З різанням листових металевих та неметалевих матеріалів регулярно стикається кожен самодільник. Використання ручних ножиць малоефективне (особливо для великогабаритних листів): при великих витратах праці якість різання залишає бажати кращого.
Одного часу для цього я користувався важелевими ножицями по металу заводського виготовлення. Однак, на жаль, у них була не дуже надійна конструкція, і при спробі розрізати 5-мм сталевий лист литий чавунний корпус ножиць лопнув. Придбати аналогічні не вдалося: в магазинах і на базах їх не було, а з заводу-виробника відповіли, що їх випуск припинено. Але я, що називається, «підсів» на ці ножиці і повертатися до старого дідівського способу дуже не хотілося.
Це і спонукало мене на проектування та виготовлення пристрою, подібного до заводського, але тільки з більш простих технологічних деталей, що потребують мінімального застосування верстатного металообробного обладнання.
Думаю, що пропонований увазі читачів журналу механічний різак може зацікавити багатьох умільців.
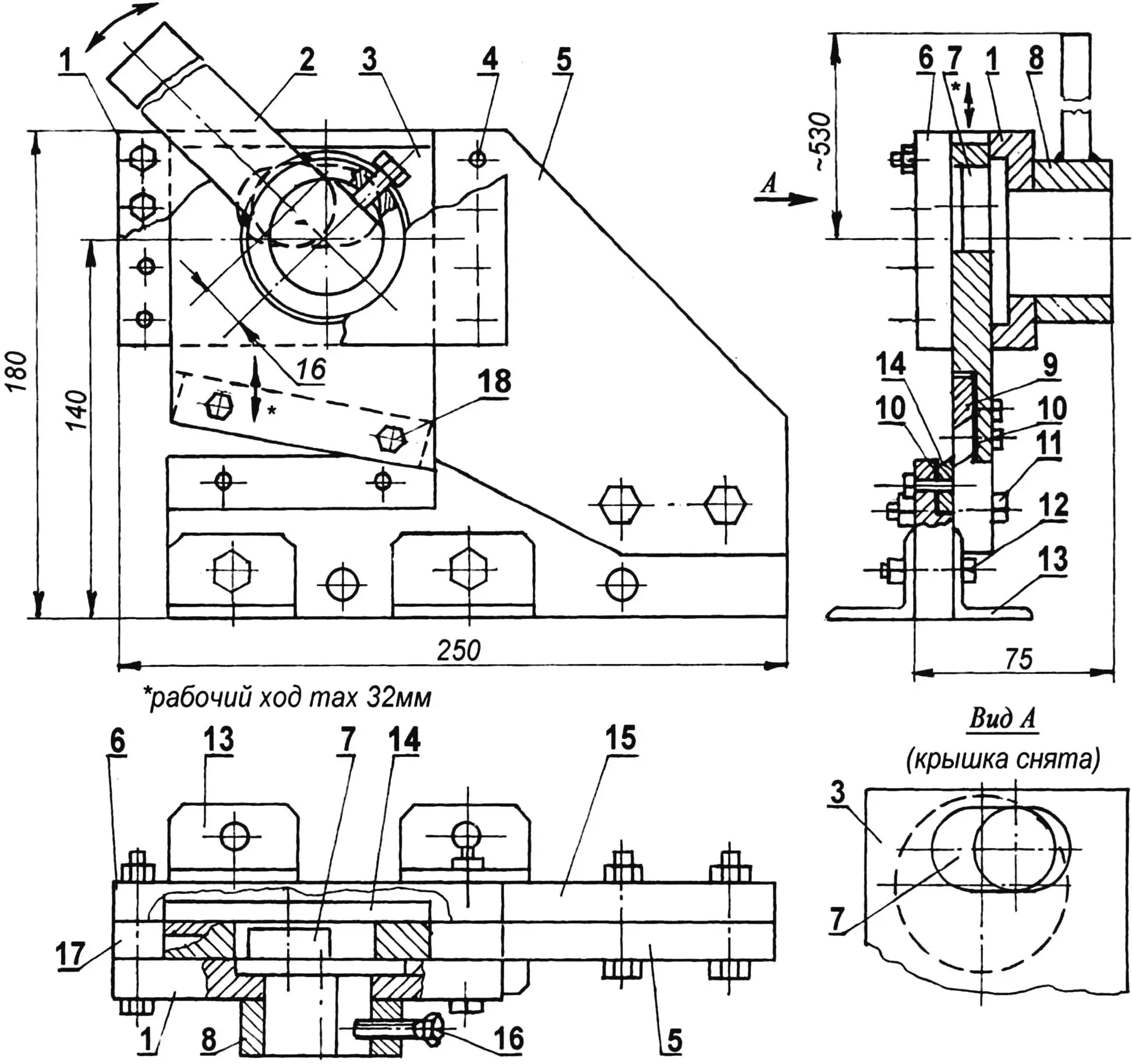
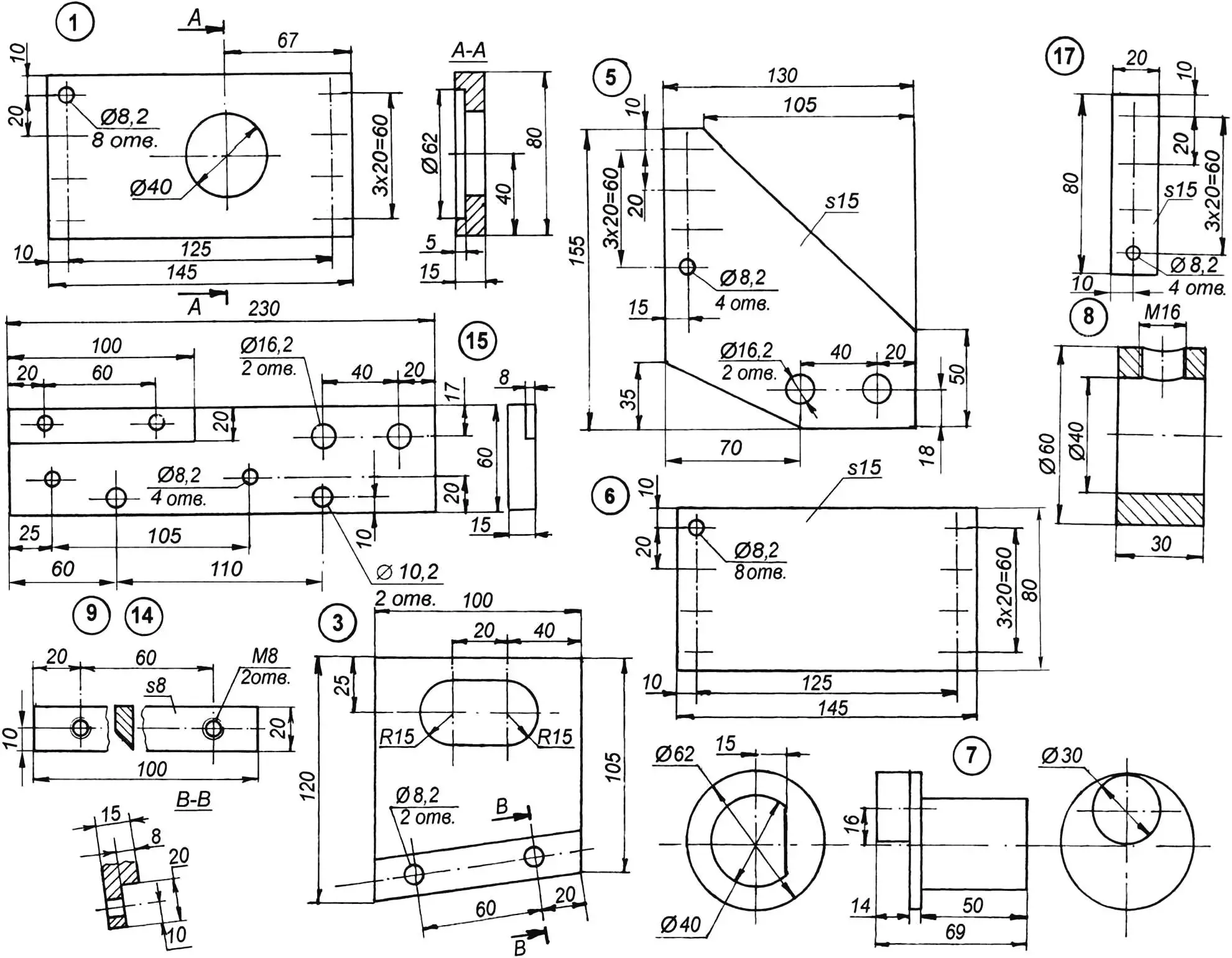
1 — щока (лист s15); 2 — рукоятка (смуга 10×30, L500); 3 — куліса (лист s15); 4 — кріплення кришок (болт М8х55, 8 шт.); 5 — кронштейн (лист s15); 6 — кришка (лист s15); 7 — ексцентрик (круг 62); 8 — втулка рукоятки (круг 60); 9,14 — рухомий і нерухомий ножі (інструментальна сталь У8…У10; смуга 8×20,5; L100); 10 — прокладки; 11 — кріплення кронштейна до основи (болт M16x50, 2 шт.); 12 — кріплення лапок (болт М8х30, 2 шт.); 13 —лапка (куточок 35x35x5, 4 шт.); 15 — основа (лист s15); 16 — стопорний гвинт (M16x25); 17 — проставка (смуга 15×20, L100); 18 — кріплення ножів (гвинт М8х14, 4 шт.); матеріал деталей (крім ножів) — сталь 40,45, 40Х тощо; стрілками показано напрямок руху куліси та рукоятки при різанні
Різання металу здійснюється двома 100-мм ножами, один з яких закріплений на нерухомій основі, а інший — на рухомій кулісі. Подача куліси виробляється кривошипом з ексцентриситетом 16 мм (максимальний робочий хід 32 мм), на хвостовику якого закріплена ручка. При її довжині 500 мм відбувається збільшення прикладеного зусилля більш ніж у 30 разів, що дозволяє досить легко різати сталевий лист товщиною до 3 мм.
Регулювання зазору між ножами виконується підбором прокладок, що встановлюються в пази основи та куліси. Також, за допомогою прокладок, регулюється і плавність переміщення куліси.
Залежно від обсягу виконуваних робіт ножниці можуть бути переносними або стаціонарними. У першому випадку вони кріпляться до верстата за допомогою пруткових струбцин з комплекту ручної дискової пили по дереву. Для цього в основі просвердлені два отвори діаметром 10,2 мм. Лапки в цьому випадку відіграють роль додаткових опор. При стаціонарному положенні ножниці кріпляться болтами М10 через отвори в горизонтальних полицях лапок.
Всі деталі, крім ножів, бажано виконати з якісних марок сталі 40, 45, 40У тощо. Ножі — з інструментальної сталі У8…У10 або Р9, Р18.
Пропонований пристрій з успіхом експлуатується вже більше двох років і ніяких нарікань не викликає. Звичайно, що тепер уже ніхто не намагається різати на ньому сталевий лист товщиною 5 мм. Але з листом у 3,5 мм ножниці справляються відмінно.
«Моделіст-конструктор» № 1’2006, І. ДЬОМІН