 Свободнолетающие модели… Во всем мире интерес к ним среди моделистов не ослабевает. И в нашей стране проходят десятки соревнований: этапы Кубка России и ФАС, кроме того, множество областных и городских. Ежегодно проводимый чемпионат России по свободнолетающим собирает около 200 спортсменов со всей страны. Значительная часть из них — приблизительно треть — юноши. Это говорит о том, что свободнолетающие не теряют своей популярности среди начинающих авиамоделистов. При этом надо учитывать, что на чемпионат приезжают уже сложившиеся спортсмены-юноши.
Свободнолетающие модели… Во всем мире интерес к ним среди моделистов не ослабевает. И в нашей стране проходят десятки соревнований: этапы Кубка России и ФАС, кроме того, множество областных и городских. Ежегодно проводимый чемпионат России по свободнолетающим собирает около 200 спортсменов со всей страны. Значительная часть из них — приблизительно треть — юноши. Это говорит о том, что свободнолетающие не теряют своей популярности среди начинающих авиамоделистов. При этом надо учитывать, что на чемпионат приезжают уже сложившиеся спортсмены-юноши.
Что же привлекает ребят в этом классе авиамоделей? Прежде всего то, что это очень спортивная категория моделизма, которая требует хорошей физической подготовки. Ведь за три минуты полета модель часто улетает на несколько километров, а за семь туров соревнований общий километраж, преодолеваемый спортсменом при сопровождении модели, может составить не один десяток километров. К этому еще надо добавить 10—20 минут интенсивного перемещения по ПОЛЮ авиамоделистов с моделями планеров в поисках восходящего воздушного потока.
Полет свободнолетающих очень красив. Различны конструкции и схемы моделей. Привлекают также интрига и стратегия соревнований. Чем больше пройдено туров, тем меньше тех, кто идет без срывов. Круг участников постоянно сужается. В финал выходят только несколько человек, и все решают точный расчет и хороший бросок, а от них — высота полета, качество планирования модели. Бывает так, что в финале модели всех, кроме одного, взлетают и демонстрируют хороший полет. Кажется, что все уже решено, но последний спортсмен, выждав время, запускает модель за несколько секунд до конца тура соревнований, та попадает в восходящий поток… и он — чемпион! Что ж, мастерство всегда побеждает.
Спецификой соревнований свободнолетающих и, в частности, класса F1В является то, что для участия в них надо иметь как минимум три модели. Постройка даже одной довольно трудоемка (около сотни мельчайших точеных и фрезерованных деталей), а когда в кружке два-три начинающих «резинщика», то руководителю необходимо одновременно отслеживать изготовление пяти-шести моделей. Именно это обстоятельство в начале 90-х годов подтолкнуло нас на разработку упрощенной резиномоторной бобышки с механизмом задержки вращения винта. С тех пор изготовлено несколько десятков бобышек, которые успешно эксплуатируются по настоящее время. Так, выступая с моделью, оснащенной одним из первых образцов такой бобышки, Павел Гераськин в 1996 г. (тогда ему было 15 лет) занял второе место на чемпионате России, при этом по итогам года он стал четвертым в рейтинге. И в дальнейшем модели, оснащенные такими бобышками (о них пойдет речь ниже), приносили призовые места их создателям.
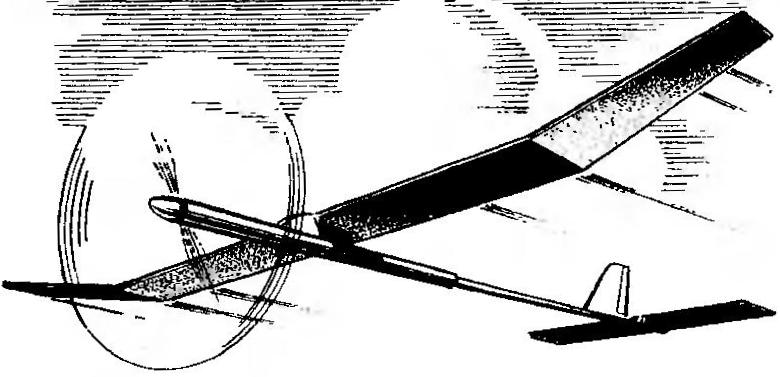
Свободнолетающая резиномоторная авиамодель:
1 — бобышка; 2 — центроплан; 3 — пилон; 4 — моторная балка (ткань СВМ); 5 — хвостовая балка (комбинация бальзы, углеткани, стеклоткани); 6 — киль; 7 — стабилизатор; 8 — руль направления; 9 — стыковочный узел; 10 — тяги (леска Ø0,3); 11 — таймер; 12 — лопасть винта; 13 — штыри крепления консолей крыла (сталь, пруток 03, L120, и пруток Ø1,1,40); 14 —«ухо»; 15 — стыковочный фланец моторной балки (Д16Т); 16 — стыковочный фланец хвостовой балки (Д16Т); 17 — целлулоидные шайбы (5x1x1) на выводах тяг; 18 — резьбовая втулка М5 (Д16Т); 19 — контровочный винт М5 (Д16Т); 20 — упор (стеклотекстолит s0,7); 21 — иголка-шарнир (сталь Ø1,2, L14); 22′ — кольцо Ø40 (резина-«венгерка» Ø1); 23 — штырь (бамбук Ø1,7); 24 — лонжерон стабилизатора (бальза s1,5 в корне и s0,8 на конце, h4,5, армированная углепластиком); 25— нервюра стабилизатора (бальза s1, армированная углепластиком); 26 — вставка между центральными силовыми нервюрами (бальза s3); 27 — площадка (текстолит s0,5); 28 — «солдатик» М2 (Д16Т); 29 — гайка М2 (капролон); 30 — целлулоидная шайба для вывода тяг; 31 — штифты (бамбук Ø1,5); 32 — кронштейн стабилизатора; 33 — ограничитель углов поворота руля направления катушечного типа, обеспечивающий выполнение второй команды (через 45 секунд); 34 — нить СВМ; 35 — ограничитель углов поворота руля направления, обеспечивающий выполнение первой и третьей команд (через 4 секунды); 36 — штырь (бамбук Ø1,5, L40); 1т, 2т — тяги, передающие первую и вторую команды от таймера к рулю направления; 3т, 4т — тяги, передающие третью и четвертую команды от таймера к стабилизатору
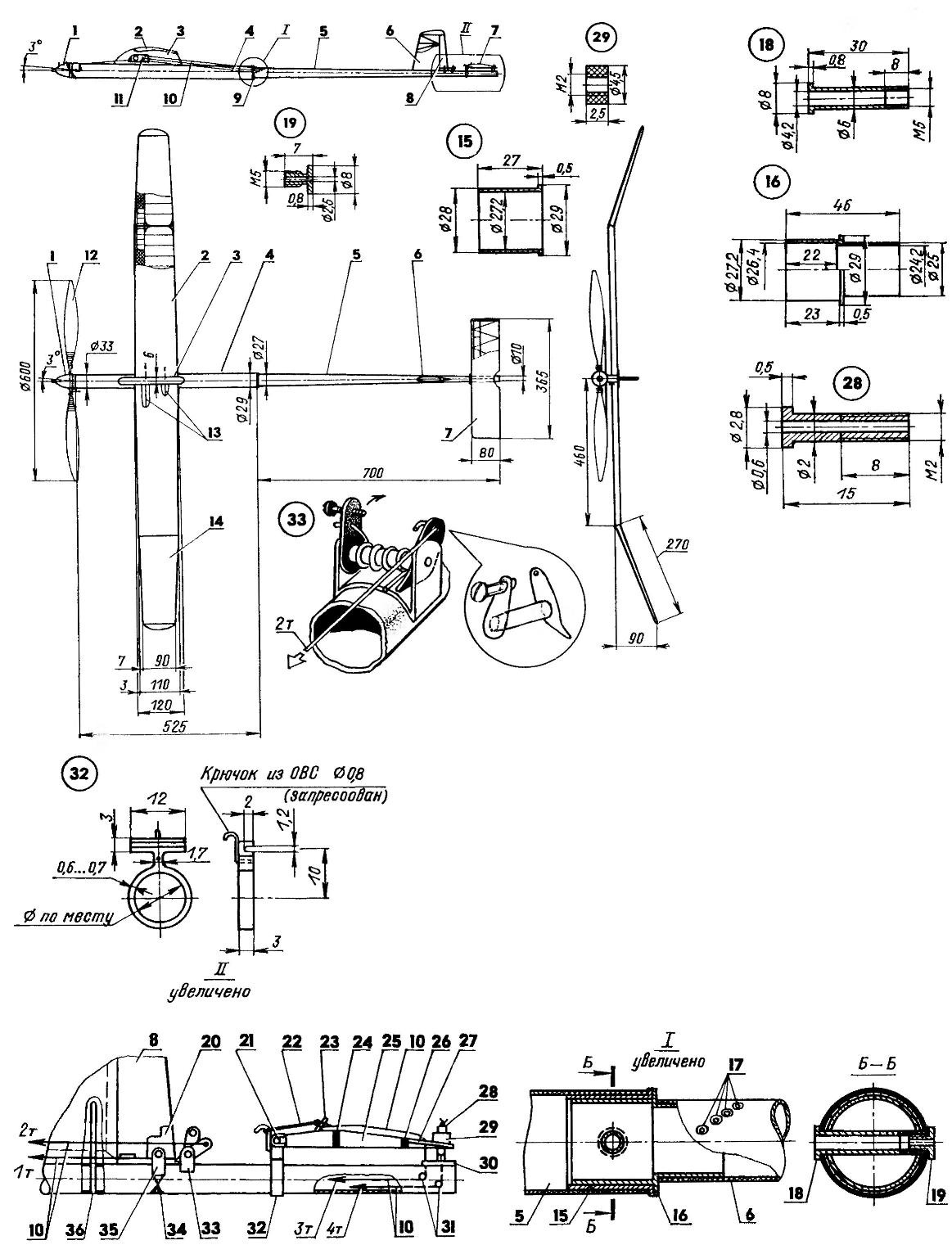
Консоль крыла:
1 — корневой носик (бальза плотностью 0,1 г/см3); 2 — контейнер под стыковочный штырь; 3 — передняя кромка (бальза плотностью 0,1 г/см3 и сечением 3×3); 4— лонжерон (перед приклейкой кессонов обмотан нитью СВМ — виток к витку в корне на длине 20 мм, далее с шагом 1—3 мм); 5 — носик (бальза плотностью 0,1 г/см3); 6 — углепластиковый кессон (толщина стенок 0,2 мм); 7 — силовой носик (бальза плотностью 0,1 г/см3); 8 — усиление на стыке кессонов центроплана и «уха» крыла (стеклоткань s0,08 в два слоя: ширина первого слоя — 20 мм, второго — 10 мм); 9 — законцовка консоли крыла (бальза плотностью 0,08 г/см3); 10 — уголок (бальза плотностью 0,08 г/см3); 11 — усиление на стыке задних кромок центроплана и «уха» крыла (стеклоткань s0,08, ширина слоя — 20 мм); 12 — усиленные нервюры на стыке центроплана и «уха» крыла (бальза плотностью 0,08 г/см3, ширина 4,5 мм, нервюра армирована сверху и снизу углепластиком s0,12 на клее БФ-2); 13 — хвостик нервюры (бальза плотностью 0,1 г/см3); 14—задняя кромка (сечения: 2,2×0,7 мм в корне, 1,8×0,6 мм на конце центроплана и 1,3×0,5 мм на конце «уха»); 15—силовая нервюра (бальза плотностью 0,08 г/см3. s15, усилена с обеих сторон стеклотканью s0,08 на эпоксидной смоле); 16 — торцевая нервюра (стеклотекстолит s0,8); 17—армировка нервюры (два слоя углеткани s0,08); 18 — стенка лонжерона (два слоя углеткани; первый — на всю длину, второй — на половину длины центроплана, направление волокон углеткани — вдоль лонжерона); 19 — полки лонжерона (сечения: 2,5×0,6 мм в корне и 1,5×0,6 мм на конце центроплана; для лонжеронов «уха» 1,2×0,4 мм на конце, стенка — бальза без углеткани); 20 — стеклопластиковый контейнер под стыковочный штырь Ø3 консолей крыла; 21 — заливка для усиления крепления контейнера (эпоксидная смола КДА); 22 — стенка лонжерона (бальза плотностью 0,1 г/см3)
Предлагаю познакомиться с одной из моделей класса F1 В, которую построил член юношеской сборной команды г. Москвы Александр Ларин. С этой моделью он завоевал первые места на чемпионате г. Москвы среди старших школьников, среди юношей (с результатом 1195 очков) на этапе Кубка России (1999 г.) в г. Владимире. Конструкция модели максимально упрощена и технологична.
Фюзеляж состоит из моторной и хвостовой балок. Моторная изготовлена из трех слоев ткани СВМ толщиной 0,1 мм на конусной дюралюминиевой оправке длиной 550 мм и с диаметрами 32 мм в начале и 28 мм в конце. Технология изготовления следующая: СВМ раскраивают одним куском и пропитывают эпоксидной смолой на лавсановой пленке с помощью шпателя. В качестве связующего используют смолы КДА или ЭД-20 с отвердителем ПЭПА. Оправку обматывают по спирали фторопластовой пленкой (или покрывают горячей мастикой), затем накладывают на край ткани и прокатывают, наматывая на нее ткань. Таким образом удается достичь ровной и плотной намотки. Сверху помещают цулагу (из титана), раскроенную с нахлестом 5—10 мм. Все вместе обматывают резиновым (медицинским) жгутом. После полимеризации смолы балку снимают с оправки и обрезают по длине на нужный размер.
Хвостовая балка многослойная комбинированная. Ее первый, внутренний слой — бальза плотностью 0,1 г/см3, толщиной 0,5 мм; второй слой — «арматура»: восемь продольных нитей (по три скрученные нитки, выдернутые из углеткани толщиной 0,15 мм) и две нити, намотанные навстречу друг другу под углом 45°; третий слой — вновь бальза; четвертый — стеклоткань толщиной 0,3 мм.
Технология изготовления такова: на конусную дюралюминиевую оправку длиной 750 мм и с диаметрами 25 мм в начале и 7 мм в конце накладывают слой бальзы, распаренной в горячей воде, и приматывают к оправке марлевым бинтом. После высыхания бальзы ее по линейке разрезают вдоль нахлеста. Оправку обматывают фторопластом, на нее надевает полученную корочку из бальзы и перевязывают поперек в трех-четырех местах нитью СВМ для удержания формы. Далее перевивают бальзу угольными нитями, пропитанными «эпоксидкой». Fla куске астролона так же пропитывают стеклоткань, и на нее накладывают новый слой бальзы (третий).
Полученный «бутерброд» обрезают по шаблону и кладут на оправку вместе с цулагой, выполненной из двух слоев астролона (толщиной 0,1 мм), склеенных по осевой линии клеем «Момент» или БФ-2. Слои соединяют встык без нахлеста. Причем шов первого (внутреннего) слоя бальзы смещают относительно внешнего на 180°. Все вместе обматывают резиновым жгутом. После полимеризации смолы балку снимают с оправки и обрезают по длине на требуемый размер. Шов шкурят и покрывают лаком.
Хотя вышеописанная конструкция хвостовой балки несколько старомодна и проигрывает в массе 2—3 г современным, выполненным по типу планерных углепластиковых, однако она не требует дополнительных переходников. Такая балка изготавливается для модели раз и навсегда и в процессе эксплуатации легко ремонтируется в полевых условиях.
Пилои:
1 — таймер; 2 — отверстие Ø3 под стыковочный штырь (L120); 3 — перегородка (бальза, рейка 15×6); 4 — шток механизма стопорения; 5 — механизм стопорения; 6 — отверстие Ø1 под стыковочный штырь (L40); 7 — опора (бальза, рейка 3×3); 8 — боковина (фанера s0,8); 9,15,16 — обтекатели (бальза, рейка 17×10); 10— нажимной рычаг (Д16Т, полоса s1,5); 11 — вкладыш (бальза, рейка 5×5); 12 — втулка (латунь ЛС59); 13 — стопорящая пружина (нержавеющая сталь — лезвие безопасной бритвы); 14 — контур пилона (бальза, рейка 15×6)
Кинематическая схема стопорения таймера:
1 — стопорящая пружина; 2 — анкер; 3 — тяга (проволока ОВС Ø0,8); 4 — пластина (стеклотекстолит s0,8); 5 — шток (проволока ОВС Ø0,8); 6 — пружина Ø2 (проволока ОВС Ø0,35); 7 — пружина Ø2,5 (проволока ОВС Ø0,3); 8 — нажимной рычаг; 9 — ось нажимного рычага (проволока ОВС Ø1)
Киль наборной конструкции — из бальзы плотностью 0,08 г/см3. На данной модели он обтянут пленкой типа «монокот» (эта пленка хорошо подходит для дизайна, так как бывает разных ярких цветов). Масса киля 2,5 г. Но лучше использовать металлизированную лавсановую пленку толщиной 6 мкм в целях снижения веса (на 0,5—0,7 г) и уменьшения разноса масс.
Стабилизатор (профиль CLARK-6%) представляет из себя наборную конструкцию с диагональными нервюрами толщиной 1 мм, углепластиковой задней кромкой (1,3×0,5 мм) и бальзовым лонжероном, армированным углепластиком с двух сторон. Последний изготовлен из двух слоев углепластиковой ленты толщиной 0,08 мм (первый слой на всю длину, а второй длиной 150 мм расположен симметрично по центру).
Порядок изготовления следующий. Бальзовую заготовку на 10—15 лонжеронов шлифуют до требуемого размера. На астролоне пропитывают «эпоксидкой» углеткань, кладут на нее бальзу, а сверху — еще слой углеткани, также пропитанной эпоксидной смолой. Полученный «бутерброд» сдавливают струбцинами или грузом между ровными металлическими пластинами или стеклами.
Стабилизатор собирают на клее «Циакрин». Спереди, между двух центральных носиков из текстолита толщиной 0,5 мм, вклеивают иголку-шарнир диаметром 1,2 мм и длиной 14 мм (мы используем иглу от медицинского шприца). Она служит опорой крепления стабилизатора и обеспечивает ему легкое отклонение. Готовый стабилизатор обтягивают металлизированной лавсановой пленкой толщиной 6 мкм на клее «Момент».
Крыло (профиль В-6356) наборной конструкции с углепластиковым кессоном в носовой части. Последний выполняют по классической технологии с формовкой в вакуумном мешке на профилированной дюралюминиевой оправке. Подробности изготовления не раз описывались в журнале и поэтому здесь приводятся вкратце. Хвостики нервюр формуют единым блоком (толщину подбирают с учетом распила, на обе консоли) отдельно на центропланы и «ушки» и распиливают на пилораме (толщина нервюр 1,1 —1,3 мм). Задние углепластиковые кромки имеют сечения: 2,2×0,7 мм в корне, 1,8×0,6 мм на конце центроплана и 1,3×0,5 мм на конце «уха». Внутри кессона наборная конструкция состоит из нервюр-носиков толщиной 1,1 мм, передней кромки сечением 3×3 мм из легкой бальзы и лонжерона. Внутренний набор кессона предварительно склеивают на стапеле.
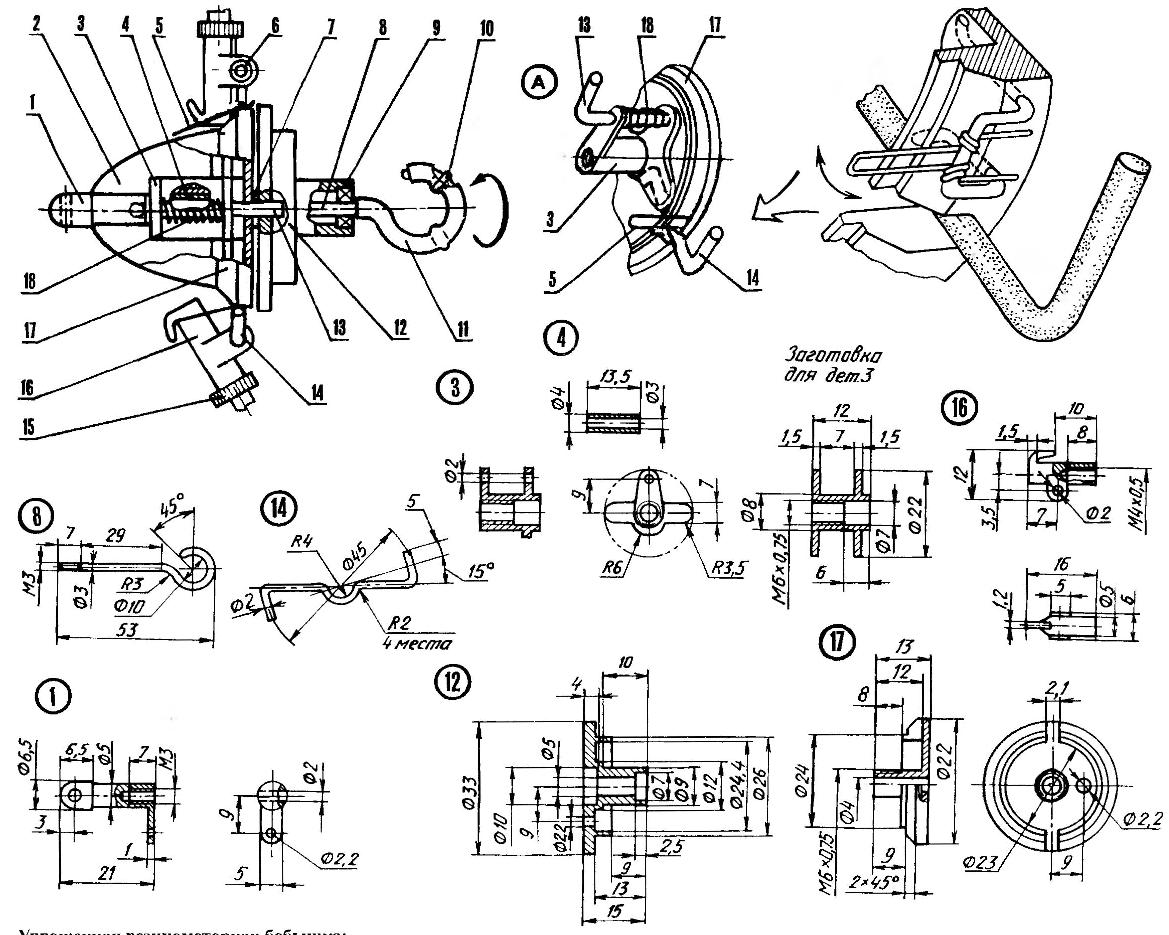
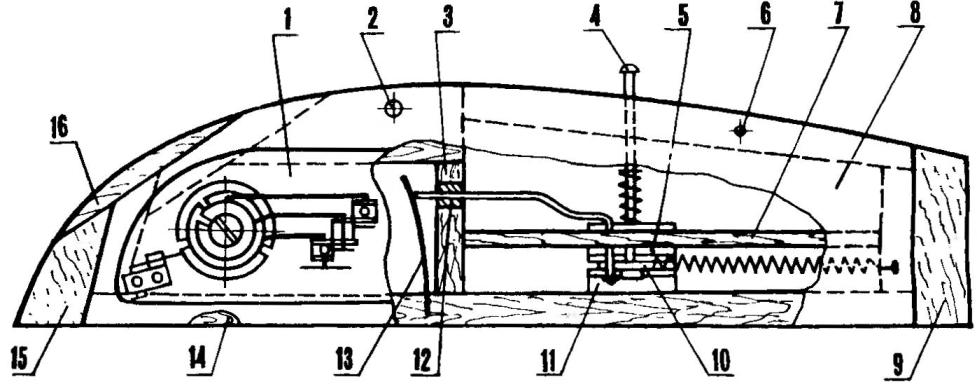
Упрощенная резиномоторная бобышка:
А — ступица в сборе; 1 — наконечник (титан); 2 — обтекатель (ткань СВМ, два слоя под углом 45°); 3 — катушка (Д16Т); 4 — распорная втулка (бронза, одним концом она упирается в передний подшипник в корпусе, другим— в наконечник); 5 — пружина-ограничитель (проволока ОВС 00,5); 6 — шайба (2х3х0,6, латунь ЛС59); 7 — шайба (3x6x0,5, латунь ЛС59); 8 — вал (проволока ОВС Ø3); 9 — задний подшипник 7×3 (передний подшипник 10×3 не показан); 10 — шайба (3x4x0,6, латунь ЛС59, 2 шт.); 11 — хлорвиниловая трубка; 12 — корпус (Д16Т); 13 — фиксатор положения ступицы (проволока ОВС Ø2); 14 — ось лопастей (проволока ОВС Ø2); 15 — контргайка М4х0,5 (Д16Т, 2 шт.); 16 —сухарь (Д16Т); 17 — основание (Д16Т); 18 — пружина (проволока ОВС Ø0,5); детали 3,12,17 окончательно дорабатываются слесарно после предварительной сборки
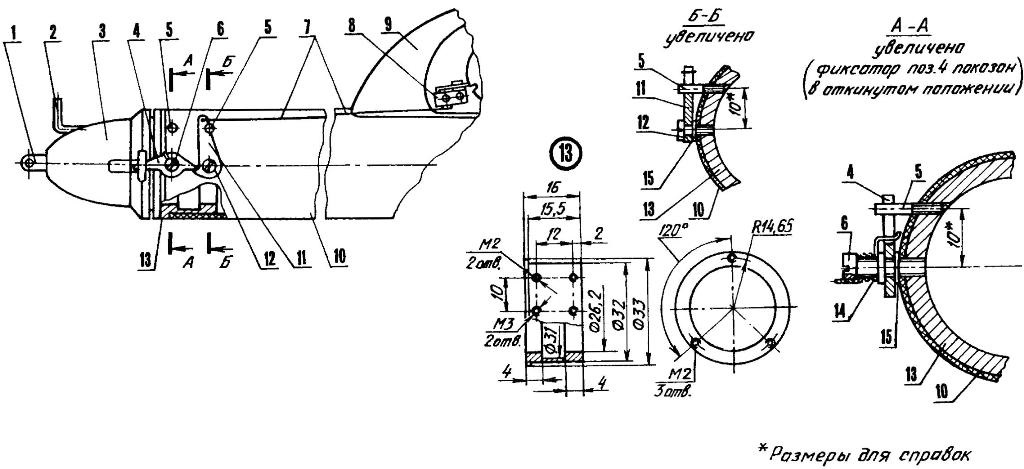
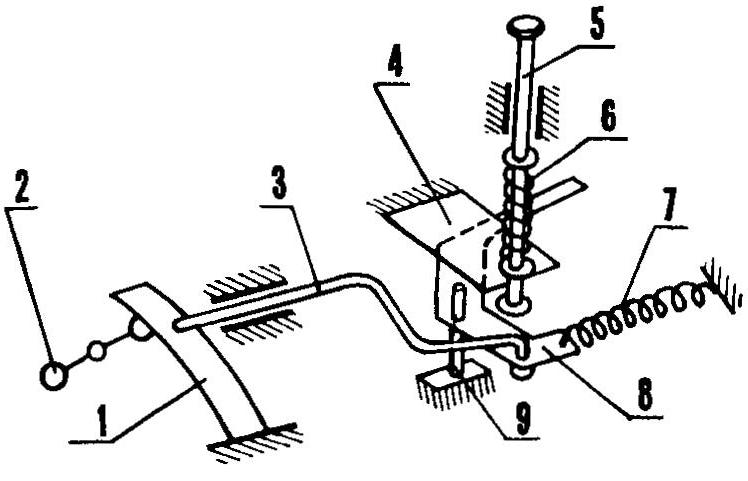
Механизм задержки вращения бобышки:
1 — наконечник; 2 — фиксатор положения ступицы; 3 — бобышка; 4,11 — рычаги (титан s1,5); 5 — упоры (М2, сталь Ø2); 6 — ось фиксатора (М2,5, латунь ЛС59); 7 — тяга (трос Ø0,4); 8 — ограничитель на таймере; 9 — пилон; 10 — моторная балка; 12 — ось рычага (латунь ЛС59); 13 — планшайба (Д16Т); 14 — пружина (проволока ОВС Ø0,3); 15 — шайбы (латунь ЛС59)
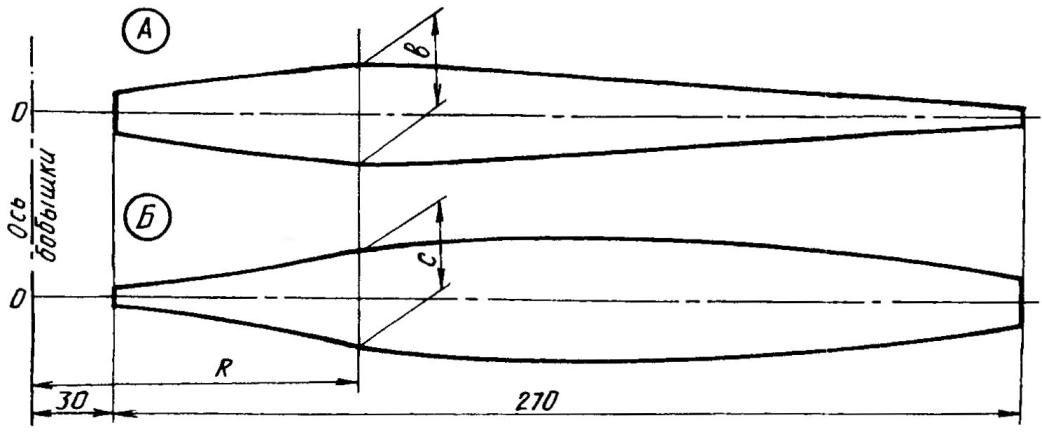
Шаблоны лопастей винта:
А — боковая проекция; Б — лобовая проекция
Для изготовления стенки лонжерона берут две бальзовые пластины (с вертикальными волокнами) толщиной 2 мм, склеивают их между собой через два слоя углеткани, один из которых идет на всю длину, а другой на половину длины центроплана. Заголовку после отверждения смолы распиливают на пилораме. К полученным стенкам лонжеронов приклеивают полки сечениями 2,5×0,6 мм в корне, 1,5×0,6 мм на конце центроплана (для «ушных» лонжеронов 1,2×0,4 мм на конце «уха», а стенка — бальза без углеткани). В лонжерон вклеивают отдельно отформованный контейнер под стыковочный штырь диаметром 3 мм. В месте его вклейки бальзу фрезеруют до углепластиковой стенки.
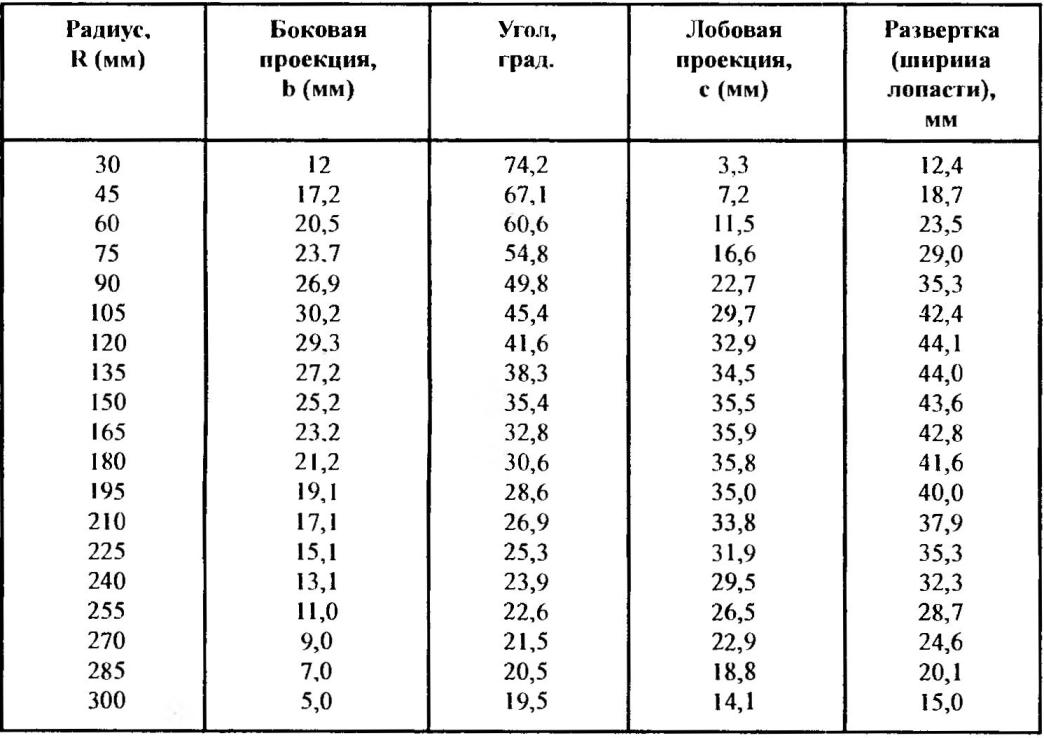
Таблица координат лопасти воздушного винта
Сборка крыла. Вначале к лобику (склеенной передней части консоли крыла, в которую входят кессон, лонжерон, носик и передняя кромка) на стапеле приклеивают «Циакрином» нервюры (с равномерным шагом 25—29 мм в зависимости от количества нервюр) и задние кромки. После снятия крыла со стапеля все стыки промазывают смолой КДА. Место стыковки центроплана и «уха» ошкуривают под углом. Превышение «ушей» — в пределах 90—100 мм. Стыки армируют стеклотканью толщиной 0,05—0,07 мм в два слоя. Так же стеклотканью покрывают торцевые нервюры с лобиком на всю длину хорды. К торцевой нервюре приклеивают пластинку текстолита толщиной 0,8 мм с отверстиями под передний и задний штыри и обрабатывают по профилю крыла. Готовый лонжерон от корня до середины обматывают нитью СВМ. Крыло обтягивают бумагой марки «полиэстер», покрывают двумя слоями эмалита и красят нитроэмалями.
ПИЛОН изготавливают следующим образом. Сначала выпиливают его боковины из фанеры толщиной 0,8 мм. В левой прорезают окно под четырехкомандный таймер, который обеспечивает выполнение пяти разных функций модели. Причем тяги 1 -й команды на руль направления и 1-й команды на стабилизатор сдублированы, так как они накидываются на кронштейн 1-й команды таймера.
По периметру правой боковины пилона приклеивают контур и перегородку из бальзовых реек сечением 15×6 мм.
Затем внутри пилона монтируют механизм стопорения, состоящий из рычага и двух тяг. Вклеивают блок из двух бальзовых вкладышей с целлулоидными шайбами. Между шайбами на оси из проволоки ОВС диаметром 1 мм закрепляют нажимной рычаг. Для удобства монтажа механизма стопорения параллельно нижней рейки контура вклеивают опору — рейку 3×3 из бальзы, на которую опирается стеклотекстолитовая пластина. После проверки надежности этого механизма приклеивают левую боковину, а с торцов — бальзовые бруски-обтекатели. Снизу контур пилона профилируют по обводу моторной балки. Готовый пилон покрывают лаком и красят.
БОБЫШКА состоит из корпуса, основания вала, наконечника, обтекателя и сухарей для крепления лопастей. Детали максимально упрощены и легко изготавливаются на любом школьном токарном станке. Корпус (неподвижный элемент бобышки) имеет в посадочном ободке отверстие для фиксатора положения ступицы и два запрессованных подшипника под вал. Ступица состоит из двух точеных деталей. В ней монтируют элементы фиксации лопастей (для осей пружин-ограничителей — проволока диаметром 1 мм, а для самих пружин — 0,5 мм), фиксатор положения из проволоки диаметром 2 мм, его возвратную пружину из проволоки диаметром 0,5 мм, распорную втулку, ось лопастей. Вал из проволоки диаметром 3 мм с двумя напаянными шайбами и хлорвиниловой трубочкой. При изготовлении деталей бобышки применяется стальная проволока типа ОВС. Фиксатор положения (на рисунке это не показано) имеет пронизывающий его насквозь поперечный штифт диаметром 1 мм, в который упирается (назад по полету модели) возвратная пружина.
ЛОПАСТИ подбирались в течение всего сезона. Выбор пал на конструкцию, разработанную московским спортсменом кандидатом в мастера спорта Алексеем Наумовым. На соревнованиях 1999 г. с моделями, оснащенными подобными лопастями, он дважды выходил в финал, в том числе на чемпионате России. Установив лопасти его конструкции на эту модель, удалось увеличить высоту взлета в среднем на 15 м. Лопасти выструганы из бальзы плотностью 0,2 г/см3, покрыты стеклотканью толщиной 0,03 мм на эпоксидной смоле. Из практики: установочные углы лопастей — 26° на радиусе 210 мм. Координаты для их построения приведены в таблице. Допустимое отклонение при изготовлении не более ±0,1 мм.
МЕХАНИЗМ ЗАДЕРЖКИ вращения бобышки состоит из двух титановых фиксаторов толщиной 1,5 мм, крепящихся на латунных осях к планшайбе. Передний фиксатор подпружинен. Планшайбу вклеивают в моторную балку. В торце она имеет три резьбовых отверстия: два — под винты регулировки выкосов бобышки и одно — для крепления фиксирующего штыря от проворота бобышки.
СБОРКА МОДЕЛИ. Ее ведут с использованием в основном эпоксидной смолы и начинают с хвостовой балки. Первым делом к ней приклеивают киль, который фиксируют двумя бамбуковыми штырями, вклеиваемыми одновременно с ним вертикально в хвостовую балку. Затем — площадку под стабилизатор, ограничитель углов поворота руля направления, обеспечивающий выполнение 1-й и 3-й команд (кроме того, дополнительно для надежности крепления его приматывают нитью СВМ). Так-же приклеивают ограничитель углов поворота руля направления катушечного типа, обеспечивающий выполнение 2-й команды.
В местах вывода тяг (они из капроновой лески диаметром 0,3 мм) крепят «циакрином» целлулоидные шайбы. Для обеспечения легкого скольжения тяг в зоне их вывода на стабилизатор в хвостовую балку вклеивают два горизонтальных бамбуковых штифта. Затем тяги протаскивают внутри балки (окончательную их длину подбирают после приклейки пилона).
Далее в моторную и хвостовую балки вклеивают фланцы и (пока смола не затвердела) выставляют их на стапеле в состыкованном виде (но не до упора!) для обеспечения соосности. После высыхания смолы стыкуют моторную и хвостовую балки и сверлят отверстие диаметром 6 мм под втулку стыковочного узла.
К моторной балке приклеивают пилон, соблюдая определенную последовательность. Сначала состыковывают моторную и хвостовую балки. Затем в первую вставляют резиномотор и фиксируют его втулкой стыковочного узла. С другой стороны за резиномотор цепляют вал бобышки и вставляют ее в моторную балку. Далее на хвостовую балку устанавливают стабилизатор и притягивают его резиновым кольцом диаметром 40 мм.
После этого, используя два стальных штыря — передний (основной) диаметром 3 и длиной 120 мм и задний (вспомогательный) диаметром 1 и длиной 40 мм, к пилону крепят (за счет плотной посадки) консоли крыла. На крыле отмечают положение требуемого центра тяжести (56 процентов САХ), после чего пилон с крылом притягивают резиновыми кольцами к моторной балке. Перемещая пилон вдоль нее, добиваются требуемой центровки модели (лопасти при этом должны быть сложены вдоль фюзеляжа). Отмечают положение пилона на моторной балке, зачищают шкуркой это место и приклеивают пилон. При этом следят, чтобы не было перекоса крыла и стабилизатора. После высыхания смолы ее натеки по периметру склейки ошкуривают и покрывают паркетным лаком.
РЕГУЛИРОВКА МОДЕЛИ. С помощью регулировки выкосов бобышки, руля направления, стабилизатора и времени отработки команд на таймере модель настраивают на взлет «с прострелом» 10 — 15 м (то есть на вертикальный взлет до снижения мощности, приводящий к сваливанию модели), после чего идет добор высоты по спирали (4—5 витков). Время раскрутки лопастей 40—45 с на тринадцати кольцах резины ФАИ. Высота взлета примерно 70 м.
И последнее. Соревнования не всегда проходят в идеальных погодных условиях. Бывает, что из-за порывов ветра и осадков модель, находящаяся в воздухе, теряется из виду и улетает в неизвестном направлении. Быстро обнаружить модель на месте падения удается только в том случае, если она снабжена хотя бы простейшим радиомаяком. Поэтому желательно предусмотреть на модели место для такого устройства, его надежное крепление и влагоизоляцию.
П. ХОРОШЕВ, тренер сборной юношеской команды
г. Москвы по свободнолетающим моделям
Рекомендуем почитать
 Внимание! Металл
Внимание! Металл
Отыскать скрытые металлические предметы, например, местонахождение водопроводных труб в земле или электропроводки в стене дома поможет вам чувствительный металлоискатель. Найдет он... СТРАХОВКА ДЛЯ ОЧКОВ
СТРАХОВКА ДЛЯ ОЧКОВ
Старые очки с плохо подогнанными дужками в момент наклона головы норовят упасть на пол. Чтобы этого не случилось, изготовьте себе или вашим близким простейшую страховку. Из скрепки или...