Зараз саморобникам роздолля: інструменту всякого-різного — очі розбігаються! І ручного, і електричного… Ось і я придбав собі фрезерну машину по дереву (модель ІЄ-5003). Загалом, непоганий агрегат: великий діапазон технологічних операцій, зручна в користуванні, прийнятні технічні характеристики, число обертів до 30 000 на хвилину, потужність — 500 Вт.
Але є й недоліки. Два з них, на мою думку, суттєві. По-перше, штатна напрямна має в центрі великий виріз (60 мм), що неминуче веде до браку кінцевих ділянок оброблюваних деталей. По-друге, заготовка при фрезеруванні має бути жорстко закріплена, а подача здійснюється переміщенням машини. Така технологічна схема дуже незручна при обробці довгомірних деталей малого перерізу, наприклад штапиків, плінтусів тощо. У результаті страждають і якість, і продуктивність.
Ось і виникла ідея на базі машини ІЄ-5003 створити стаціонарний деревообробний фрезерний міні-станок. Що з цього вийшло — видно на малюнку.
Станина станка — каркас відслужившого свій вік акваріума розміром 600x300x300 мм із сталевого кутника 25×25 мм. Для столу можна використати практично будь-який листовий матеріал: сталь, дюралюміній, фанеру, текстоліт. Я застосував оргскло товщиною 10 мм. З того, що був під рукою, цей матеріал здався мені найбільш підходящим: він достатньо жорсткий, легко обробляється будь-якими механічними інструментами як на станку, так і вручну, надійно склеюється.
У центрі столу для фрези й патрубка пилососа вирізано фігурне вікно, скопійоване зі штатного столу фрезерної машини. До нижньої площини приклеєні чотири бобишки, крізь які пропущені два круглі стрижні. На них, як на шампури, нанизана фрезерна машина. Стрижні в бобишках і станок на стрижнях зафіксовані стопорними гвинтами-барашками.
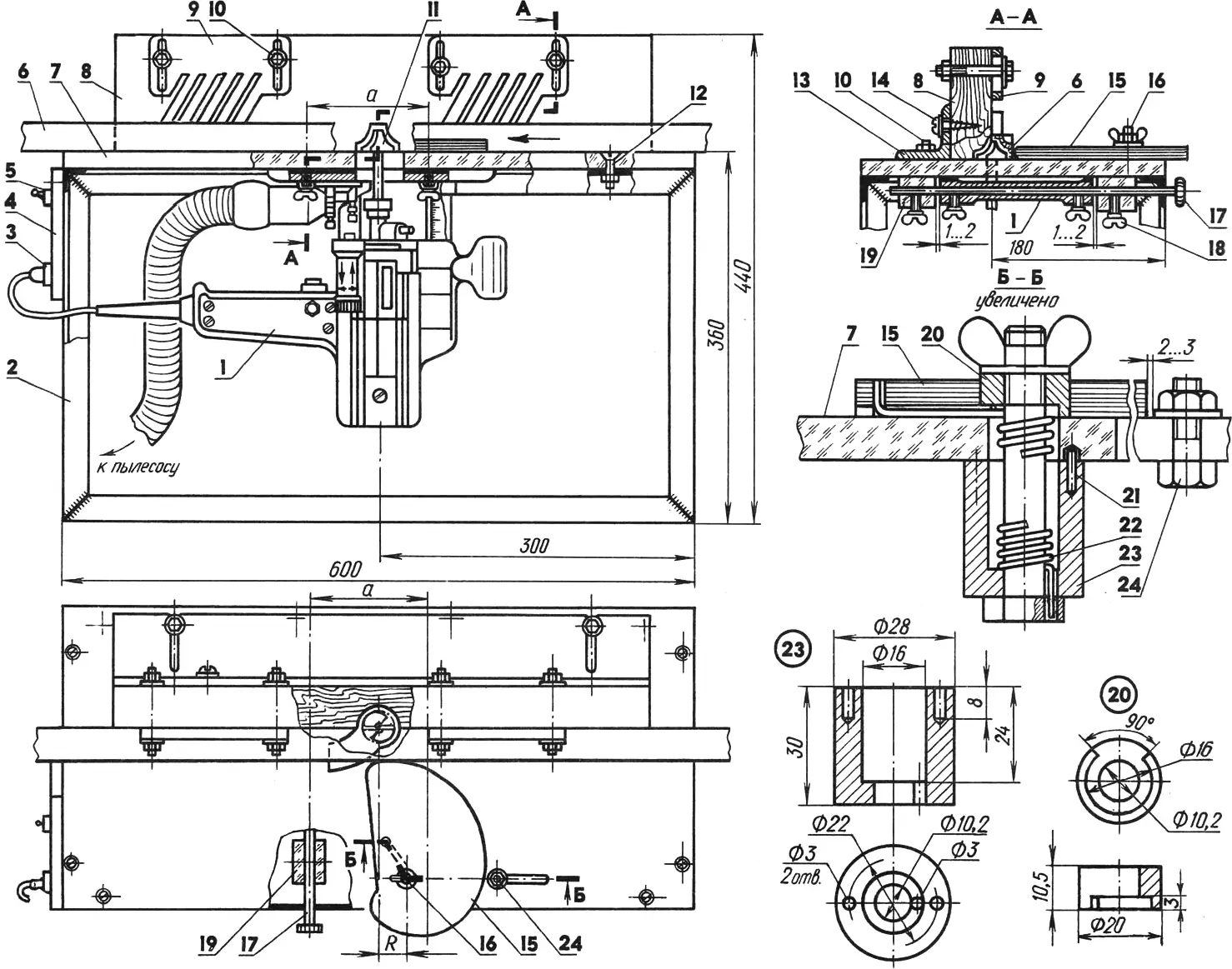
1 — машина фрезерна ручна електрична (ІЄ-5003), 2 — станина (сталевий кутник 25×25), 3 — розетка 220 В, 4 — плита електрощита (текстоліт s10 — 12), 5 — тумблер, 6 — заготовка, 7 — стіл (оргскло s10 — 12), 8 — напрямна (сосна, брус 40×80), 9 — гребінка прижимна (фанера s10, 2 шт.), 10 — болт М8, гайка, шайба (6 компл.), 11 — фреза, 12 — болт М6 (14 шт.), 13 — кронштейн напрямний (дюралюмінієвий кутник 50×50, L540), 14 — шуруп 5×40 (2 шт.), 15 — кулачок прижимний (фанера s10), 16 — болт М10, гайка-«барашок», шайба, 17 — стрижень (сталевий пруток, L300, 2 шт.), 18 — гвинт-«барашок» М6 (8 шт.), 19 — бобишка (оргскло, 4 шт.), 20 — втулка, 21 — штифт фіксуючий (сталевий пруток, L10, 2 шт.), 22 — пружина кручення, 23 — гільза, 24 — упор (болт М8, гайка, шайба).
Щоб витримати необхідні міжцентрові відстані, співвісність напрямних отворів і зазори 1—2 мм (переріз А—А), бобишки до столу приклеєні в зборі зі стрижнями й станком. При цьому було забезпечено перпендикулярність фрези відносно столу станка, що надважливо для отримання якісної продукції.
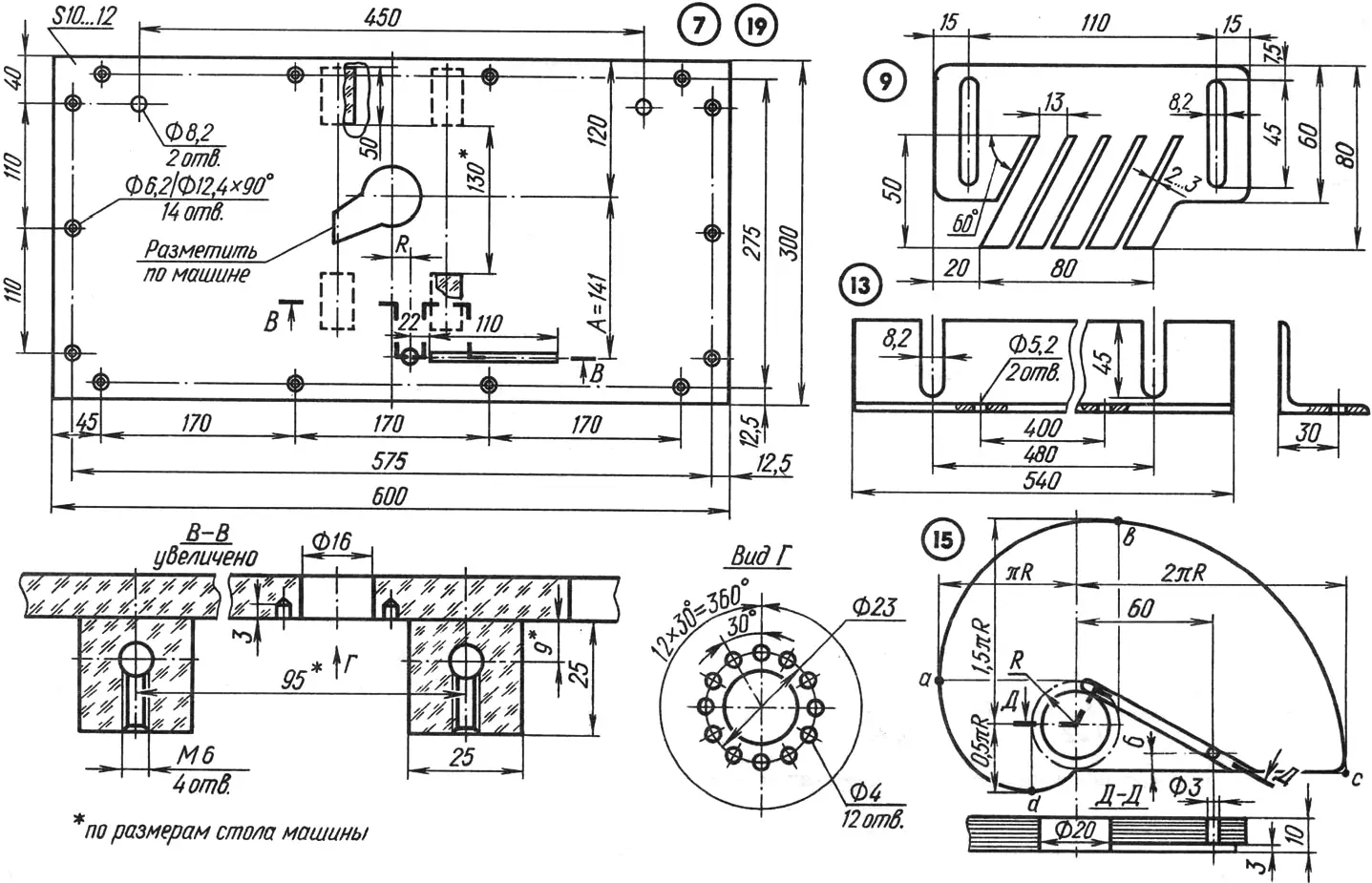
Для обробки прямолінійних виробів установлена напрямна — кронштейн із дюралюмінієвого кутника (чим більший переріз, тим краще) з закріпленими шурупами змінним дерев’яним бруском, який підбирається залежно від розмірів оброблюваної деталі. У центрі напрямного бруска біля основи виконано нішу для вільного розміщення фрези (якщо обробці піддаються лише кромки виробу), а у верхній площині бруска просвердлені чотири отвори діаметром 8,2 мм для кріплення болтами двох дерев’яних (або фанерних) гребінок. Вони розташовані над заготовкою на вході (перед фрезою) і на виході. Пружний ефект, що виникає завдяки похилим пазам, забезпечує необхідний прижим заготовки до столу й перешкоджає випадковому відкиданню. Вертикальні пази служать для регулювання зусилля прижиму залежно від висоти заготовки. Робочу поверхню гребінок відшліфовано наждачним папером.
Збоку заготовка притискається до напрямної підпружиненим кулачком, у якого крива робочої поверхні (c-d) — евольвента радіуса R. Розмістивши вісь кулачка праворуч від осі фрези на відстані R, можна за допомогою евольвенти забезпечити прижим заготовки по дотичній до робочої поверхні навпроти осі фрези незалежно від ширини заготовки.
Побудову евольвенти наведено в багатьох підручниках і практичних посібниках з креслення, проілюстровано на малюнку і тому не потребує додаткових пояснень. Докладніше зупинимося на визначенні величини радіуса R. Вихідна умова — діапазон ширини b оброблюваних виробів. У даному випадку прийнято: bmin~ 10 мм, bmax~ 110 мм. З малюнка випливає:
2πR-0,5πR = 110-10,
тобто R = 21 мм, і відстань A між осями кулачка й фрези
2πR + bmin ~ 141 мм.
Силовий елемент прижиму — пружина кручення, намотана на стрижень 11 мм із дроту діаметром 2 мм. Пружина надіта на болт М10, що проходить крізь гільзу, стіл і втулку прижимного кулачка (переріз Б—Б). Нижній кінець пружини проходить в отвір у дні гільзи й у головці болта, а верхній — по пазу й в отвір у самому кулачку. У верхній торець гільзи запресовані два штифти діаметром 3 мм, які входять у лунки, просвердлені знизу столу навколо отвору діаметром 16 мм, і фіксують її, утримуючи від провертання.
Справа від прижиму крізь паз у столі закріплено упор, що запобігає розкручуванню прижиму після обробки виробу.
Наладка прижиму на необхідне зусилля відбувається так. Відсуваємо вправо упор, попередньо послабивши гайку. Відкрутивши на кілька обертів барашок, опускаємо вниз гільзу так, щоб фіксуючі штифти вийшли з лунок. Прикладаємо до напрямної заготовку, підводимо до неї прижим і повертаємо гільзу, закручуючи пружину до потрібного зусилля. Вставляємо штифти в найближчі лунки й затягуємо гайку-барашок. Підводимо й закріплюємо упор на відстані 2—3 мм від прижиму.
Решта дій з наладки фрезерної машини здійснюються згідно з доданою інструкцією.
«Моделіст-конструктор» № 4’98, А. УЗДІН