 Не только у судостроителей возникает необходимость в разовых, единичных стальных отливках тех или иных деталей. В этих случаях по существующей технологии приходится предварительно делать деревянные модели для получения наружного отпечатка в литейной форме и стержневые ящики для образования внутренних полостей отливки. Трудоемкость изготовления модельных комплектов в три-пять раз превышает трудоемкость изготовления самой отливки.
Не только у судостроителей возникает необходимость в разовых, единичных стальных отливках тех или иных деталей. В этих случаях по существующей технологии приходится предварительно делать деревянные модели для получения наружного отпечатка в литейной форме и стержневые ящики для образования внутренних полостей отливки. Трудоемкость изготовления модельных комплектов в три-пять раз превышает трудоемкость изготовления самой отливки.
Для уменьшения ее и снижения себестоимости разовых стальных отливок новаторы П. Кравченко, М. Брызгалов, В. Видика предложили делать модели не из дерева, а из пенополистирола. При этом не нужно извлекать модель из формы перед заливкой, так как под действием раскаленного металла пенопласт переходит в газообразное состояние и «испаряется» через поры и отверстия формы.
Новый способ литья из сплавов черных и цветных металлов по пенополистироловым моделям обладает и другими преимуществами. Этот материал легко формуется, а значит, можно получать отливки сложных конфигурации. Способность «испаряться» позволяет делать формы неразъемными, а это, в свою очередь, почти на 30% сокращает объем обрубных и зачистных работ.
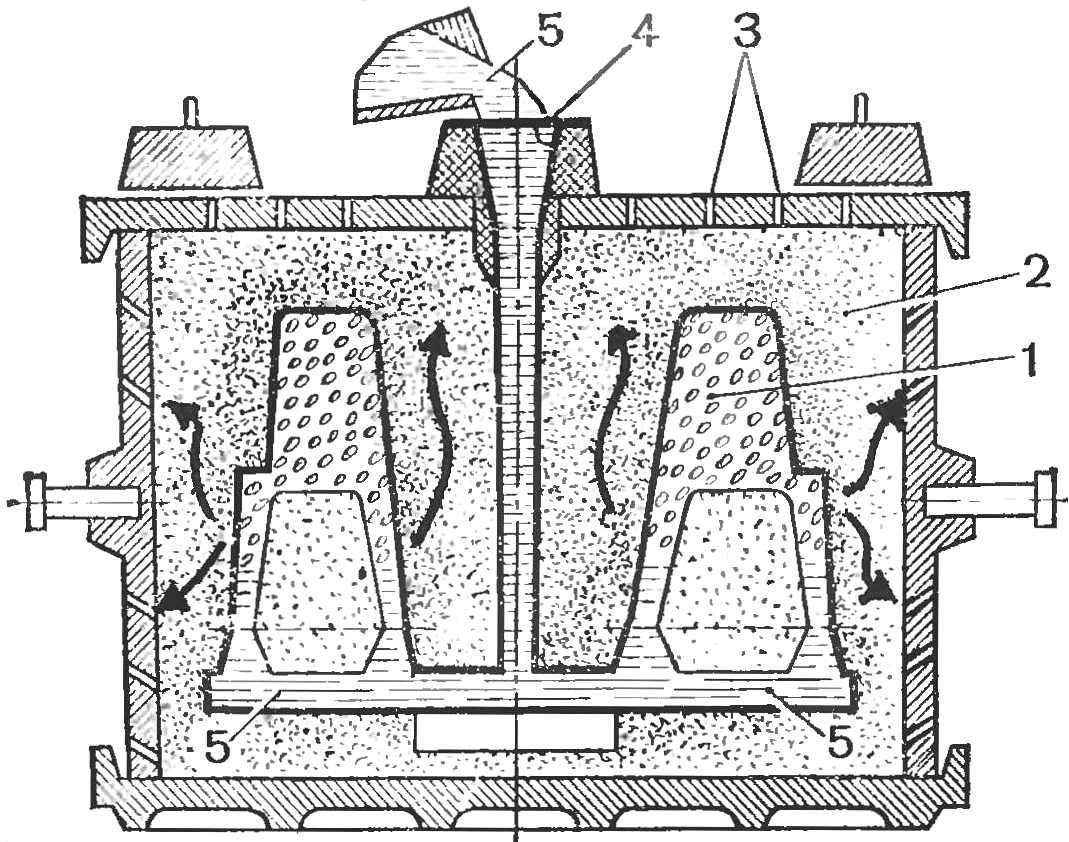
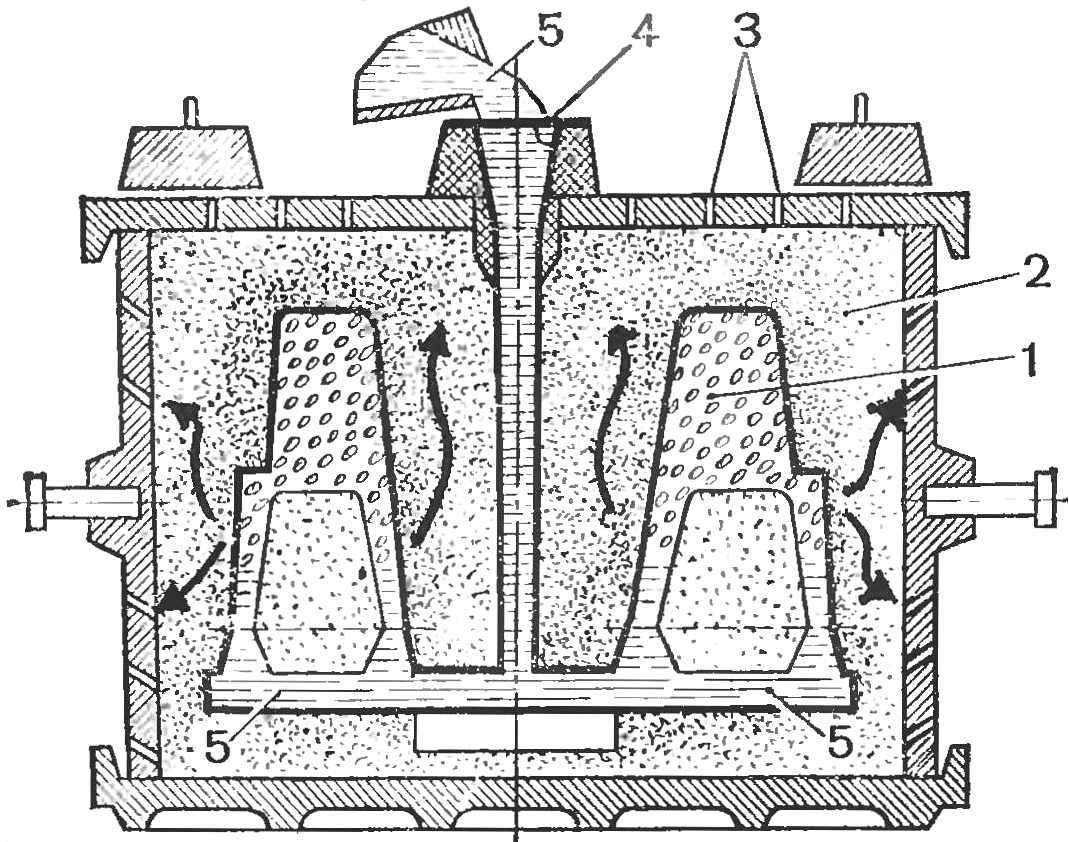
В литейной форме — «пеномодель»:
1 — пенополистирольная модель; 2 — форма; 3 — газовыводящие отверстия; 4 — литьевое отверстие; 5 — жидкий металл.
Трудоемкость формовочных и стержневых операций сокращается на 50%, а изготовления самих литейных моделей — в два и более раза. К этому можно добавить, что пенополистирол не дефицитен и в полтора-два раза дешевле дерева.
Немаловажное его достоинство и в том, что он не усыхает, не набухает от влаги. Это исключает коробление моделей и стержневых ящиков при транспортировке и особенно хранении.
Новый технологический процесс позволяет во многих случаях отказаться от отдельно изготовляемых и устанавливаемых в форму песчаных стержней: они используются только для выполнения небольших горизонтальных отверстий.
Внедрение пенопластовых моделей в литейное производство только на одном предприятии обеспечивает экономический эффект около 30 тыс. рублей в год.
Рекомендуем почитать
 ДА БУДЕТ СВЕТ!
ДА БУДЕТ СВЕТ!
Фара и «динамо» — хорошее дополнение к велосипеду, позволяющее совершать поездки вечером или рано утром, когда на улице еще темно. Генератор прекрасно работает, но со временем в... Платформа для собак на каяк
Платформа для собак на каяк
Моя дочь любит брать с собой свою собаку на каяках, и хотя он достаточно мал, чтобы поместиться с ней в кабину, ему нравится стоять на палубе, но из-за того, что она округлая и немного...
