Высотная модель-копия ракеты «Таурус-Томагавк» (класс S5) дает возможность получить близкое к оптимальному сочетание высоты полета и стендовой оценки, что позволяет показывать высокие результаты на международных и всероссийских соревнованиях.
Так, начиная с 1995 года наши спортсмены, выступая с этой моделью на Чемпионатах мира и Европы, завоевали 5 медалей (из них 2 золотые, 2 серебряные и 1 бронзовую).
Предлагаем описание и чертежи «Таурус-Томагавк» вашему вниманию.
Советские спортсмены на протяжении многих лет успешно выступали на соревнованиях всех рангов с моделями-копиями на высоту полета. Их прототипами были отечественные метеорологические ракеты — двухступенчатая М-100Б (в 1983 —1986 гг.) и одноступенчатая ММР-06 (в 1987 — 1988 гг.).
Но стало известно, что в 1989 году должны были вступить в силу более жесткие технические требования к моделям-копиям этого класса. Так, новые Правила ФАИ для моделей категории S5 предписывали, что «длина корпуса должна быть не менее 500 мм, а его минимальный диаметр — 40 мм на длине не менее 20% от длины корпуса всей модели». Данное правило существенно ограничивало выбор ракет-прототипов, так как для достижения большой высоты полета по законам баллистики и аэродинамики необходимо было использовать только двухступенчатую модель с минимальными диаметром и длиной корпуса 2-й ступени.
Среди отечественных ракет подходящего прототипа не оказалось, и поиски наших ракетомоделистов обратились к американским метеорологическим ракетам.
Сначала советские, а затем российские спортсмены в классе моделей-копий на высоту пэлета использовали в качестве прототипа для моделирования ракету Nike-Cajun («Найк-Кэйджун»), техническая документация и фотографии которой были подарены в октябре 1988 года американскими моделистами во время первой советско-американской встречи, проходившей на полигоне NASA (НАСА*) Wallops Island («Уоллопс Айленд»). Кстати, те памятные события дали новый импульс развитию космического моделизма во всем мире. Сегодня же остается только сожалеть о том, что традиция матчевых встреч ракетомоделистов не нашла дальнейшего продолжения. (Кроме ответного визита американской команды, которую мы принимали в 1991 году в Калуге на родине российской космонавтики.)
Модель-копия ракеты «Найк-Кэйджун» была тщательно отработана, и ее использование принесло немало побед советским и российским спортсменам-ракетчикам на Чемпионатах мира и Европы в классе S5C. Однако со временем стало ясно, что «Найк-Кэйджун» не сможет обеспечивать высокие результаты из-за относительно низкой стендовой оценки (600 — 630 очков). Поэтому ведущие спортсмены стали искать новый прототип для моделирования; им стала американская ракета «Таурус-Томагавк», которая сулила более высокие баллы за стенд.
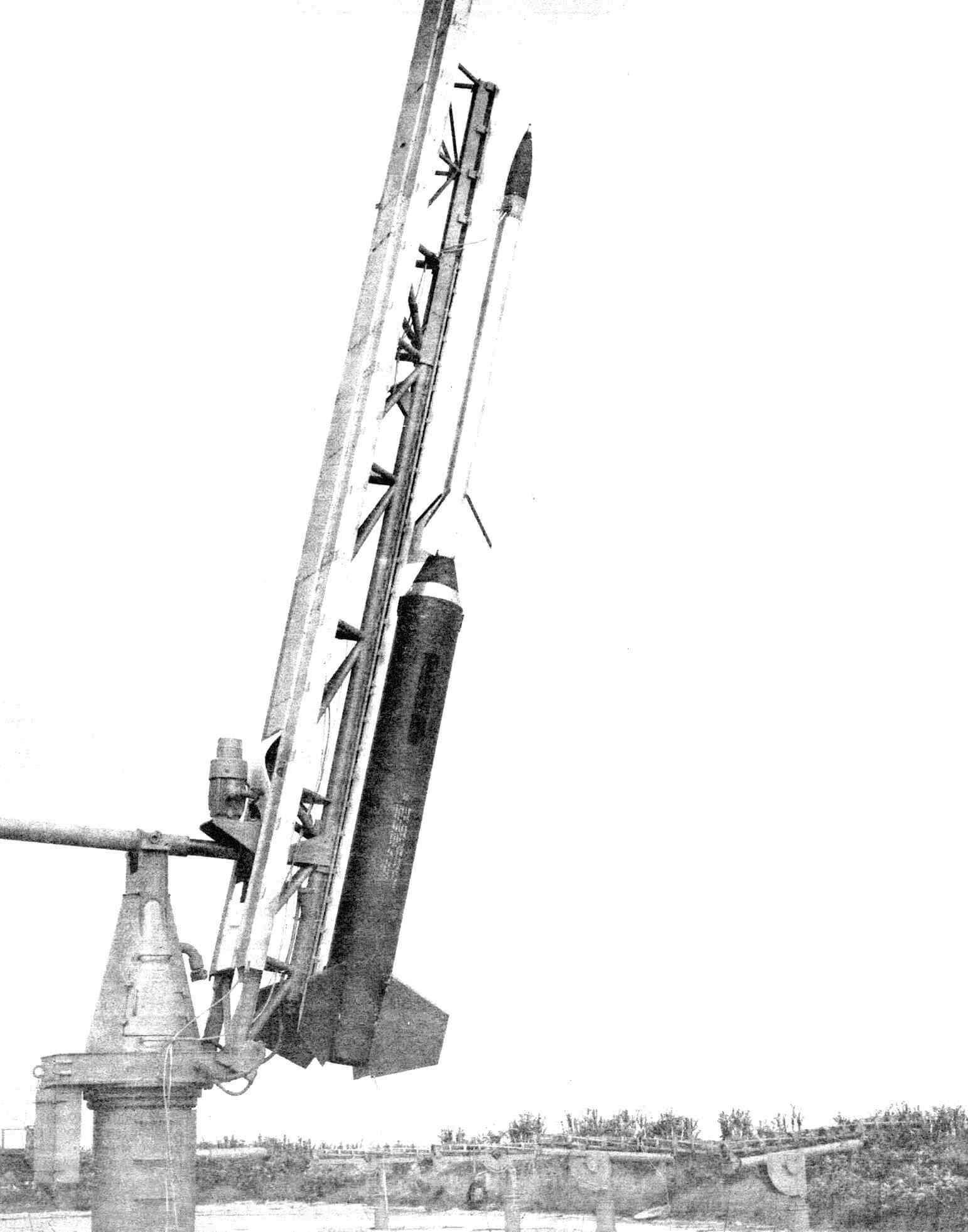
Эта двухступенчатая твердотопливная ракета была создана НАСА для исследований высоких слоев атмосферы. Ее конструкция представляет собой модернизацию двигателя от снаряда Honest John («Онест Джон»): 1-я ступень под названием Taurus («Таурус») и 2-я ступень — Tomahawk («Томагавк»), Ракета может поднимать полезный груз массой до 59 кг на высоту до 590 км.
Первый «Таурус-Томагавк» НАСА запустило с полигона «Уоллопс Айленд» 31 октября 1978 года. Это был испытательный полет, в котором ракета не несла научного оборудования. Он прошел успешно, ракета достигла высоты 554 км. С тех пор «Таурус-Томагавки» стартовали еще 15 раз с различных полигонов мира. Многие ракеты несли приборы для проведения исследований магнитного и электрического полей на большой высоте. До настоящего времени НАСА продолжает активно использовать «Таурус-Томагавк».
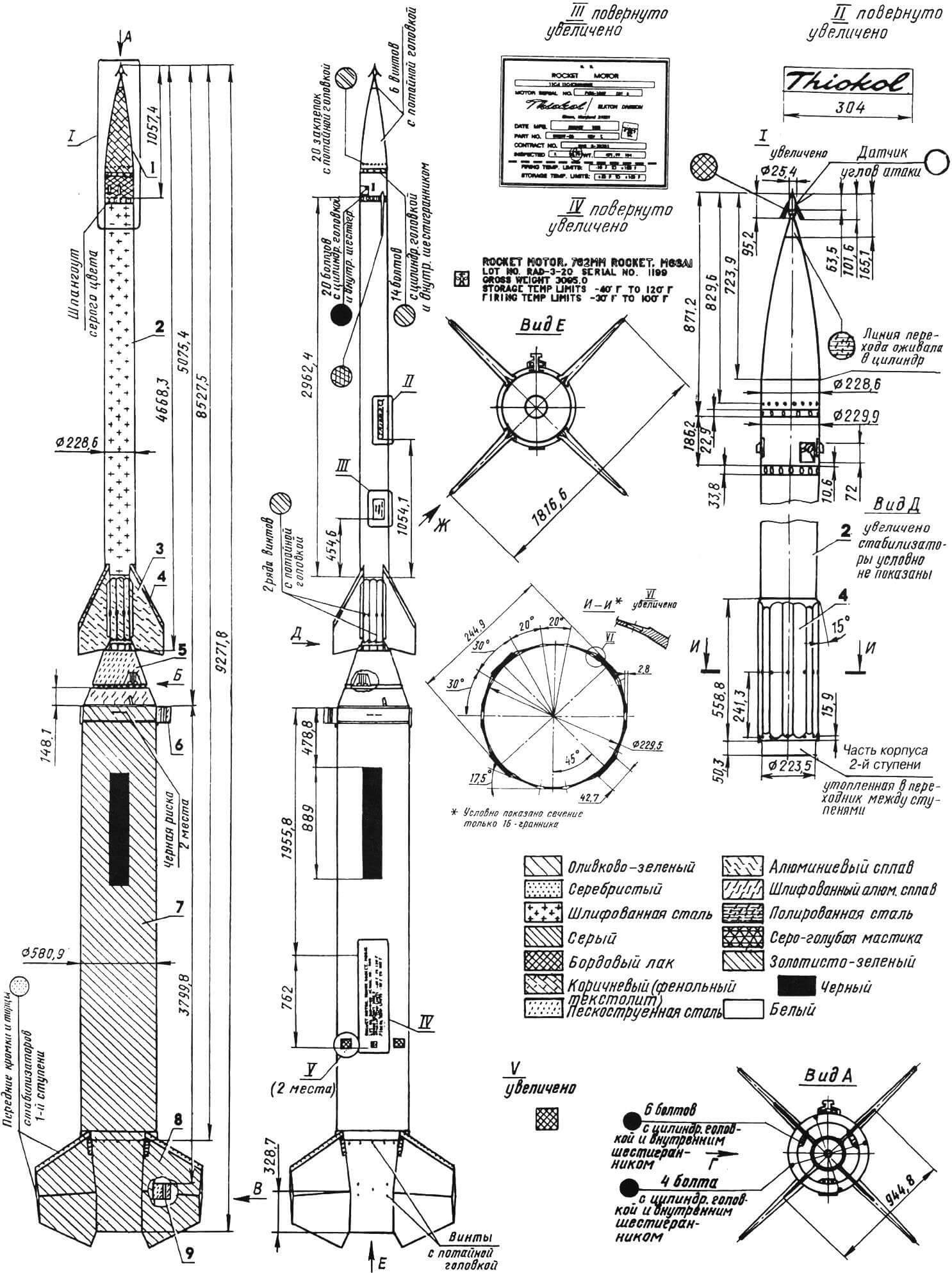
1 — часть головная (датчик углов атаки, обтекатель, приборный отсек); 2 — корпус двигателя 2-й ступени («Томагавк»); 3 — стабилизатор 2-й ступени; 4 — отсек крепления стабилизатора 2-й ступени (16-гранник); 5 — переходник; 6 — бугель стартовый передний; 7 — корпус двигателя 1-й ступени («Таурус»); 8 — стабилизатор 1-й ступени; 9 — бугель стартовый задний.
Впервые копию «Тауруса-Томагавка» представил на Чемпионате мира 1990 года в Киеве американец Артур Роуз. Тогда эта великолепно сделанная модель ракеты с полным комплектом технической документации покорила сердца спортсменов и была бесспорным лидером после стендовой оценки, получив 750 очков. К сожалению, ненадежность системы зажигания двигателя 2-й ступени не позволила модели совершить зачетный полет, и в итоге Артур закончил соревнования с нулевым результатом. Однако стендовая оценка показала высокие потенциальные возможности «Тауруса» для использования в качестве прототипа моделей-копий в классах S5C и S5B в соревнованиях на высоту полета.
Наш поиск документации на эту ракету занял более пяти лет. И здесь хочется поблагодарить за помощь американских, канадских и украинских друзей — Боба Крейтца, Тараса Татарина и Юрия Гапона и особенно россиянина Александра Митюрева. Они помогли приобрести цветные фотографии общего вида ракеты и чертежи отдельных узлов. На базе этой информации был создан комплект документации, необходимый для постройки модели-копии «Таурус-Томагавк». Предлагаемая модель разработана творческим коллективом ракетомоделистов Московского городского Дворца творчества детей и юношества под руководством В.Минакова, в составе мастеров спорта международного класса О.Воронова и М.Степанова.
В соответствии с требованием Правил ФАИ диаметр 1-й ступени был выбран равным 40 мм, что определило масштаб 1:14,5225. Конструкция модели «Таурус-Томагавк» разработана с учетом опыта эксплуатации моделей-копий «Найк-Кэйджун». Так, на 1-й ступени за счет применения неотделяемого двигательного отсека увеличена надежность воспламенения двигателя 2-й ступени, которое производится традиционным способом — передачей луча огня от нижнего двигателя. Упрощена система спасения — используется лента, расположенная в переходном отсеке катушечной формы, который заходит внутрь 2-й ступени. Значительно упрощен процесс монтажа двигателя этой ступени — при помощи стопорного крючка. Эти конструктивные меры позволили существенно упростить модель и повысить надежность запуска. Для более высокой стендовой оценки было решено сохранить на модели технологическое членение ракеты-прототипа.
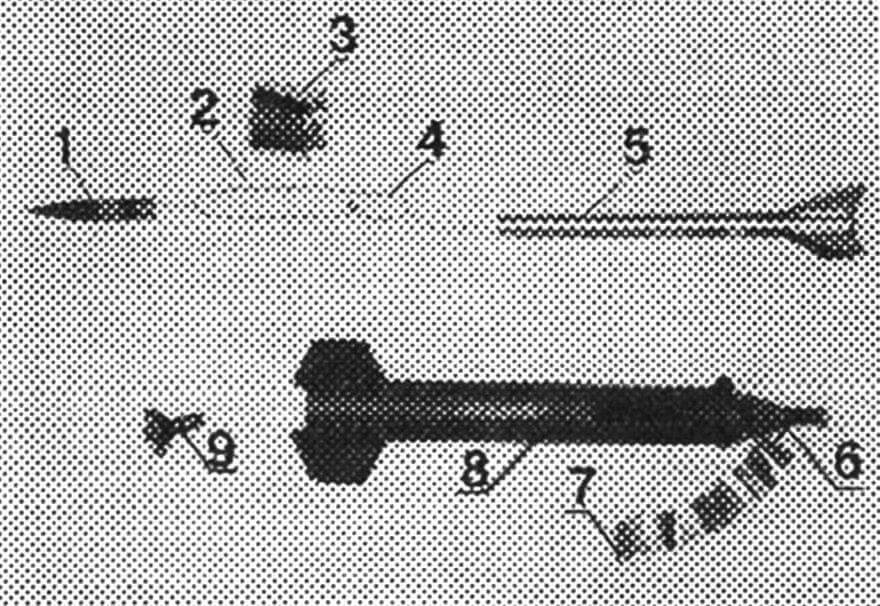
Конструктивно модель (фото 1) делится на головную часть 1, 1-ю и 2-ю ступени (8, 5) и двигательный отсек 1-й ступени 9.
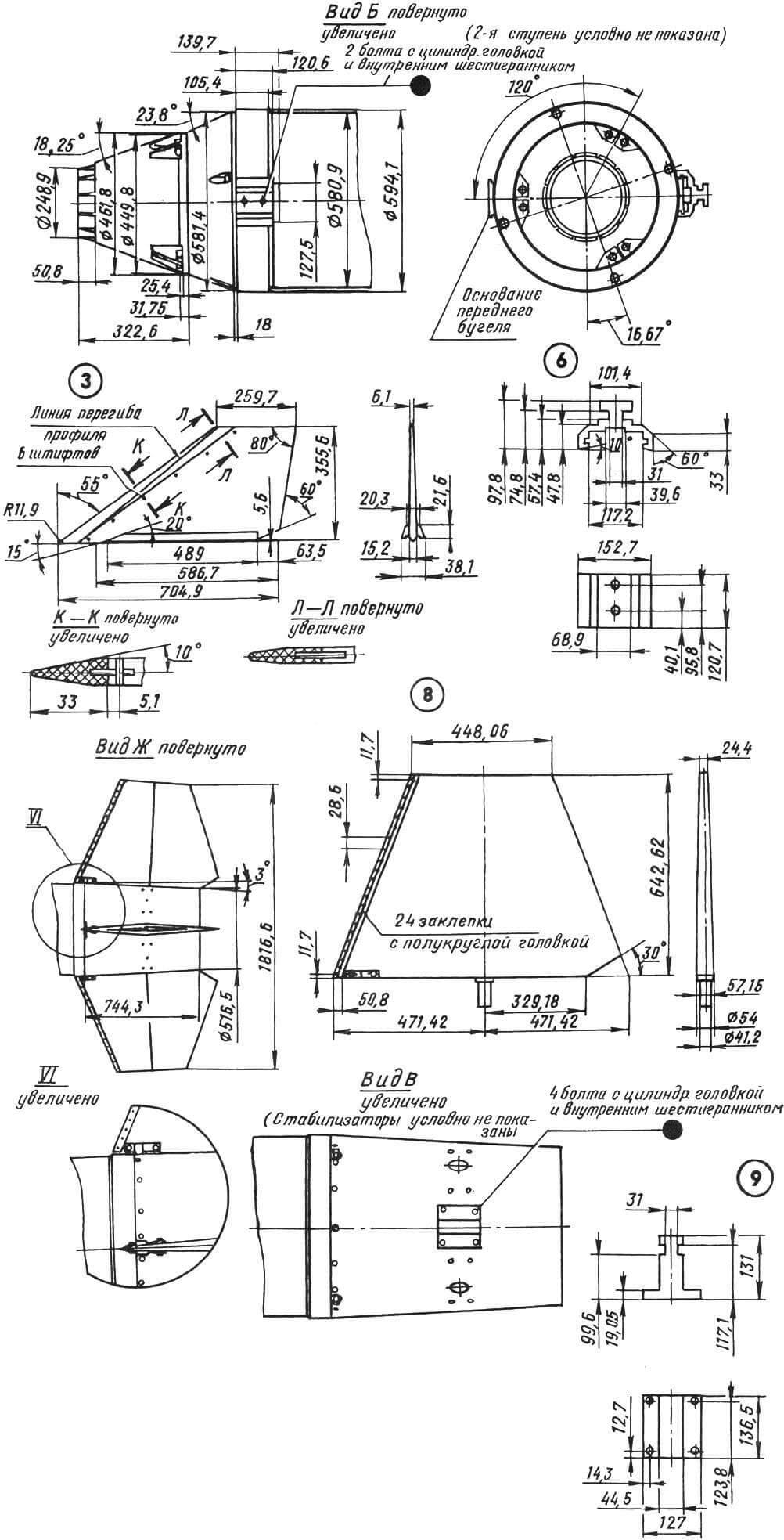
Первая ступень(см. рис.) состоит из корпуса 22, кормовой части 28, кольца 34, переходного отсека 35 со шпангоутом 20 и вклеенной вовнутрь бобышкой 17. В верхней части отсека приклеен фланец 36, а в нижней — петля 6 (фото 1) крепления ленты 1- й ступени. Трубка передачи огня 21 нижним концом вклеена в бобышку 24, которая, в свою очередь, — в направляющую трубку 33, а два шпангоута 23 и 25 центруют ее в корпусе. В нижней цилиндрической части корпуса отформован опорный шпангоут 37, в котором предусмотрены отверстия под стабилизаторы и посадочное место под нижний бугель. Стабилизаторы 26 закреплены в отверстиях при помощи колец 29 и деталей переднего узла 31 и 32 крепления стабилизаторов. В верхней части корпуса расположены основания переднего бугеля, а также верхний 18 и нижний 19 переходники между ступенями.
Вторая ступень состоит из корпуса 5, шестнадцатигранника 10, стабилизаторов 11, устанавливаемых в проушинах 9, двигательного отсека 8 с приклеенными стопорным крючком 16, шпангоутом 7 и фалом 6 крепления ленты.
В головную часть входят корпус приборного отсека 13 (на нем расположены две антенны), верхний 2 и нижний 3 шпангоуты (с посадочными поверхностями для стыковки с корпусом и головным обтекателем 1), которая заканчивается носиком 15 с надетым датчиком углов атаки 14. Вовнутрь посадочного цилиндра нижнего шпангоута вклеены фал 4 и заглушка 12.
Двигательный отсек 1 -й ступени состоит из корпуса 27 и усилительного кольца 30, выточенного на токарном станке и приклеенного на эпоксидном клее в верхней части.
ИЗГОТОВЛЕНИЕ МОДЕЛИ-КОПИИ
Технологическая оснастка. Для изготовления корпусных деталей на токарном станке нужно выточить металлические оправки (фото 2), для формовки деталей 1-й и 2- й ступени — сделать матрицы (фото 3 и 4).
Матрицы стабилизаторов и шестнадцатигранника готовят заливкой мастер-моделей этих деталей эпоксидной смолой, ее же используют для изготовления матриц шпангоутов приборного отсека, а для формовки переходников между ступенями и отливки некоторых деталей используют матрицы, полученные заливкой мастер-моделей силиконовым герметиком.
Изготовление деталей. Корпусные детали 1, 2, 3, 5, 8, 13, 21, 22, 27, 28, 33, 34, 35 изготовлены методом намотки стеклоткани, пропитанной эпоксидной смолой, на оправки, на которые нанесен разделительный слой. Детали 1,5, 13, 22, 28 из пяти слоев стеклоткани весом 25 г/м2, кроме того, в верхней части корпуса 1-й ступени делают подмотку шести слоев полоски стеклоткани весом 60 г/м2. Заготовка для усилительного кольца 34 намотана из восьми слоев стеклоткани плотностью 60 г/м2. Трубка передачи огня 21— из трех слоев стеклоткани плотностью 25 г/м2 и одного слоя углеволокна толщиной 0,08— 0,12 мм, заложенного между первым и вторым слоями стеклоткани, на отрезок откалиброванной стальной проволоки диаметром 3 мм. Остальные детали намотаны из четырех слоев стеклоткани плотностью 25 г/м2.
После отверждения связующего и термообработки при температуре 110°С в течение 2 ч и последующего остывания заготовки «сдвигают» и надфилем запиливают большие неровности. Затем заготовки деталей 22 (в зоне подмотки верхнего диаметра), 34 и носик головного обтекателя на оправках протачивают резцом на токарном станке, обрабатывают шкуркой до достижения ровной поверхности и размеров внешних диаметров. Заготовку кольца 34 сдвигают на край оправки и токарным резцом снимают фаску необходимого размера, а затем отрезают кольцо от заготовки, снимают с оправки, переворачивают и снова надевают на нее, после чего резцом протачивают посадочное место для кормы 28.
После механической обработки заготовки обрезают до нужных размеров, снимают с оправок и обезжиривают бензином. Затем заготовки деталей 1, 2, 3, 5, 22, 28 снова надевают на оправки для дальнейшей обработки. В нижней части корпуса 1-й ступени на четырех точках, при помощи циакринового клея, монтируют опорное кольцо 34. Место склейки изнутри проливают жидкой эпоксидной смолой. Корпуса еще раз обезжиривают снаружи и при помощи распылителя покрывают ровным слоем грунтовки на эпоксидной основе. После ее отверждения внешние поверхности шлифуют и полируют шкуркой на токарном станке. Заготовку корпуса 2-й ступени разрезают на собственно корпус 5 и корпус приборного отсека 13.
Стабилизаторы 1-й и 2-й ступеней и шестнадцатигранник формуют из стеклоткани и наполнителя. Поверхность матриц покрывают разделительным слоем, на который аэрографом наносят эпоксидную грунтовку. После ее высыхания в матрицы стабилизаторов укладывают по очереди четыре слоя стеклоткани плотностью 25 г/м2, пропитанные эпоксидной смолой. Кроме того, в матрицу стабилизатора 1-й ступени вкладывают ось из отрезка огнепроводной трубки и легкий наполнитель (вискозную вату).
На небольшую оправку (фото 4), формирующую внутреннюю поверхность шестнадцатигранника, наматывают 3— 4 слоя стеклоткани (25 г/м2), смазывают эпоксидной смолой поверхность матрицы 2а, закрывают ее и стягивают болтами или резиной. После отверждения связующего заготовки вынимают из матрицы и острым ножом торцуют и зачищают кромки.
Детали переходников 2, 3 (фото 5) выклеивают в мягких матрицах из силиконового герметика, на поверхность которых наносят разделительный слой и эпоксидную грунтовку. После высыхания последней заранее нарезанные куски стеклоткани (25 г/м2) при помощи кисточки, смоченной в эпоксидной смоле, укладывают в матрицы (четыре-пять слоев), не допуская образования пузырей и добиваясь хорошего прилегания к поверхности А. На тщательность и равномерность укладки стеклоткани в зонах внутренних посадочных поверхностей верхнего переходника следует обратить особое внимание. После отверждения связующего отформованные детали вынимают из матриц и обрабатывают торцы, обеспечивая их стыковку между собой, посадку верхнего на переходный отсек и нижнего в корпус 1-й ступени.
Ряд деталей (бугели и подкладки под них, верхний узел крепления стабилизатора 1-й ступени, проушины крепления стабилизатора 2-й ступени, антенны) отливают из эпоксидной смолы с небольшой добавкой цветного наполнителя. Винты и болты прессуют из полистирола. В подготовленные матрицы для шпангоутов приборного отсека вставляют пуансоны (заготовки корпусов и штыри, смазанные маслом, которые нужны для образования косых отверстий стыка). Собранные матрицы заполняют эпоксидной смолой с небольшой добавкой алюминиевой пудры. После ее отверждения матрицы разбирают и обрезают посадочные поверхности. Отформованные косые отверстия в шпангоутах дорабатывают при помощи сверл нужного размера.
Детали 7, 14, 15, 17, 24, 27, 29, 36 вытачивают на токарном станке. Бобышка 17— из бальзы, 24—из текстолита, датчик углов атаки 14 из латуни, остальные детали из дюралюминия. Шпангоуты 20, 23, 25 и заглушку 12 вырезают циркулем-измерителем из бальзовой пластины толщиной 1 мм, армированной с двух сторон стеклотканью плотностью 25 г/см2. Пластины оклеивают стеклотканью между двумя кусками полированного стекла или зеркала, на которые нанесен разделительный слой. Пакет выдерживают под грузом не менее суток.
Сборка узлов модели.На нижнюю часть цилиндра корпуса 1 -й ступени надевают матрицу и заливают эпоксидную смолу с наполнителем, отформовывая опорный шпангоут 37 для крепления стабилизаторов и нижнего бугеля. В верхний переходник 1-й ступени вклеивают эпоксидкой бобышку 17, снаружи — шпангоут 20 и петлю для крепления ленты. Во внутреннюю трубку 33 — бобышку 24, трубку передачи огня 21 и снаружи—шпангоуты 23, 25. На посадочной поверхности кормы и нижнего кольца, в местах расположения верхних узлов крепления консолей стабилизатора, совместно сверлят отверстия диаметром 3 мм, а в месте его основного узла крепления — отверстия диаметром 4,5 мм. В посадочных поверхностях и торцах фланца 36 и шпангоута 7 сверлят, равномерно распределяя по окружности, отверстия диаметром 2 мм и снимают в них фаски.
На верхний конец двигательного отсека 2-й ступени наклеивают эпоксидным клеем шпангоут 7, а на наружную поверхность-стопор двигателя. Для надежного крепления к корпусу двигательного отсека верхний конец стопора вводят в отверстия шпангоута, а в середине приматывают к корпусу двигательного отсека кевларовой мононитью, пропитанной эпоксидной смолой. Через отверстия в шпангоуте привязывают фал 6 из куска тонкого провода во фторопластовой изоляции или нихромового тросика, с помощью которого будет крепиться система спасения 2-й ступени.
Проушины 9 со вставленными в них консолями стабилизатора приклеивают 5-минутной смолой Devcon к шестнадцатиграннику, надетому на корпус. При монтаже обеспечивают расположение этих консолей по плоскостям и оси симметрии модели. После чего шестнадцатигранник снимают с корпуса и вынимают из проушин стабилизаторы.
В заготовке корпуса приборного отсека прорезают прямоугольное отверстие для отливки ниши, в которой расположены бортовые разъемы. Ниша формуется из эпоксидной смолы с наполнителем при помощи мягкой матрицы, вставляемой в отверстие снаружи корпуса.
Заготовку носика эпоксидным клеем наклеивают на головной обтекатель, который после отверждения надевают на оправку, и на токарном станке протачивают носик до нужных размеров и полируют. Затем внешнюю поверхность головного обтекателя обезжиривают и при помощи аэрографа наносят слой эпоксидной грунтовки, после отверждения ее шлифуют и полируют. Обтекатель обрезают до нужного размера по длине.
В нижнем торце датчика углов атаки сверлят отверстие диаметром 0,6 мм и лезвием безопасной бритвы с насечкой на режущих кромках делают крестообразный пропил. В него впаивают заготовки перьев датчика, также вырезанных из лезвия бритвы. После пайки, при которой необходимо соблюдать углы установки перьев, их обрезают до нужного размера.
На верхний торец двигательного отсека 1-й ступени эпоксидным клеем наклеивают усилительное кольцо 30, а на верхнюю часть корпуса — основания бугелей.
Окраска. Обезжиренные, собранные узлы и детали окрашивают аэрографом в соответствии со схемой на рисунке в «М-К»№ 10’98. Желательно использовать краски Humbroi или Testors. Каждый их слой сушат не менее 12 ч. Для придания наружной поверхности корпуса 2-й ступени текстуры точеного металла рекомендую, надев его на оправку, обработать на токарном станке мочалкой из тонкой проволоки.
Головной обтекатель окрашивают в два приема: сначала нижнюю часть в серебристый с зеленым оттенком цвет и на это место после высыхания краски наклеивают высеченные из липкой ленты кружочки, закрывают ею полированный носик и окрашивают его в цвет фенольного пластика. Кружочки снимают и получают имитацию заклепок, которыми на ракете-прототипе головной обтекатель крепится к шпангоуту.
Окончательная сборка. Ее необходимо проводить чрезвычайно аккуратно, так как все узлы и детали модели поступают на сборку окончательно подготовленными и окрашенными. Сначала в корпус 1-й ступени вклеивают эпоксидной смолой внутреннюю трубку 21 и переходный отсек, обеспечивая попадание трубки передачи огня в отверстие бальзовой бобышки. Затем устанавливают детали переходника между ступенями, соблюдая взаимное расположение их и корпуса ступени. На верхнюю часть переходника наклеивают фланец 36. Теперь производят монтаж верхних узлов крепления консолей стабилизатора и их самих, предварительно надев переходные кольца, также соблюдая расположение по плоскостям и оси симметрии модели. Оси консолей приклеивают смолой Devcon, а верхние узлы — циакрином.
В корпус 2-й ступени вклеивают двигательный отсек так, чтобы стопорный крючок выступал на 2 — 3 мм за нижний срез корпуса. Затем наклеивают шестнадцатигранник. После чего на смоле Devcon устанавливают стабилизаторы. На конце фала завязывают петлю на расстоянии 50— 60 мм от верхнего торца корпуса.
Приборный отсек собирают на эпоксидном клее. Сначала наносят его на посадочные поверхности шпангоутов, внутренний цилиндр и вставляют в корпус приборного отсека сверху и снизу, соблюдая ориентацию паза и косых отверстий шпангоутов. Затем на верхнюю посадочную поверхность наклеивают головной обтекатель, соблюдая ориентацию заклепок, а внутрь посадочного цилиндра, который входит в корпус ступени, — нитяную петлю для крепления головного отсека к модели и заглушку 12. На носик корпуса, соблюдая ориентацию перьев, наклеивают датчик углов атаки, а на приборный отсек— антенны.
Головную часть вставляют в корпус 2-й ступени, соблюдая ее относительное положение, наклеивают заранее пропитанную нитролаком полоску бумаги, имитирующую кабель, связывающий ступень и головную часть. Затем при помощи спички, заточенной лопаткой, на корпус приборного отсека наносят слой шпаклевки или густой краски серого цвета, изображая теплозащитное покрытие.
После основной сборки модели производят окончательную отделку и деталировку. Приклеивают детали, затем циакрином — мелкие детали (бугели, болты крепления отсеков и переходников), заранее окрашенные в нужные цвета. Корпус 2-й ступени и головную часть соединяют при помощи амортизатора из резиновой нити диаметром 1 мм и длиной 400 мм, пропущенной через петлю головной части и петлю фала 2-й ступени (фото 1). В качестве системы ее спасения используют ленту размером 2500×27 мм из металлизированного лавсана толщиной 18 — 20 мкм, прикрепленную при помощи нитяной петли к амортизатору на расстоянии 50—60 мм от петли головной части. Для спасения 1-й ступени используют ленту 270×27 мм из металлизированного лавсана толщиной 19— 25 мкм, прикрепленную к нитяной петле, расположенной на переходном отсеке.
Для запуска модели можно использовать двигатели диаметром 10—11 мм (при этом и отсеки должны иметь соответствующий диаметр) с общим суммарным импульсом 10 или 5 Н•с в зависимости от класса модели. Также можно применять двигатели с различным распределением суммарного импульса по ступеням, особенно при запуске со стартовой установки типа «Пистон», что позволяет использовать на 1 -й ступени двигатель с суммарным импульсом до 0,6 Н•с.
Так, на Чемпионате мира 1996 года в Словении применялись двигатели «Дельта» И.Таборского в комбинации 2 Н•с на 1-й ступени и 8 Н•с на 2-й. Была показана высота 852 м.
На Всемирных Воздушных играх 1997 года в Турции в классе S5B наши спортсмены использовали комбинацию 1,25+3,75 Н•с и достигли 571 м. Для получения максимальной высоты полета желательно,чтобы на 2-й ступени был двигатель с растянутым временем работы и замедлением 5— 7 с в зависимости от расположения летного поля над уровнем моря и стартовой массы, а на 1-й ступени — двигатель без замедления.
Подготовка модели к запуску. Подготовку к запуску начинают с установки двигателя 1-й ступени в отсек, где он крепится при помощи штифта из стальной проволоки или трубки диаметром 0,8— 1 мм через косые отверстия в усилительном металлическом кольце. Соответствующие отверстия в корпусе двигателя протыкают в его верхней части шилом.
Сверху на двигатель, закрепленный в отсеке, насыпают навеску черного (дымного) пороха, отмеренную меркой из стреляной гильзы малокалиберного патрона глубиной 2,5 мм, после чего отсек вставляют в корпус ступени и поворачивают. При этом штифт заходит в паз бобышки, закрепляя отсек в корпусе.
Насыпав три мерки пороха и закрыв их бумажным пыжом, двигатель 2-й ступени вставляют в отсек, проверяя надежность фиксации стопором. Сверху, через корпус, засыпают немного талька и вставляют в него пыж из ваты, завернутой в мягкую бумагу, прижимая шомполом до упора. На пыж насыпают немного талька. Ленту, свернутую в трубочку, обертывают фторопластовым чехлом, вставляют в корпус и шомполом опускают до пыжа, укладывая амортизатор и фал крепления так, чтобы не допустить их перехлеста и спутывания. Далее в корпус засыпают мелкодисперсный порошок, который образует при выхлопе хорошо видимое, контрастное облако. Его цвет выбирают в зависимости от цвета неба. Если порошок обладает абразивными свойствами, что затрудняет отстрел ленты, рекомендую засыпать его во фторопластовый чехол, заранее уложенный над лентой. После выполнения этих операций в корпус вставляют головную часть, предварительно удалив салфеткой цветной порошок с посадочных поверхностей.
Ленту 1-й ступени складывают гармошкой с таким шагом, чтобы ее можно было уложить вокруг переходного отсека, и, придерживая ее пальцем, стыкуют 2-ю ступень, обеспечивая правильную посадку на переходный отсек. Модель готова к запуску. При использовании двигателей «Дельта» И.Таборского, в зависимости от количества цветного порошка, стартовая масса ракеты составляет 53 — 58 г (в классе S5B), а масса 2-й ступени 22— 27 г.
ТЕХНИЧЕСКИЕ ДАННЫЕ РАКЕТЫ
Длина, мм 9385
Стартовая масса общая, кг 1601
Стартовая масса 1-й ступени, кг 1356
Время работы двигателя 1-й ступени, с 3,5
Диаметр корпуса 1-й ступени, мм 580,9
Стартовая масса 2-й ступени, кг 245
Масса топлива 2-й ступени, кг 176
Время работы двигателя 2-й ступени, с 9
Диаметр корпуса 2-й ступени, мм 228,6
* НАСА — Национальное управление по аэронавтике и исследованию космического пространства США.
В.МИНАКОВ,
двукратный чемпион Европы,
трехкратный серебряный призер Чемпионатов мира,
заслуженный мастер спорта
Рекомендуем почитать
 МИКРОСКОП ИЗ ВЕБ-КАМЕРЫ
МИКРОСКОП ИЗ ВЕБ-КАМЕРЫ
Поговорим про изготовление микроскопа с подключением к компьютеру с увеличением в 300-500 раз. Такого увеличения вполне хватает для рассматривания клеточного строения растений,... Фиксация — «гровером»
Фиксация — «гровером»
Практически все отечественные компрессионные микродвигатели за исключением «Метеора» и КМД-2,5 не имеют устройства фиксации винта регулировки контрпоршня. На «Юниорах» для удержания винта...