Предложенное новаторами устройство не только облегчает проведение операции, но и повышает качество работы, а также производительность труда почти в два раза Приспособление имеет небольшие габариты (180Х120Х25 мм) и малый вес — всего 1,5 кг. Его можно применять и при выполнении обратной задачи — напрессовке подшипника. Для этого необходимо быстросъемную шайбу устройства установить под кулачок вала, надеть подшипник на вал и через специальную оправку напрессовать подшипник.
ПЕРОМ СКВОЗЬ… ЧУГУН
Для сверления отверстий в деталях из чугуна в последнее время все шире применяются твердоплавкие сверла, чаще всего напайные. Такое крепление режущей пластины затрудняет, а иногда вообще исключает их многократное использование.
Вот почему участники НТТМ из Куйбышевского станкостроительного производственного объединения, новаторы В. Стукалов и И. Клюшин предложили сборно-разборную конструкцию сверла со сменной твердоплавкой головкой, что сразу заметно увеличило срок службы инструмента.
Такое перовое сверло можно с успехом использовать для сверления отверстий в деталях не только из чугуна, но и из других материалов. Ею конструкция позволяет применять инструмент во всех моделях станков, предназначенных для обработки отверстий.
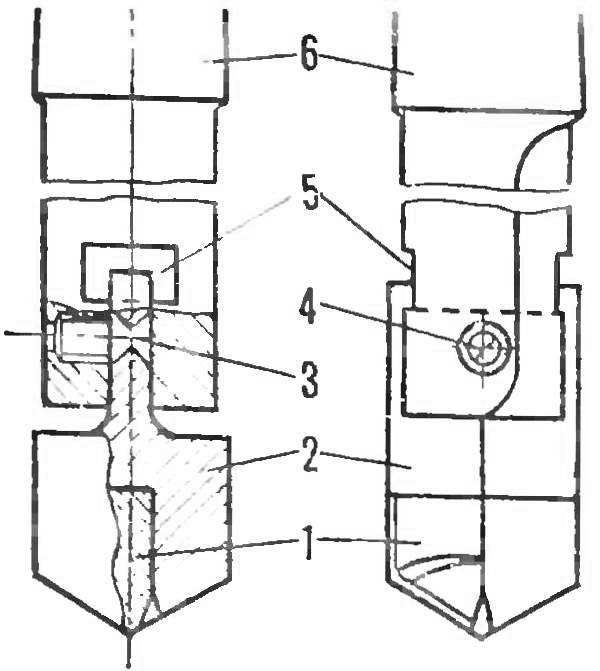
Сборное сверло:
1 — твердосплавная пластина, 2 — сверловочная головка, 3 — паз державки, 4 — фиксирующий винт, 5 — лыски, 6 — державка.
Новое сверло состоит из державки и вставного перового режущего элемента. Державка имеет продольный паз и поперечные лыски, облегчающие закрепление сверла и фиксацию его строго по оси конуса Морзе, в котором зажимается инструмент.
Сама перовая сверловочная головка также составная: она собирается из двух частей — корпуса и впаянной пластины из твердого сплава. Конец корпуса выполнен плоским — он входит в паз державки. При сборке инструмента соответствующий паз на корпусе сверла находит на лыски державки, тем самым центрируя ось перового сверла а двух плоскостях по центру посадочного конуса Морзе. Крепление насадки к державке производится винтом, который поджимает перовое сверло к опорной плоскости державки.
Заточка нового сверла может производиться как в сборе с державкой, так и отдельно. В последнем случае появляется возможность быстро сменить притупившуюся режущую головку на новую и продолжать работу, что способствует повышению производительности труда и качества сверловочных операций. В целом внедрение сборного сверла дает немалый экономический эффект — 6 тыс. руб. в год.
В ОБЪЯТИЯХ — МЕТАЛЛ
Как ни странно, но в большинстве существующих приспособлений, с помощью которых можно вынуть, например, из электрической ванны или нагревательной печи полые детали, удерживающая часть действует по принципу объятий, то есть охватывает деталь снаружи.
А вот на Рязанском станкостроительном заводе для этих целей применено устройство, позволяющее брать деталь «изнутри», причем независимо от того, горячая ли она, холодная или мокрая. Оно оказывается особенно незаменимым там, где внешняя поверхность заготовки получается фигурной или если приходится иметь дело с тонкостенными, боящимися внешних воздействий деталями.

 Можно с уверенностью сказать: нет ни одной отрасли народного хозяйства нашей страны, где не вносили бы свой творческий вклад в выполнение решений XXV съезда партии, заданий пятилетки комсомольцы и молодежь. Десятки тысяч конструкторских разработок молодых энтузиастов технического творчества, рационализаторов и изобретателей, внедренные в промышленность, сельское хозяйство, строительство и транспорт, способствуют ускорению научно-технического прогресса, досрочному выполнению пятилетки. Лучшие из них были представлены на Центральной выставке НТТМ-80 в Москве.
Можно с уверенностью сказать: нет ни одной отрасли народного хозяйства нашей страны, где не вносили бы свой творческий вклад в выполнение решений XXV съезда партии, заданий пятилетки комсомольцы и молодежь. Десятки тысяч конструкторских разработок молодых энтузиастов технического творчества, рационализаторов и изобретателей, внедренные в промышленность, сельское хозяйство, строительство и транспорт, способствуют ускорению научно-технического прогресса, досрочному выполнению пятилетки. Лучшие из них были представлены на Центральной выставке НТТМ-80 в Москве.