
КОНСТРУКЦІЯ ФЮЗЕЛЯЖУ. У останніх номерах нашого журналу було опубліковано цикл статей групи конструкторів автожирів про особливості побудови цих машин з несучим гвинтом, про те, як будувати автожири, як літати на них, буксированих катером або автомобілем.
У цьому номері ми розповідаємо про конструкцію фюзеляжа та органи керування автожиром (або виропланом, оскільки вони ідентичні).
Фюзеляж автожира, або, що правильніше, та конструкція, на якій розміщуються крісло пілота, органи керування, шасі, несучий гвинт, кіль і руль напрямку, складається з поздовжньої балки, до якої приєднуються поперечна балка та пілон несучого гвинта. Усі ці деталі виготовлені з дюралюмінієвої труби діаметром 65×2 мм марки Д16Т. Поздовжня балка з’єднана з пілоном фігурними косинками, що кріпляться наскрізними болтами з розпірними втулками. До нижніх відбортовок косинок приєднується стрем’янками з пруткової сталі діаметром 10 мм поперечна балка («вид збоку»). До передніх відбортовок цих же косинок кріпиться трубчата рама крісла пілота («вид спереду» і «вид збоку»). Кріплення таких допоміжних деталей, як підкоси пілона несучого гвинта, крісло пілота, піраміда буксирувального замка, підвіска ручки керування та хвостового ролика, також здійснюється болтами та плоскими косинками з листової сталі.
Кіль і руль напрямку мають каркас із соснових рейок, обтягнутий з обох боків авіаційною фанерою товщиною 1 мм. Вузли підвіски виготовлені з листової сталі товщиною 2,5 мм.
Верхній вузол кріплення підкосів, одночасно що несе на собі спинку крісла пілота, являє собою хомут з листової сталі товщиною 5 мм.
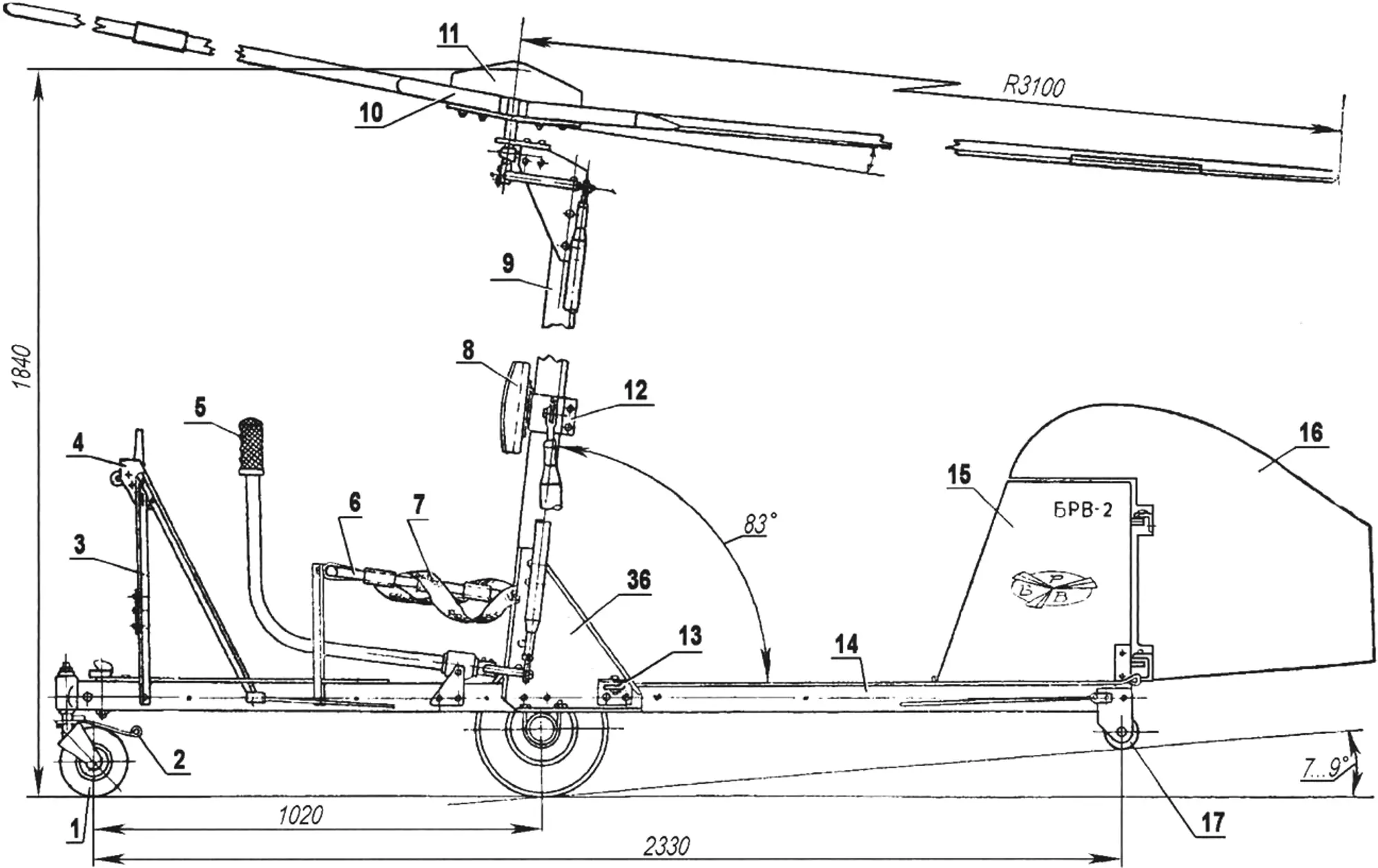
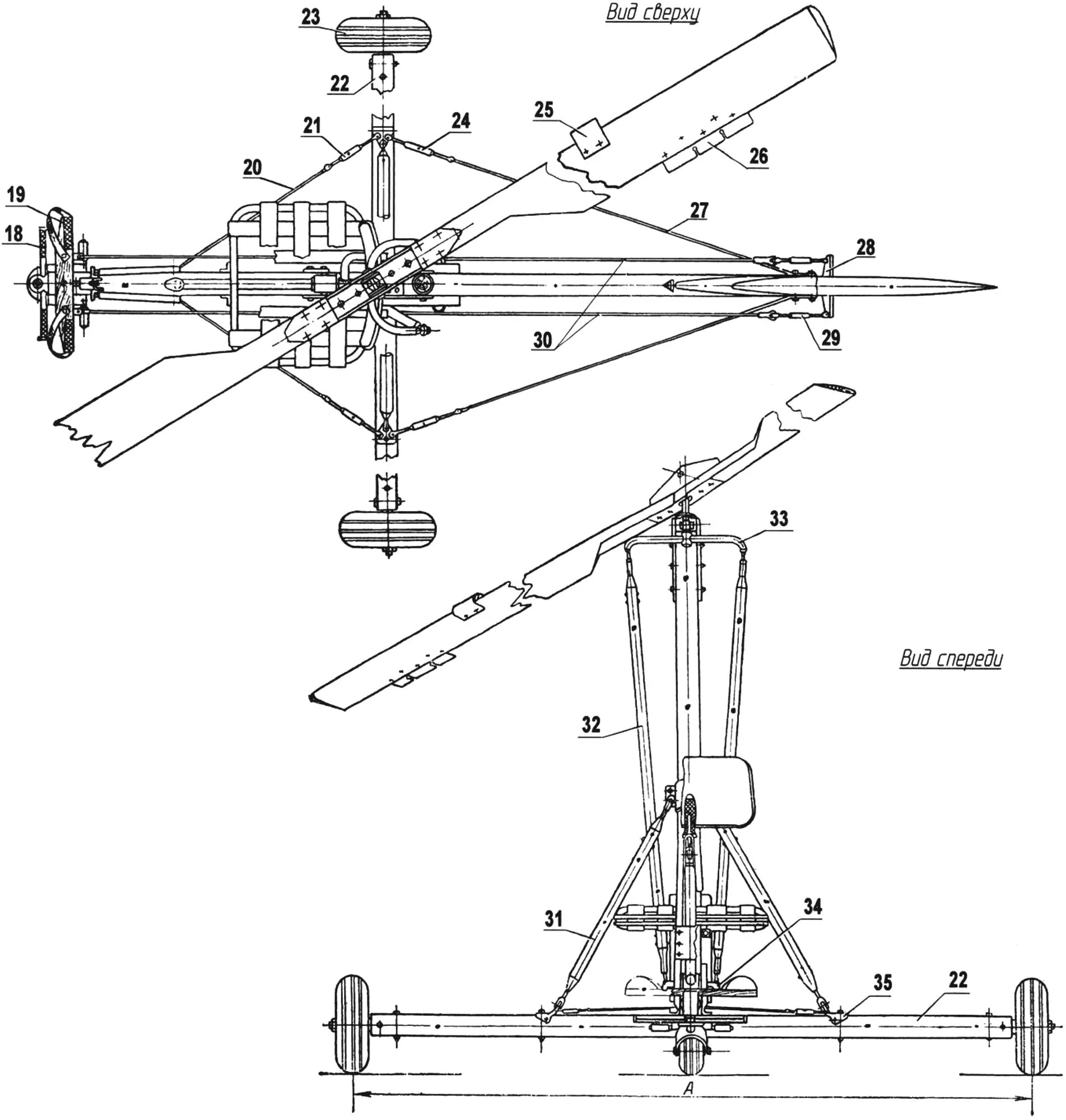
1 – кероване колесо розміром 150×80 мм; 2 – гальмівна пластина, Д160 с.2; 3 – піраміда (Д160, кутник); 4 – буксирувальний замок; 5 – ручка керування (сталь 30ХГСА, Ø 35х1; 6 – крісло пілота (сталь 20, Ø 20х1,5); 7 – прив’язні ремені (комплект); 8 – спинка крісла пілота (ФАБ, ПС-1); 9 – пілон (Д160, Ø 65×2); 10 – лопать несучого гвинта (ФАБ і пінопласт); 11 – ферма втулки несучого гвинта (Д16Т); 12 – верхній вузол кріплення підкосів (сталь 20, лист s5); 13 – підтримуючий ролик (Д16Т); 14 – балка-фюзеляж (Д16Т, Ø 65×2); 15 – кіль (ФАБ лист s1, соснова рейка); 16 – руль напрямку (ФАБ лист s1, соснова рейка); 17 – хвостовий ролик (Д16Т, гума); 18 – педаль керування переднім колесом, Д160, кутник; 19 – педаль руля напрямку (ясен); 20 – передня розчалка (ОВС Ø3); 21 – тендер М5 (готове виріб); 22 – поперечна балка (Д16Т Ø 65×2); 23 – головне колесо шасі (300×125); 24 – тендер М5 (готове виріб); 25 – протифлатерний вантаж (сталь20 лист s1, свинець); 26 – триммер лопаті (Д16Т лист s1,5); 27 – задня розчалка (ОВС Ø3); 28 – кабанчик руля напрямку (сталь лист s2); 29 – тендер М3 (готове виріб); 30 – троси керування (Ø 2,2); 31 – підкос (Д16Т Ø 35×1); 32 – тяга керування (Д16Т Ø 28×2); 33 – верхня вилка (сталь 30ХГСА Ø 20×2); 34 – нижня вилка (сталь 30ХГСА т Ø 20×2); 35 – нижній вузол кріплення підкоса (сталь 20 лист s3); 36 – фігурна косинка кріплення пілона до балки (сталь 20 лист s5)
Піраміда кріплення буксирувального замка та щитка приладів виготовляється з рівнобічного кутника (25×3 мм) дюралюмінію марки Д16Т. Буксирувальний замок за конструкцією аналогічний тим, що застосовуються на легких навчальних планерах, і виконується з листової сталі марки Ст 20 товщиною 3 мм, гачок замка — з листової сталі товщиною 5 мм.
Фюзеляж збирається в такій послідовності: з’єднавши поздовжню балку, на якій змонтовані всі допоміжні деталі, з пілоном несучого гвинта косинками, встановлюють поперечну балку. На ній уже повинні бути змонтовані півосі коліс і нижні вузли кріплення підкосів. Потім за допомогою підкосів пілон строго перпендикулярно підганяється до поперечної балки і в такому положенні фіксується контргайками. Правильність підгонки перевіряють, натягуючи між крайніми точками конструкції стальний дріт. Після цього, встановивши отриманий хрестоподібний каркас на рівному майданчику і закріпивши його нерухомо, монтують крісло пілота, піраміду кріплення буксирувального замка, хвостове оперення та колеса шасі. В останню чергу монтується заздалегідь зібраний на ступиці несучий гвинт.
Деталі конструкції, виготовлені зі сталі, необхідно покрити для захисту від корозії спочатку ґрунтом АГ10 або 138, потім нітрокрасками світлих тонів. Дрібні деталі (косинки, болти) бажано оцинкувати або кадміювати. Деталі хвостового оперення ґрунтуються і фарбуються за звичною технологією.
ОРГАНИ КЕРУВАННЯ
Автожир у польоті, як і літак, має можливість переміщуватися і керуватися відносно трьох просторових осей: вертикальної, поздовжньої та поперечної. Відхилення ручки керування у автожира викликає нахил площини обертання несучого гвинта, завдяки чому створюється потрібний момент тангажу або крену. Путеве керування автожиром, як і у літака, здійснюється рулем напрямку, закріпленим на кілі в хвостовій частині фюзеляжа.
Рух ручки та педалей на автожирі відповідає усталеній практиці польотів на літаку, в основу якої покладено інстинктивні рухи людини для збереження рівноваги.
Основні загальні вимоги, що пред’являються до механізму керування автожиром, ми викладаємо по пунктах — для зручності проведення передпольотних перевірок. Це:
1. Достатня жорсткість керування.
2. Мінімальна затримка керування внаслідок тертя, люфтів і деформації. Вона не повинна перевищувати величини, що визначається швидкістю реакції людини (1/7 сек.).
3. Помірні зусилля на ручці та педалях. При відхиленні їх від нейтрального положення бажано, щоб зусилля на них зростали плавно і були спрямовані в бік, протилежний відхиленню (так званий позитивний градієнт зусилля на ручці).
4. Відсутність вібрацій. Не повинно бути «водіння» ручки та «стрибання» педалей.
5. Живучість і міцність. Обертові частини — підшипники, кульові шарніри та пальці — повинні мати потрібну довговічність.
6. Незалежність дії поздовжнього, поперечного та путевого керування. Так, наприклад, відхилення ручки в поздовжньому напрямку не повинно викликати крену.
7. Відсутність заклинювань у проводці та механізмах керування при деформаціях фюзеляжа та інших частин автожира, по яких проходить проводка керування.
8. Наявність обмежувачів поздовжніх відхилень ручки та педалей, які треба ставити безпосередньо на них.
9. Запас кутів відхилення механізмів керування (трохи більший, ніж потрібно за розрахунком або експериментальними даними).
10. Наявність змащення та захисту шарнірів і тертих частин від пилу й вологи в з’єднаннях керування.
11. Зручність огляду, монтажу та демонтажу вузлів керування.
Механізм керування автожиром (рис. 1) складається з ручки керування 2, нижньої опори 10, нижньої вилки 8, двох тяг 4, верхньої вилки 7 і верхньої опори 12.
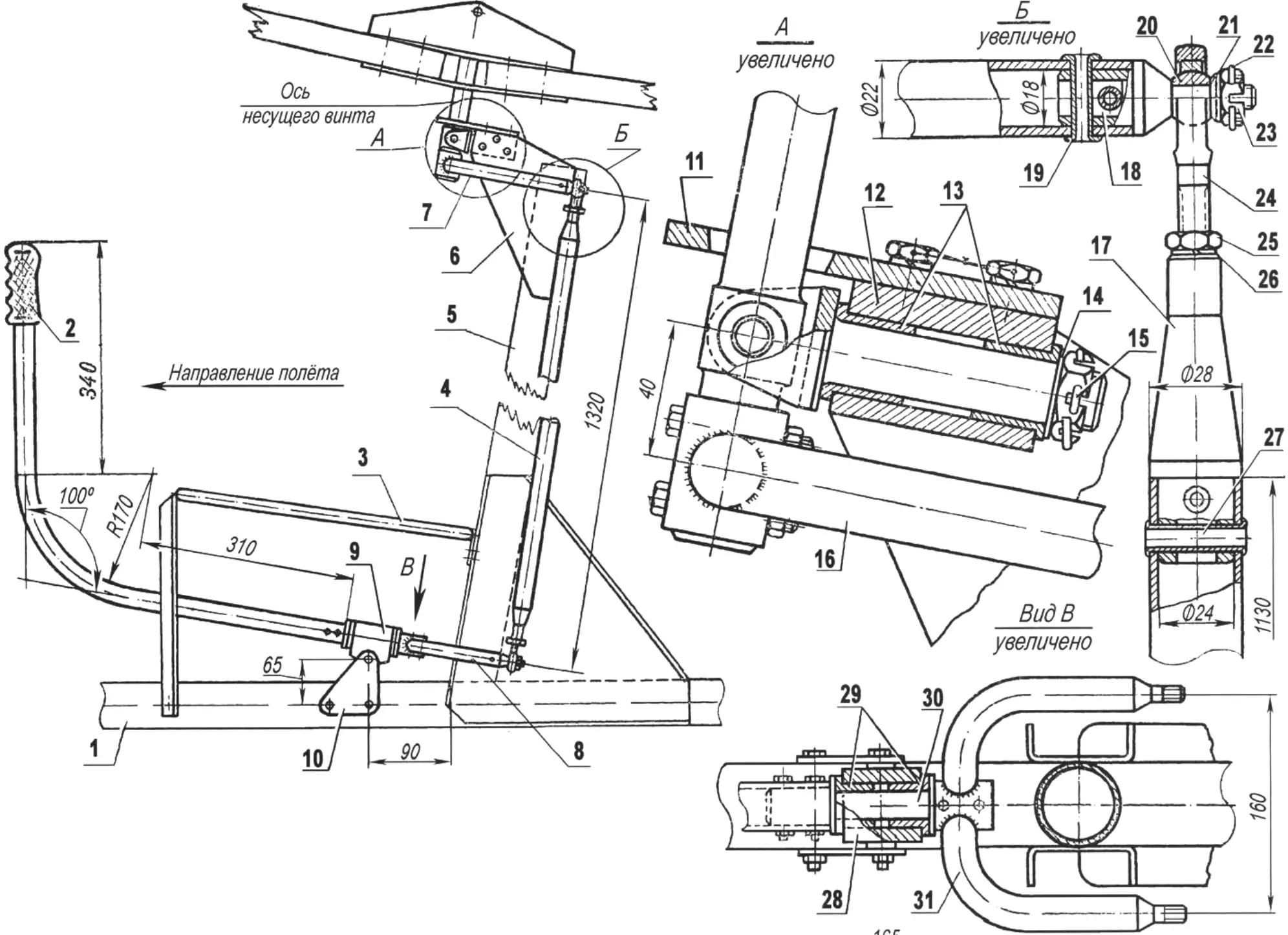
1 – поздовжня балка (фюзеляж); 2 – ручка керування; 3 – крісло пілота; 4 – тяга (ліва); 5 – пілон; 6 – щока пілона; 7 – верхня вилка; 8 – нижня вилка; 9 – корпус; 10 – щока опори; 11 – обмежувач; 12 – корпус верхньої опори; 13 – втулки; 14 – шайба; 15 – шплінт Ø2 мм; 16 – вилка верхня; 17 – наконечник тяги; 18 – наконечник вилки; 19 – пистон Ø 6х1 мм; 20 – головка ШС-10; 21 – шайба; 22 – шплінт Ø 1,5 мм; 23 – гайка; 24 – вушковий болт; 25 – контргайка; 26 – стопорна шайба; 27 – пистон Ø8×1 мм; 28 – корпус опори; 29 – втулки; 30 – вал-перехідник; 31 – нижня вилка
Ручка закріплена на поздовжній балці-фюзеляжі 1 за допомогою болта, відносно якого вона може здійснювати коливальні рухи в поздовжній площині.
Рух ручки в поперечній площині передається на вилку через вал, встановлений на бронзових втулках у корпусі нижньої опори. На валу ручка та нижня вилка кріпляться болтами М6, з боку вилки (якщо потрібно) на вал ставляться регулювальні шайби для усунення осьового люфту. З нижньої вилки зусилля передається на верхню за допомогою двох тяг, на кінцях яких є вушкові болти з кульовими підшипниками. Верхня вилка закріплена на осі несучого гвинта, яка, у свою чергу, шарнірно кріпиться на валу верхньої опори.
Таким чином, рух ручки керування в будь-який бік викличе відхилення осі несучого гвинта в той самий бік.
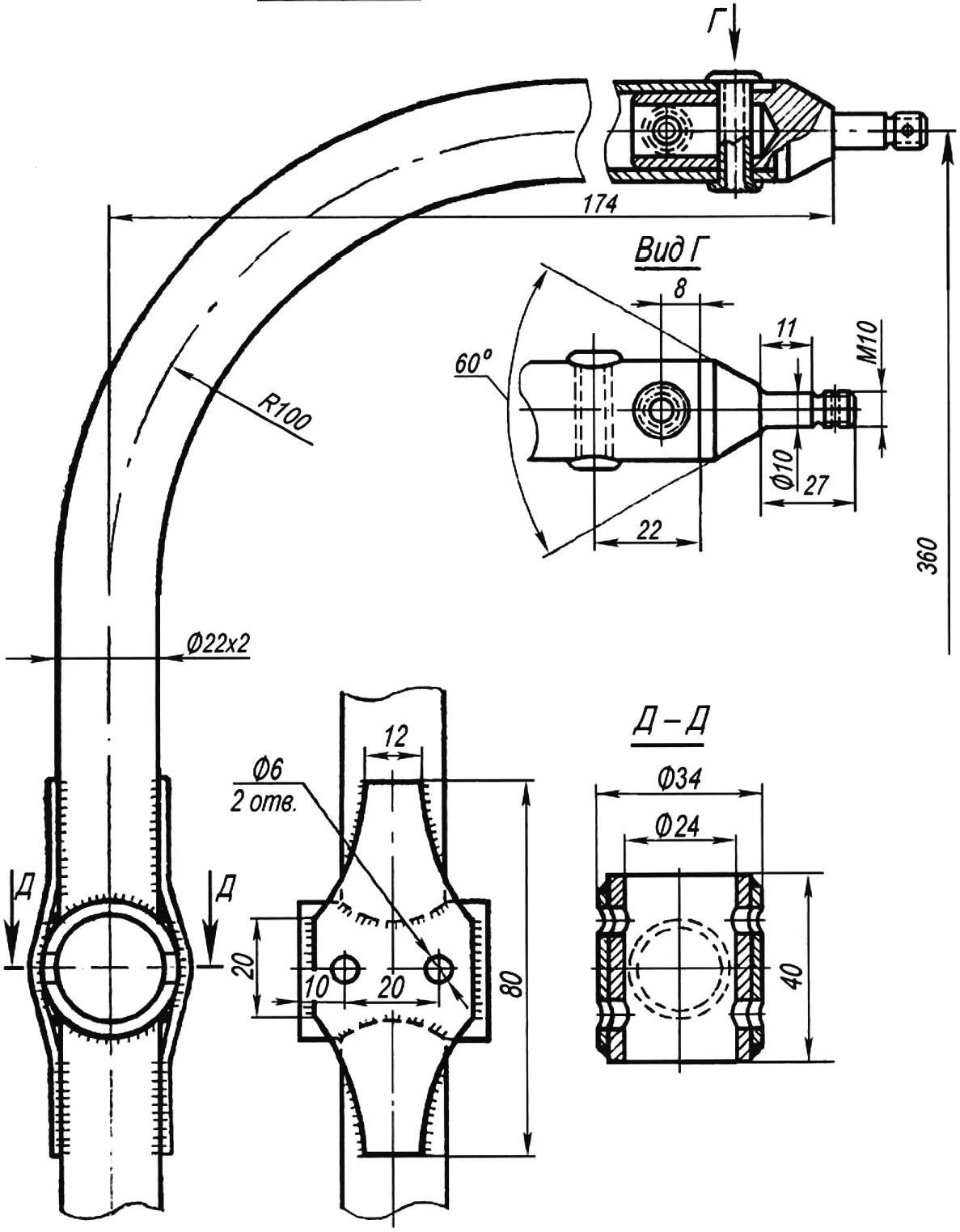
Найбільш відповідальними деталями в механізмі керування є вилки (рис. 2 і 3) та їх наконечники (рис. 4). Тому при їх виготовленні треба звернути особливу увагу на якість обробки деталей. Зварні шви повинні бути рівними, без раковин і шлакових включень.
Пера вилок після гинки не повинні мати тріщин, складок і пропалень. Для виявлення тріщин і непроварів найкраще, якщо це можливо, зробити рентген деталей або хоча б після термообробки і очищення їх піском провести магнітний контроль.
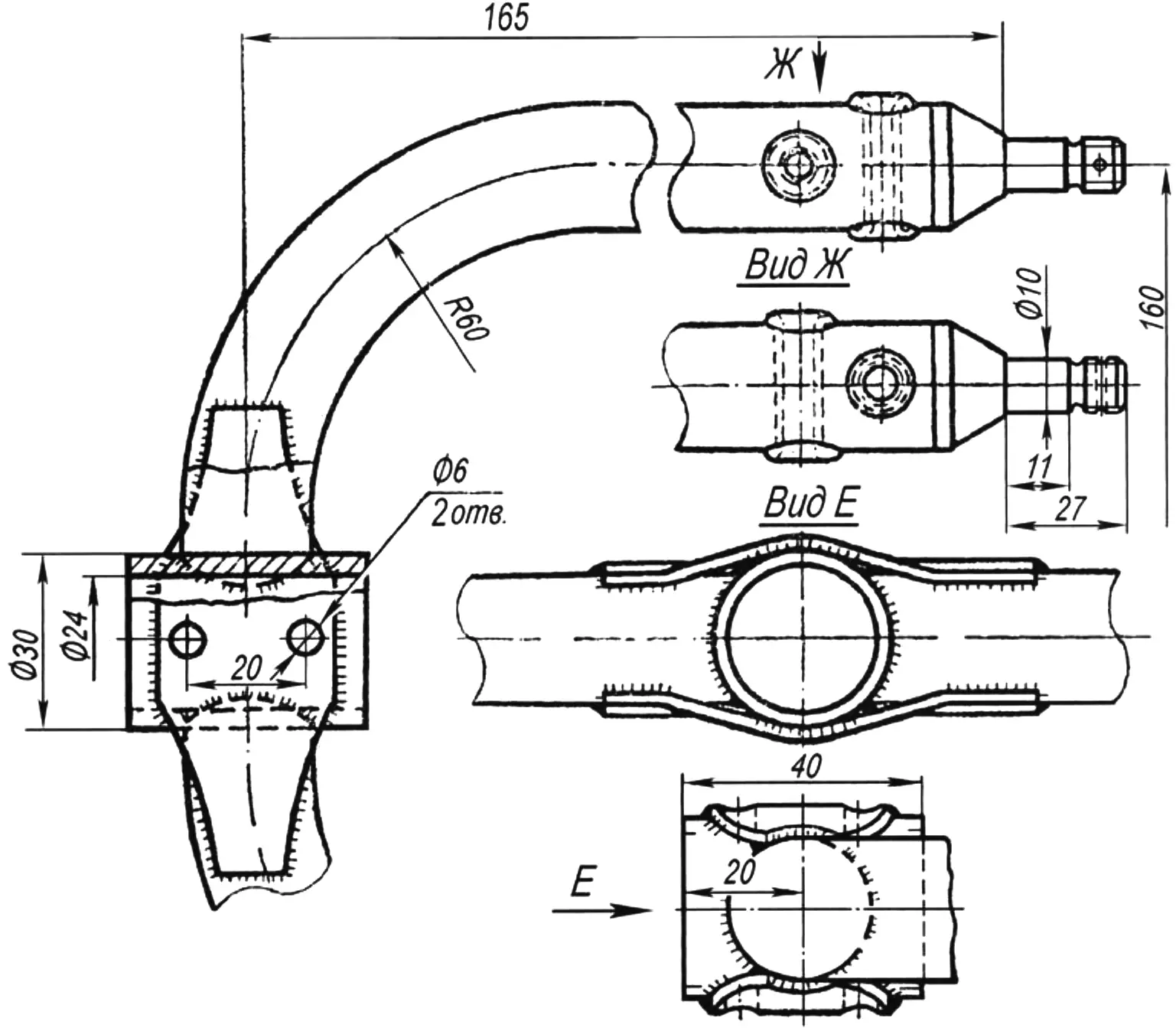
Зварювати вилки бажано в спеціально виготовлених стапелях дуговим електрозварюванням. Це гарантує відповідність геометрії деталі кресленню і позбавить від складної та відповідальної операції — правки. Одразу після зварювання вилки повинні бути піддані термічній обробці згідно з кресленнями. Після термічної та піскоструминної обробки розвертками обробляються центральні стакани по внутрішньому розміру до діаметра 24 і кінці вилок до діаметра 18 під установку наконечників.
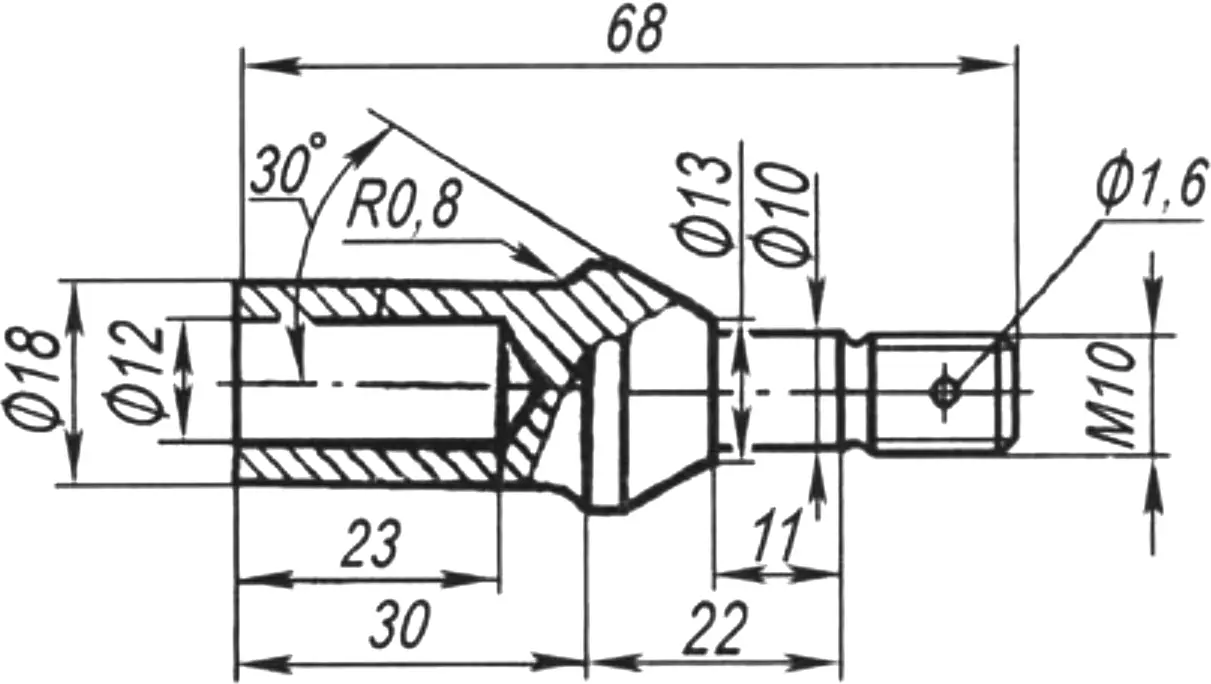
Наконечники вилок точаться згідно з кресленням (рис. 4), але на діаметрі 10П2а і 18 залишається припуск по 1,5-2 мм. У такому вигляді їх піддають термообробці, а потім проточують посадкові місця до потрібного розміру. При цьому особливу увагу треба звернути на якість обробки зазначених у кресленні радіусів з’єднань і зарізьбової канавки.
При збиранні шляхом підгонки спряжених деталей і встановлення (де це потрібно) регулювальних шайб необхідно досягти чіткої роботи всього механізму керування без заклинювань і люфтів. Усі гайки повинні бути законтрені шплінтами, стопорними шайбами або закернені згідно з кресленням (рис. 1).
Путеве керування автожиром, як уже говорилося вище, здійснюється рулем напрямку. Механізм путевого керування не представляє ні конструктивних, ні технологічних труднощів, і його пристрій та роботу легко зрозуміти з креслення загального вигляду автожира. Розміри кіля та руля напрямку можна зняти з цього ж креслення, збільшивши їх відповідно до масштабу. Хвостове оперення автожира легко виготовити, вирізавши деталі з листа фанери товщиною 10 мм. У цьому разі на кіль доведеться поставити розчалки з дроту ОВС діаметром 1,2 – 1,5 мм. Іншими кінцями розчалки через тендери М3 кріпляться до поперечної балки в місцях з’єднання підкосів.
Недоліком фанерної конструкції оперення є трохи більша вага, ніж у оперення, виконаного з набору нервюр з обшивкою з міліметрової фанери. Перевага — простота.
Для забезпечення керованості автожиром відносно його поздовжньої осі відхилення руля напрямку повинно становити 25° вправо і вліво від нейтрального положення. Для забезпечення керованості за тангажем і креном відхилення осі несучого гвинта автожира повинно становити 12° в будь-який бік від нейтрального положення.
«Моделист-конструктор» № 3’2014, Ю. РИСЮК