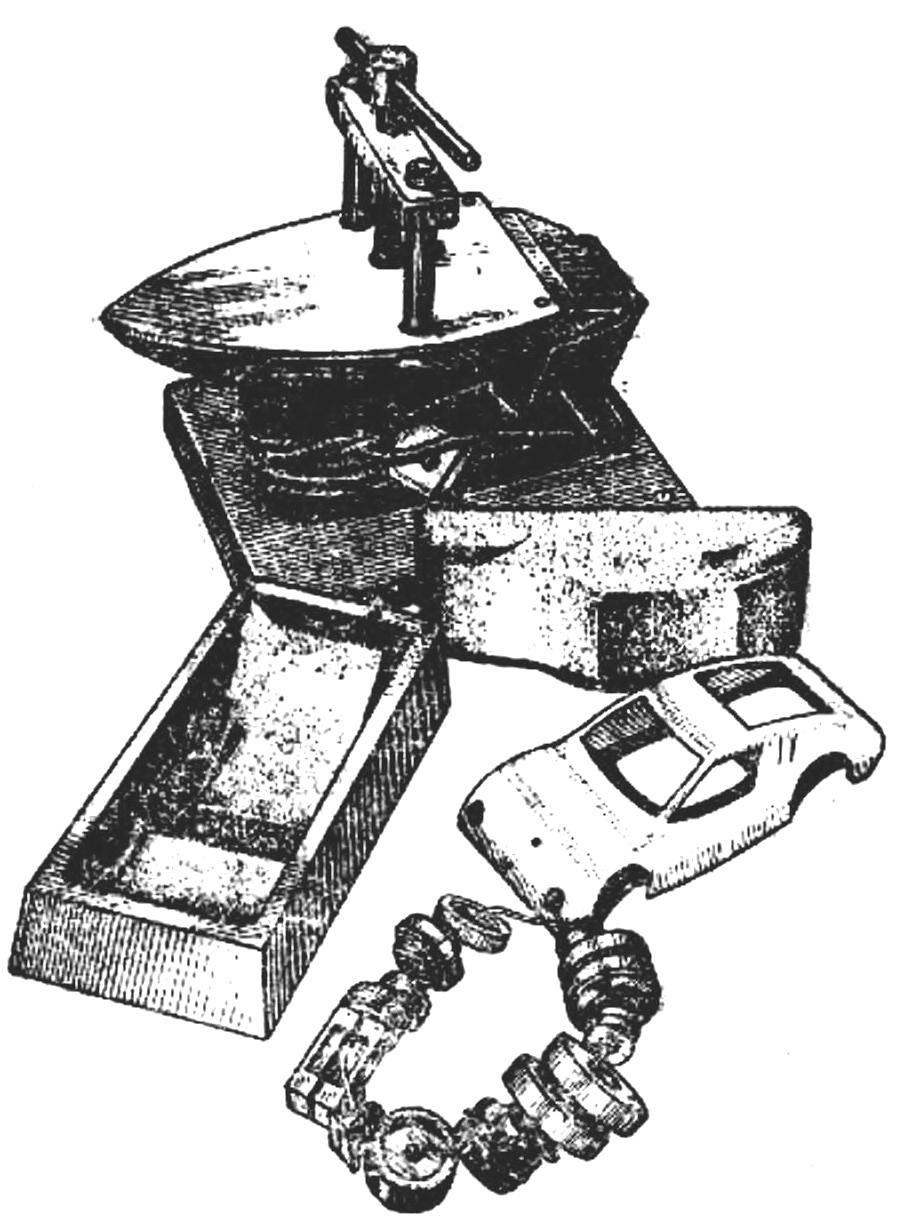
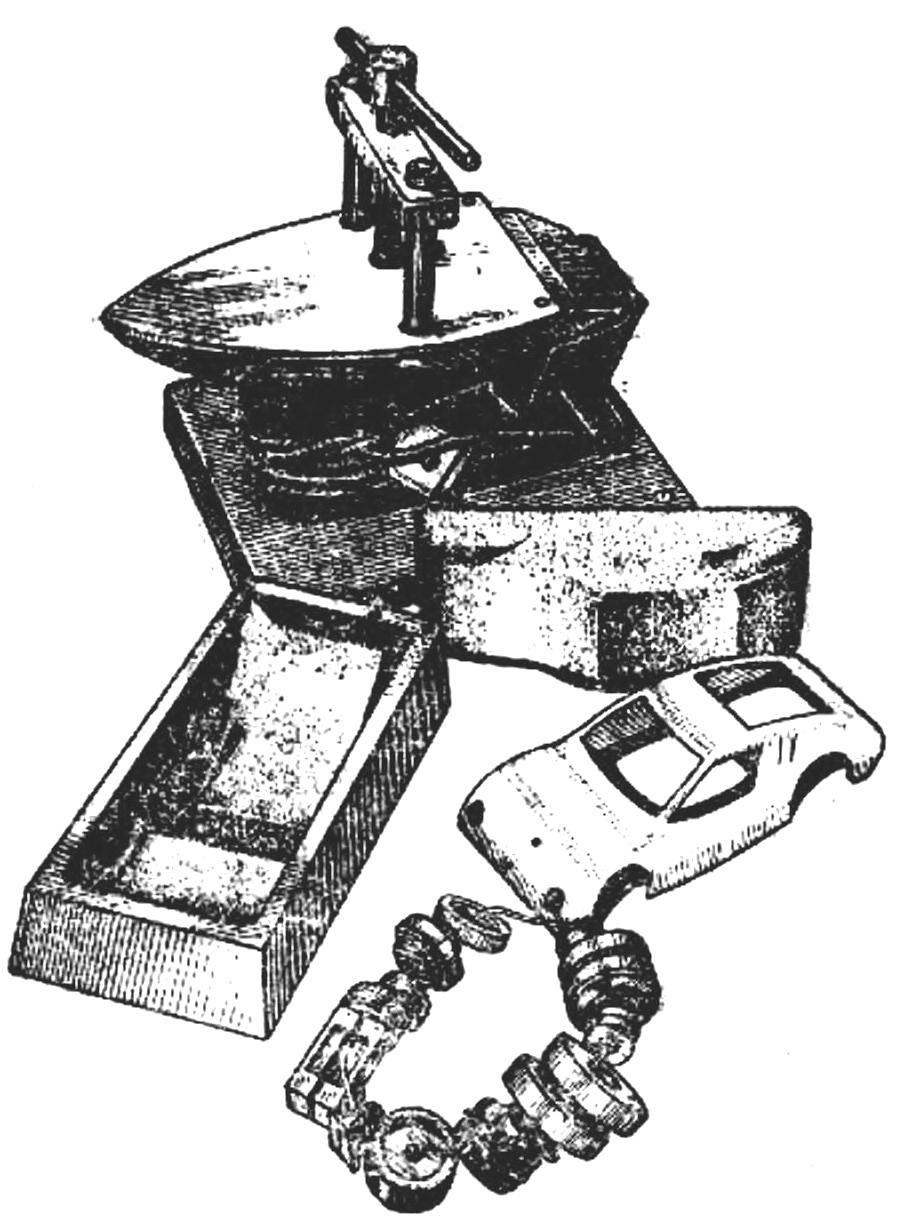
 Для ускорения постройки трассовой автомодели в кружке Талды-Курганской областной станции юных техников был создан комплект приспособлений:
Для ускорения постройки трассовой автомодели в кружке Талды-Курганской областной станции юных техников был создан комплект приспособлений:
— матрица и пуансон для штамповки корпусов;
— пресс-форма для плавки дисков и токосъемников;
— матрицы для варки передних и задних шин;
— вулканизатор.
Матрица и пуансон для штамповки корпусов из эпоксидной шпаклевки покрываются разделительным слоем. Из прокаленной стеклоткани (толщиной 0,1—0,2 мм) вырезаем три-четыре квадрата, обтягивающих пуансон с небольшим запасом. Затем эти квадраты промазываем эпоксидной смолой и накладываем поочередно на пуансон, разглаживая складки. В местах, где складки убрать не удается, ткань разрезаем и прижимаем один слой к другому. Пуансон со слоями стеклоткани помещаем в матрицу и сжимаем под прессом или в тисках.
После полного отвердения эпоксидной смолы (10—14 часов) формы прогреваем до 70—80°, а пуансон вместе с отформованным корпусом извлекаем из матрицы. С помощью ножа удаляем лишнюю стеклоткань и снимаем корпус с пуансона. Для получения жесткости корпус прогревается в сушильном шкафу при 110—120°.
За два занятия в кружке можно изготовить корпус для одной модели. При работе с эпоксидной смолой нужно соблюдать, технику безопасности: работать в резиновых перчатках, обязательна вентиляция.