Хороший внешний вид неплохие паспортные данные, качественное исполнение — этим отличаются выпускаемые в нашей стране большими сериями компрессионные микродвигатели ЦСТКАМ-2.5Д. Но, к сожалению, далеко не каждый из них в работе подтверждает обещанные в инструкции мощностные характеристики и ресурс. Вместо 0,34 л. с. при 16 тыс. об/мин со штатным воздушным винтом 200×100 мм мы с большим трудом добиваемся 70—80% мощности, ресурс зачастую ограничивается временем обкатки, двигатели плохо запускаются, требует тщательной регулировки.
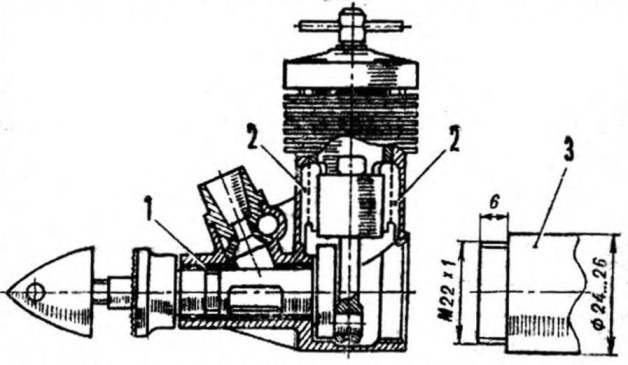
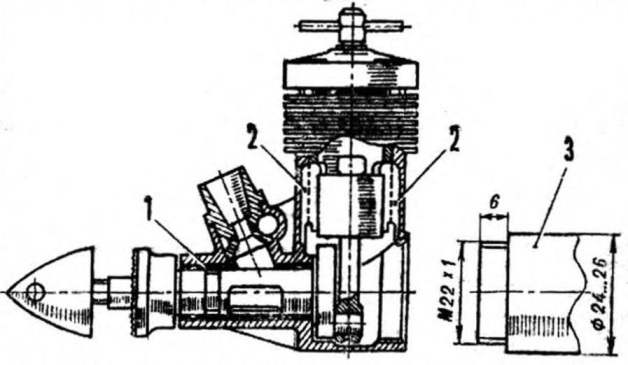
Последние две характеристики резко улучшились после того. мак мы с помощью небольших фрез углубили перепускные каналы в картере по контуру гильзы. А внимательно рассмотрев быстро вышедшие из строя образцы, пришли к вывозу: основная причина малого ресурса и низкой мощности во внедрении пылевидных частиц алюминия в поверхность цилиндропоршневой пары. Явление, значительно увеличивающее коэффициет трения чугуна по стали, вызвано установкой коленчатого вала непосредственно в носке алюминиевого картера. Задиры в таком «подшипнике» тоже не редкость.
Достаточно было установить бронзовые вкладыши, как двигатели стали развивать 17 тыс. об/мин и белее со штатными винтами на топливе без присадок. Значительно возрос и ресурс. В калильном варианте эти же моторчики со штатными воздушными винтами выходят на устойчивый режим 20 тыс. об/мии при использовании стандартной топливной смеси.
 Хороший внешний вид неплохие паспортные данные, качественное исполнение — этим отличаются выпускаемые в нашей стране большими сериями компрессионные микродвигатели ЦСТКАМ-2.5Д. Но, к сожалению, далеко не каждый из них в работе подтверждает обещанные в инструкции мощностные характеристики и ресурс. Вместо 0,34 л. с. при 16 тыс. об/мин со штатным воздушным винтом 200×100 мм мы с большим трудом добиваемся 70—80% мощности, ресурс зачастую ограничивается временем обкатки, двигатели плохо запускаются, требует тщательной регулировки.
Хороший внешний вид неплохие паспортные данные, качественное исполнение — этим отличаются выпускаемые в нашей стране большими сериями компрессионные микродвигатели ЦСТКАМ-2.5Д. Но, к сожалению, далеко не каждый из них в работе подтверждает обещанные в инструкции мощностные характеристики и ресурс. Вместо 0,34 л. с. при 16 тыс. об/мин со штатным воздушным винтом 200×100 мм мы с большим трудом добиваемся 70—80% мощности, ресурс зачастую ограничивается временем обкатки, двигатели плохо запускаются, требует тщательной регулировки.