2 мм запрессовывают поводок.
НОСОК. При расточке гнезд под подшипники особое внимание уделяется соосности гнезл и центрального отверстия ø 7 мм под вал.
Носок в сборе с валом и подшипниками должен легко вращаться от руки.
Для этого между наружной обоймой носового подшипника и дном расточки ø 16 мм должен оставаться зазор 0,1—0,2 мм. Если же легкость вращения при затяжке винта нарушается, необходимо углубить расточку ø 16 мм.
Остальные детали двигателя — обычной конструкции. Игла карбюратора выполнена из швейной иглы ø 1,5 мм.
Свеча двигателя разборная.
В. ТУРЕЦКИЙ, инженер,
г. Куйбышев
Рекомендуем почитать
 САДОВЫЙ ОЧАГ
САДОВЫЙ ОЧАГ
По моему убеждению, дачи существуют не только для возделывания грядок, но и для отдыха. Исходя из этого принципа, в своей «загородной резиденции» я принимаю гостей, устраиваю семейные... АРМЕЙСКИЙ МОТОЦИКЛ
АРМЕЙСКИЙ МОТОЦИКЛ
Одним из самых известных отечественных мотоциклов Великой Отечественной войны по праву считается М-72. Согласно одной из версий, история этой машины началась в 1940 году, когда в Швеции...