
Прогресс техники малотоннажного судостроения в последние годы особенно ощутим. На смену всем знакомой дюралюминиевой «Казанке», которая верой и правдой служила нам два десятилетия подряд, в продаже сразу появилось множество различных мотолодок, и у потребителя просто глаза разбежались. Корабелы-любители тоже не сидели сложа руки. Они «отправили в плавание» много интересных судов совершенно новых для нас типов, в первую очередь — с обводами «крыло чайки» и «глубокое V». Стали интенсивно строиться многокорпусные суда — катамараны и тримараны. Смелее начали экспериментировать спортсмены-водномоторники и добились крупного успеха: в конце 1972 года ими установлено несколько официальных мировых рекордов на судах собственной конструкции.
Все это стало возможным в первую очередь благодаря освоению технологии постройки корпусов из стеклопластика. Широкий круг сравнительно малоквалифицированных любителей овладел «секретами» сложных современных обводов, выполнение которых из «традиционных» материалов — дерева и металла — было бы неосуществимо.
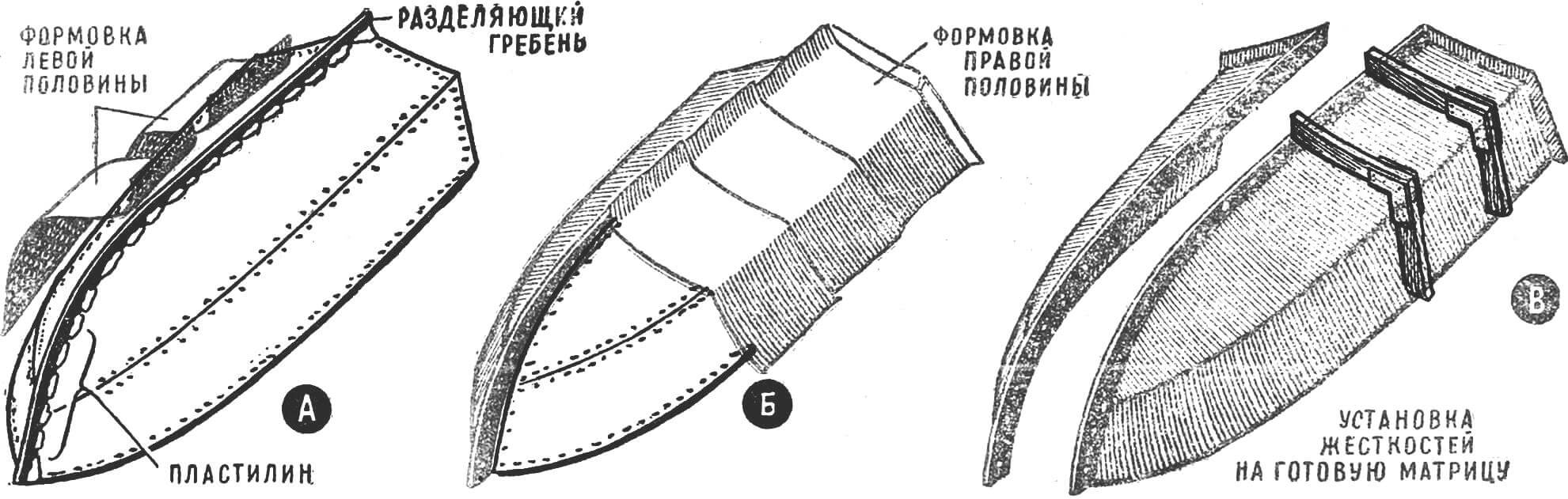
а — установка разделительного гребня из фанеры или жести по килю с помощью пластилина и формовка левой половины; б — разделительный гребень снят; формовка правой половины выполняется с использованием в качестве упора фланца левой половины; в — установка ребер жесткости на отформованные половинки матрицы. После сборки ребра приформовываются к поверхности матрицы полосками стеклоткани.
Как известно, чтобы сделать корпус из стеклопластика, нужна форма («матрица») или в крайнем случае «мастер-модель» («болван»). А для их изготовления требуются высокая квалификация, большой опыт и внимание. Не имея всего этого, любители частенько идут по пути наименьшего сопротивления, копируя уже известные образцы промышленного изготовления. Именно так появились матрицы широко известного английского катера «Турбокрафт». Некоторые любители снимали матрицы с катеров «Прогресс» и клеили в них корпуса (рис. 1). Понятно, что при такой технологии элемент творчества сводится почти к нулю, хотя, как об этом будет сказано ниже, в ходе «переклейки» можно получить изделие даже с более высокими качествами, чем у образца. Например, при копировке катера «Прогресс» путем незначительного изменения обводов удалось улучшить не только внешний вид, но и ходовые качества катера. При известной изобретательности можно, почти не изменяя основных размерений судна, придать ему большую килеватость, увеличить наклон форштевня, высоту бортов и т. д. Но для этого нужна хоть какая-то подходящая матрица. А как быть, если ее нет? В этом случае придется начинать от нуля: сначала изготовить «болван», затем снять с него матрицу и клеить в ней корпуса (рис. 2). Однако такая технология рациональна только при изготовлении большого количества корпусов, например для пионерского или спортивного лагеря. Ведь затраты времени и средств при этом довольно велики, а для любителей, которым надо построить один-два корпуса, просто нецелесообразны. Значит, нужно делать не «болван», а ходовой экземпляр лодки, с которого после серии испытаний и доводок снять матрицу. Таким образом, производственные затраты сократятся вдвое, не говоря уже об экономии времени.
ГЛАВНОЕ О «СТРЕЛКЕ»
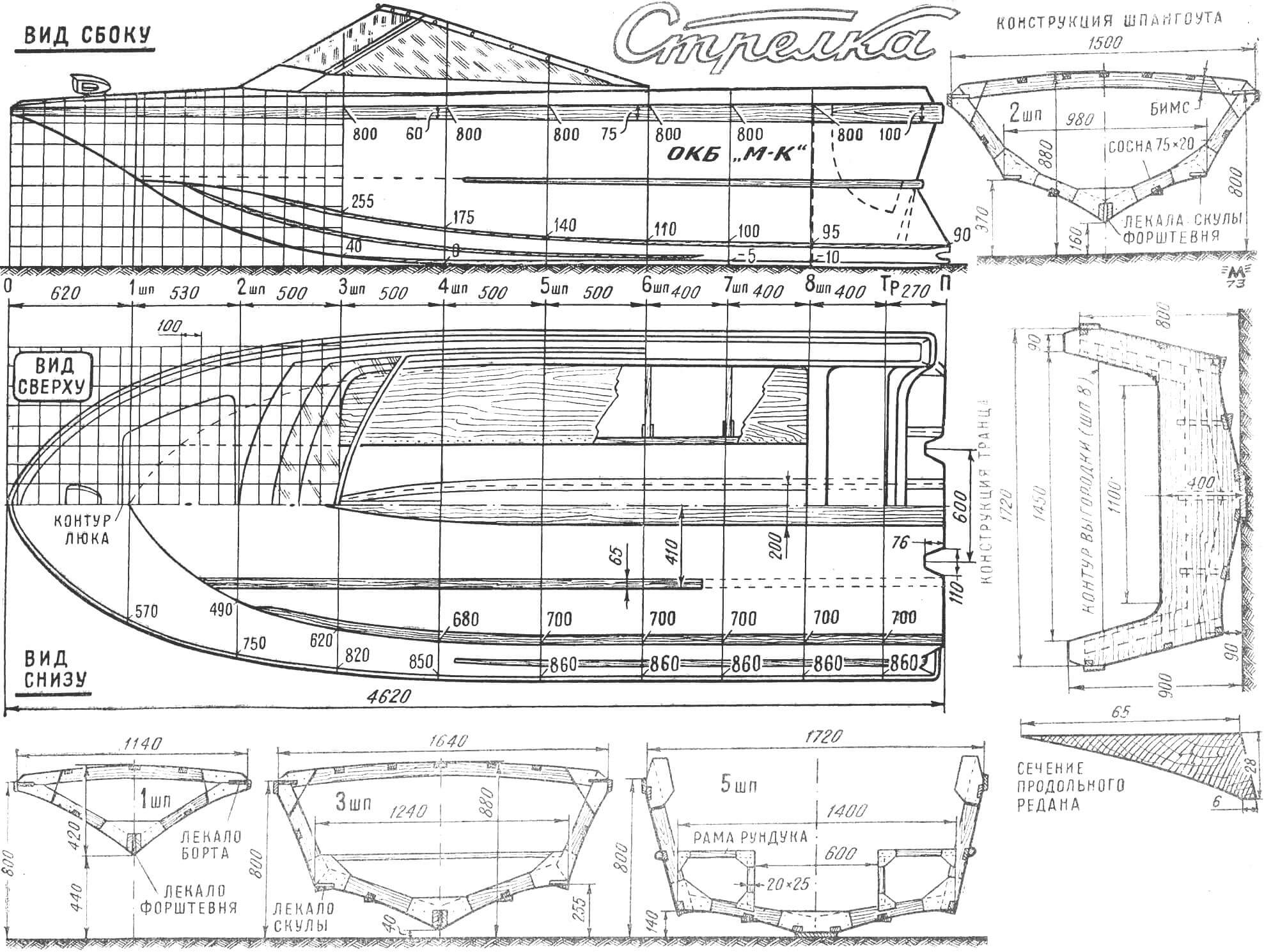
Мы описываем здесь изготовление именно такого ходового образца, снять матрицу с которого может даже малоквалифицированный любитель. В основу проекта положен тип мотолодки под один или два подвесных мотора, получивший в последние годы широкое признание. Примененные обводы «глубокое V» в сочетании с большим развалом бортов по всей длине и «атакующей» линией форштевня позволили получить очень высокие ходовые качества. Так, «Стрелка» совершенно не боится встречной косой волны и не склонна к рысканию на попутной волне; поперечные волны она преодолевает мягко, без ударов, зарывания и потери скорости. На гладкой воде «Стрелка» благодаря широким продольным реданам и килевой «площадке» мало уступает плоскокилеватым глиссирующим судам. Можно сказать, что она является логическим развитием уже широко известной мотолодки «Волжанка», созданной нашим ОКБ несколько лет назад. Вот основные данные новой лодки: длина наибольшая — 4,5 м, ширина наибольшая — 1,7 м, длина по ватерлинии — 3,6 м, ширина по ватерлинии — 1,42 м, высота борта по миделю — 0,7 м, пассажировместимость — 5 человек, тип двигателя — 2Х «Вихрь-20» («Нептун»), скорость с одним водителем — 52 км/ч, скорость с полной нагрузкой — 45 км/ч, мореходность — до 4 баллов, килеватость: на транце — 14°, на миделе — 25°, кокпит открытого типа, 2,5X1,4 м, предусмотрен брезентовый тент от кромки ветрового стекла до рецесса. Возможно устройство невысокой жесткой надстройки (каюты). При этом внутри получаются два комфортабельных спальных места. Для установки моторов в кормовой части сделана выгородка (рецесс) с самоотливным корытом, под которым образуется просторный багажник для топливных бачков, инструментов и т. п.
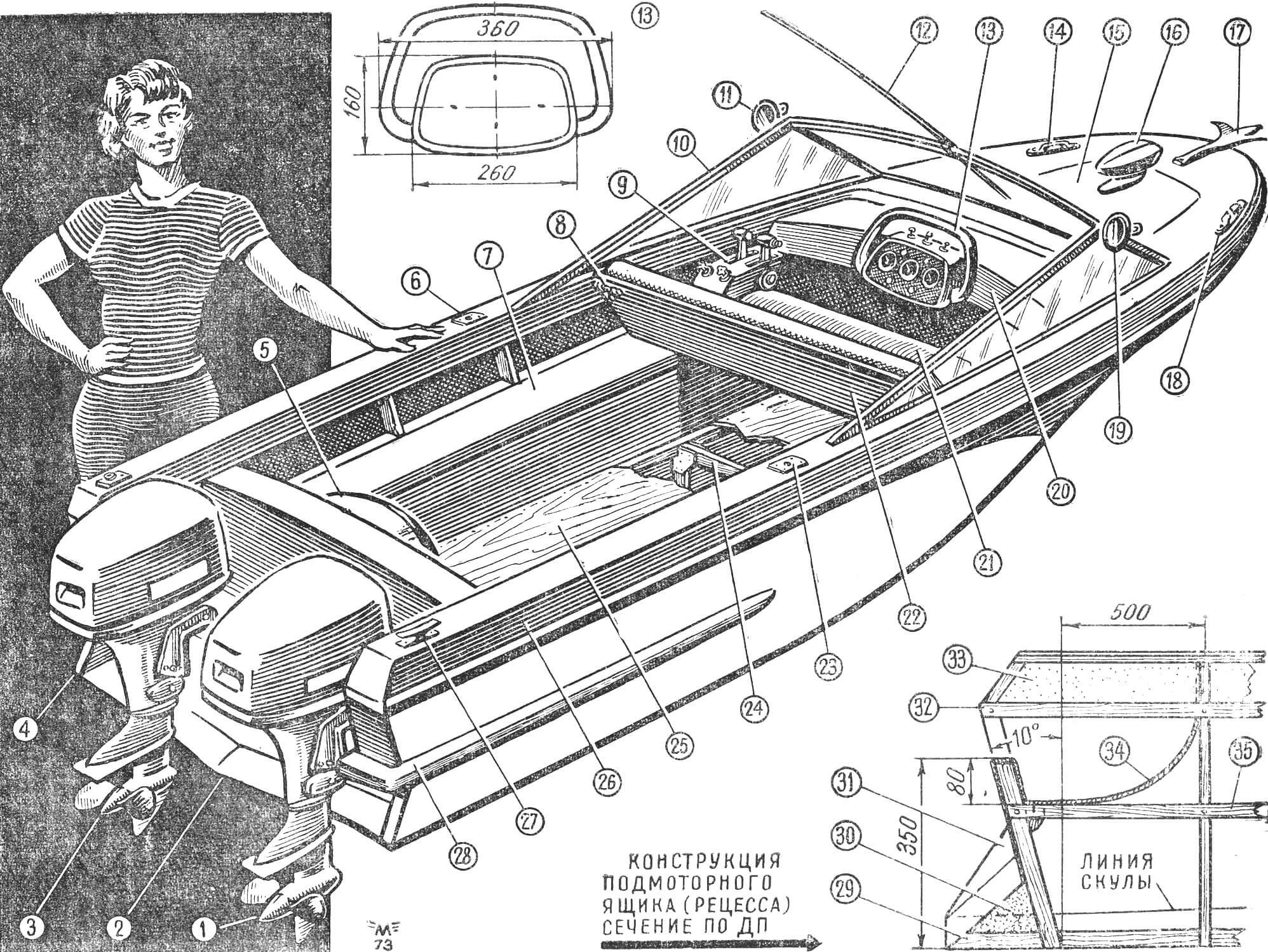
1 — правый мотор; 2 — гидродинамический подпятник; 3 — левый мотор; 4 — несущий угольник подпятника; 5 — спасательный круг; 6 — подуключина левая; 7 — рундук левый; 8 — шпингалет спинки переднего сиденья; 9 — блок рычагов управления моторами; 10 — металлическая рама ветрового стекла; 11 — левое зеркало заднего вида и электронная отмашка; 12 — антенна радиоустановки; 13 — рулевой бар; 14 — киповая планка левая; 15 — грузовой люк; 16 — комбинированный блок ходовых огней; 17 — носовая утка; 18 — киповая планка правая; 19 — правое зеркало заднего вида и электронная отмашка; 20 — бимс кокпита передний; 21 — диван переднего сиденья; 22 — откидная спинка переднего сиденья; 23 — подуключина правая; 24 — рамка правого рундука (обшивка вскрыта); 25 — правый рундук; 26 — объемный декоративный фальшборт; 27 — утка; 28 — привальный брус; 29 — киль; 30 — заполнитель подпятника (пенопласт); 31 — несущий подпятник; 32 — привальный брус; 33 — заполнитель объема декоративного фальшборта (пенопласт); 34 — корыто рецесса (фанера 3-мм); 35 — бортовой стрингер.
Палуба, закрывающая носовую часть корпуса, имеет между шпангоутами 1 и 3 водонепроницаемый люк размером 750X880 мм, очень удобный для погрузки снаряжения при дальних плаваниях (рис. 3 и 4). Люк служит также для вентиляции носового отсека, а при движении на веслах в нем располагается передний гребец. Место заднего гребца — в кокпите, на откинутой спинке переднего дивана. Наличие двух мест для гребли выгодно отличает «Стрелку» от мотолодок «Прогресс», «Нептун» и др., которые имеют только одну пару подуключин. Вдоль бортов внутри кокпита встроены продольные рундуки, под крышками которых удобно хранить туристское снаряжение, а в передней части располагается съемный поперечный диван для водителя и одного пассажира. При устройстве спальных мест спинка откидывается назад, а в рабочем положении закрепляется двумя шпингалетами к фальшборту.
Фальшборт «Стрелки» выполнен в виде объемно-декоративного элемента из пенопласта, оклеенного стеклотканью; он идет выше буртика в кормовой части на 100 мм, уменьшаясь к форштевню до 35 мм, что придает очертаниям корпуса изящный и динамичный вид. Кроме того, количество пенопласта, потребное для изготовления такого фальшборта, обеспечивает плавучесть корпуса (в горизонтальном положении) при заполнении его водой. Из этих же соображений спасательный круг на «Стрелке» располагается в задней части кокпита, а не на носу, как обычно принято.
Дистанционное управление выполнено по весьма оригинальной и рациональной схеме: рулевое колесо скомбинировано с приборным щитком и пультом управления электросистемой. За рубежом для подобных конструкций принято название «рулевой бар».
ТЕХНОЛОГИЯ ПОСТРОЙКИ КОРПУСА
Корпус имеет деревянный каркас и комбинированную обшивку: в кормовой части — фанера, а в носовой, имеющей сложные обводы двойной кривизны, — стеклоткань марки АСТТБ по поверхности пенопласта, вклеенного в проемы каркаса.
Последний слой стеклоткани наклеивается по всей наружной поверхности корпуса, включая транец и рецесс. Изнутри деревянные части каркаса обрабатываются противогнилостным составом (10%-ный водный раствор фтористого натрия), хорошо просушиваются и покрываются горячей олифой или водостойкой краской.
а — установка ленал на продольную доску — стапель; б — заполнение промежутков и крепление обрешетки из тарных дощечек; в — обмазка промежутков глиноцементной смесью (или пластилином): г — окончательная отделка поверхности; в случае применения глиноцементной смеси выполняется алебастром.
Заготовка необходимых материалов должна быть произведена заблаговременно. Бруски и рейки связывают пачками по 10—15 штук и сушат, повесив под потолком в теплом помещении. Шпангоутные рамки склеивают водоупорным клеем на плазовых щитах. После склейки, поворачивая их с левой стороны на правую, проверяют точность изготовления и исправляют обнаруженные ошибки. Профиль «крыло чайки» наносят на готовый шпангоут и аккуратно вырезают его мелкозубой выкружной пилой (рис. 5). Так же собирается транцевая доска, которую с наружной стороны обшивают фанерой сплошь, а с внутренней — ставят сквозную поперечную подмоторную доску, стойки для «корыта» рецесса и косынки по углам для жесткости. На каждой шпангоутной рамке наносят линию ДП, линию шергеня и порядковый номер шпангоута с обеих сторон.
Сборку корпуса удобнее вести вверх килем на рамном стапеле (см. рис. 5). Установив на нем с помощью шергень-планок шпангоутные рамки по нитке или проволоке, протянутой вдоль стапеля, привертывают шурупами к торцовым поперечинам первый шпангоут и транцевую доску. После установки всех шпангоутных рамок их временно скрепляют гибкими рейками 25X8 мм и выравнивают, исправляя возможные погрешности. Необходимо, чтобы плоскости шпангоутов были строго перпендикулярны стапелю, а отметки ДП на шпангоутах лежали точно в ДП стапеля. После окончательной установки размечаются пазы для врезки продольных элементов набора: киля, скуловых брусьев и стрингеров, а также серповидных лекал из фанеры толщиной 12 мм, которые образуют контур носовой части корпуса по борту и скуле. Применение таких лекал вместо традиционного изгибания привальных и скуловых брусьев очень упрощает работу и позволяет получить совершенно симметричную форму правой и левой частей корпуса. Лекала соединяются с привальными и скуловыми брусьями «на ус», как показано на рисунке 5. Киль и стрингеры крепятся в пазах шпангоутов на клею и шурупах, головки которых следует утопить. Каркас перед установкой обшивки тщательно малкуется. Для этого нужны мелкие рубанки («блошки»), сапожные рашпили и острые стамески. Правильность малковки проверяют гибкой рейкой, прикладывая ее к каркасу по основным строительным линиям.
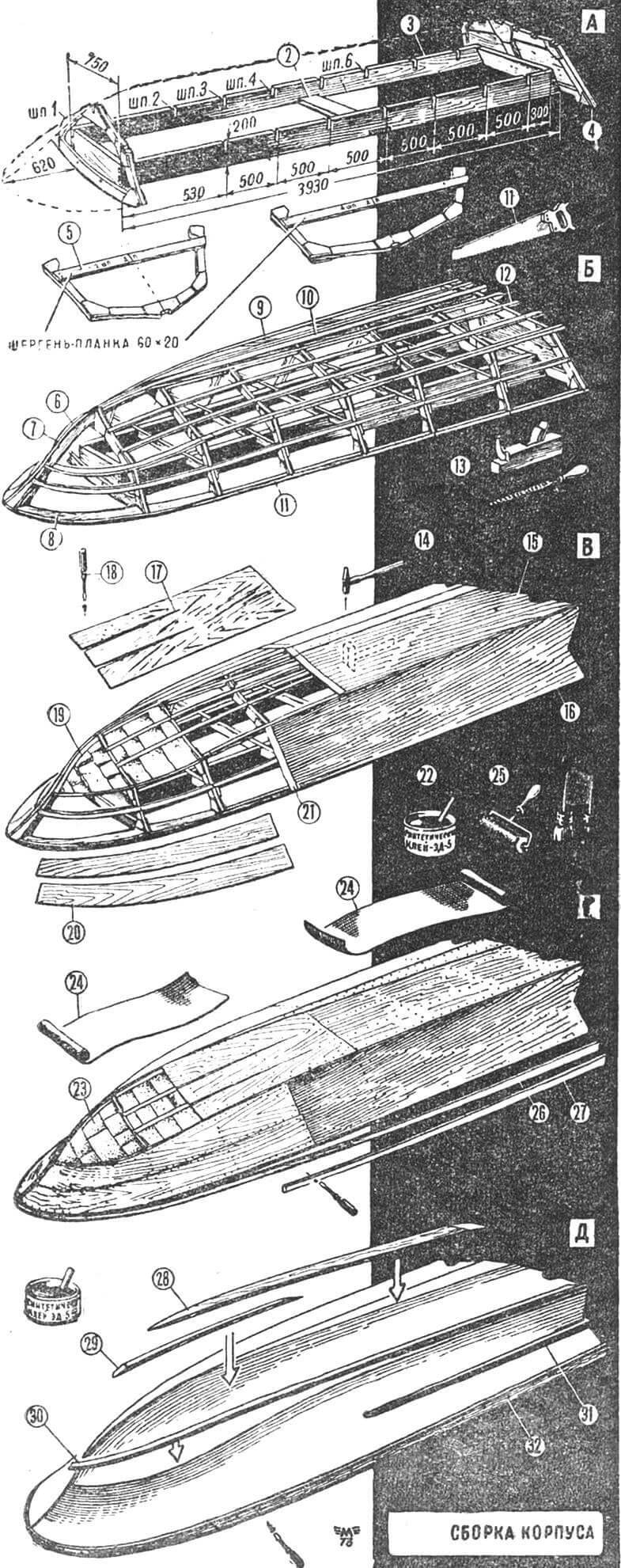
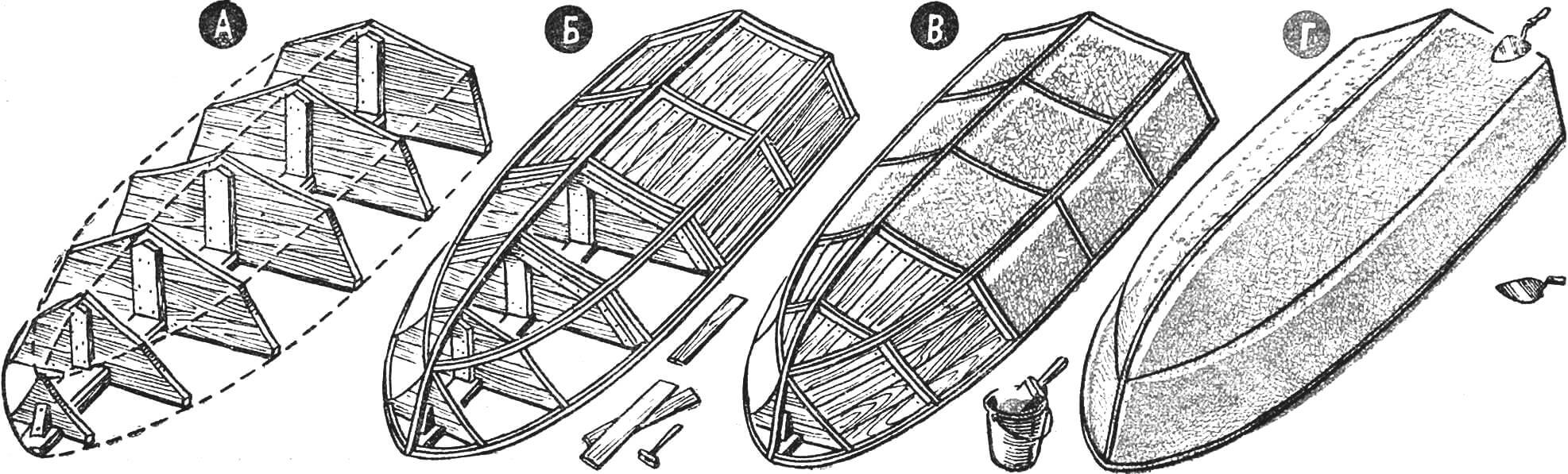
А — изготовление рамного стапеля, крепление к нему шп. I и транцевой доски. Разметку прорезей для установки шпангоутов № 6, 7, 8 и Тр. производить в соответствии с чертежом на стр. 12.
Б — врезка продольных элементов набора (для упрощения рисунка количество шпангоутов показано меньшим).
В — обшивка фанерой (от транца к форштевню); передние шпанции набора уже заполнены пенопластом.
Г — оклейка стеклотканью. Укладка слоев: первый — вдоль корпуса, второй — поперек, третий — вдоль.
Д — установка продольных реданов, килевой доски, буртиков и отбойных брусьев.
1 — шпангоут № 1, привинченный к торцовой стенке стапеля; 2 — центральная поперечина стапеля; 3 — продольная стенка стапеля; 4 — транцевая доска, привинченная к задней торцовой стенке стапеля (угол 10°); 5 — шпангоут № 2 в собранном виде с привинченной к нему шергень-планкой; 6 — лекало форштевня, фанера толщиной 8—10 мм; изготовляемая по масштабной сетке чертежа на стр. 12; 7 — лекало скулы; 8 — лекало борта (изготовляется аналогично форштевню); 9 — скуловой брус (сосна 25×25); 10 — килевые бруски (сосна 25×25); 11 — привальный брус (сосна 25X25); 12 — выступающая за транец часть донных брусков продольного набора (для образования подпятника); 13 — инструменты для малковки набора; 14 — клепка гвоздями «в загиб» — нижний (поддерживающий) молоток должен быть в 2 — 3 раза тяжелее верхнего; 15 — подпятник; 16 — бортовая панель обшивки; 17 — прорези («вытачки») в листах носовой обшивки; 18 — инструмент для крепления обшивки; 19 — пенопластовые блоки, вклеенные в каркас; 20 — серповидные листы обшивки борта; 21 — стык листа обшивки, выстроганный «на ус»; 22 — банка для клея (жестяная тара из-под сельди); 23 — пенопласт, подготовленный к оклейке; 24 — стеклоткань; 25 — инструменты для формовки; 26 — подушка под буртик (сосна, ель); 27 — буртик (дуб, ясень); 28 — килевая доска, толщиной 10 мм (лиственница, дуб); 29 — короткий продольный редан; 30 — длинный (скуловой) продольный редан; 31 — отбойный брус; 32 — установленный на место буртик.
Фанерную обшивку крепят на водостойком клею, гвоздях (по стрингерам) и шурупах (по шпангоутам) в такой последовательности: сначала — борта от кормы к носу, затем — днище в такой же последовательности, а после того, как корпус будет снят со стапеля и повернут килем вниз, — палуба, фальшборты, рундуки. Склейка пенопласта марки ПС производится только эпоксидной смолой, пенопласт марки ПХВ можно клеить также полиэфирной смолой. При оклейке в смолу желательно добавлять аэросил (25 г на 1 кг). Оклейку корпуса стеклотканью рекомендуется провести за один прием, без перерывов в работе, накладывая последующие слои сразу же после тщательной приторцовки жесткой кистью предыдущих слоев. Кисть по мере надобности окунают в смолу и втирают ее там, где ткань пропиталась недостаточно. Наложив последний слой, необходимо внимательно осмотреть поверхность и удалить пузырьки воздуха из-под ткани, прокалывая их тонким шилом и проторцовывая кистью. Чем тщательнее будет выполнена эта работа, тем чище получится поверхность корпуса. А пузыри имеют неприятную особенность — внезапно появляться в процессе полимеризации смолы от внутренних реакций в течение 1 — 2 часов после наклейки последнего слоя. Сушка должна продолжаться не менее двух суток при температуре воздуха в помещении от 20 до 30°. После чего производится ошкуривание поверхности дна и бортов.

Во время испытания корпусов с обводами «глубокое V» было замечено, что при сбрасывании газа они резко «осаживаются», и глиссирование прекращается. Чтобы снова вывести судно на глиссирующий режим, требовался довольно продолжительный разгон. Тогда решили попробовать, как будет вести себя подобный корпус, если вдоль киля укрепить лыжу шириной 150—200 мм, наподобие той, которой пользуются спортсмены для прыжков с воднолыжного трамплина. (Напомним читателям, что опыты по установке быстроходных катеров на две лыжи уже делались ранее и дали весьма обнадеживающие показатели.)
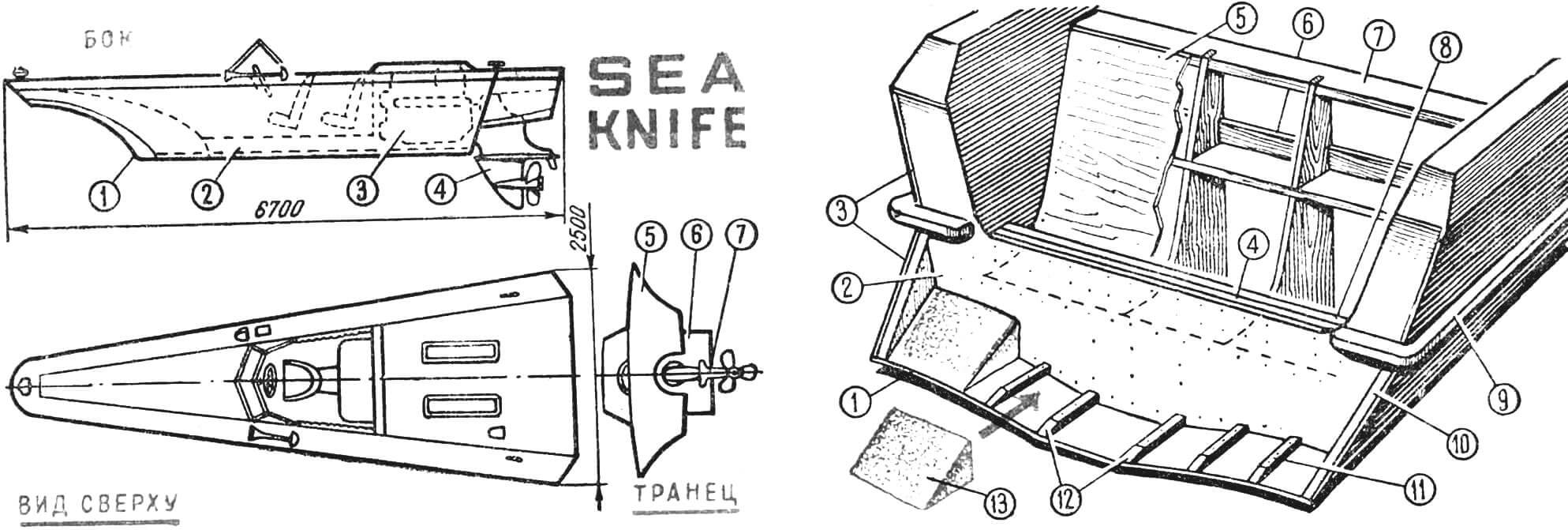
1 — ножевидный форштевень из титана; 2 — пенопластовые блоки для обеспечения плавучести; 3 — двигатель «Меркрузер» 300 л. с.; 4 — Z-образная передача на винт; 5 — транцевая часть; 6 — плоская часть днища, на которой корпус глиссирует; 7 — колонка Z — образной передачи.
Рис. 2. Транцевая часть и подпятник мотолодки «Стрелка»:
1 — обшивка дна; 2 — обшивка транцевой рамы; 3 — обшивка борта; 4 — транцевая рама; 5 — обшивка корыта рецесса; 6 — выгородки для инструментов и запчастей; 7 — бимс рецесса; 8 — подмоторная доска; 9 — привальный брус; 10 — косынка подпятника; 11 — днищевой стрингер; 12 — килевые бруски; 13 — блок пенопласта для наклейки на подпятник.
Результат испытаний корпуса, поставленного на «монолыжу», оказался очень интересным: быстро выйдя на глиссирование, лодка с лыжей мягко шла по волне, а для поддержания глиссирующего режима требовалась мощность, на 10—15% меньшая. Получился как бы компромисс между плоскодонными и сильно-килеватыми обводами. Учтя это, многие судостроительные фирмы мира стали использовать полученный эффект. А некоторые пытались даже сделать из этого сенсацию. Так появился американский катер «Си найф» (в буквальном переводе «Морской нож»), у которого совершенно плоская, довольно узкая глиссирующая часть дна скомпонована с острыми носовыми обводами, действительно напоминающими большой нож (рис. 1). Его конструктор, инженер-гидродинамик Питер Пэйн считает обводы типа «Морской нож» весьма перспективными. Так ли это — сказать трудно. Однако вернемся к нашей конструкции. «Лыжа» оказалась весьма полезным нововведением: она не только «демпфировала» потерю гидродинамического качества при уменьшении скорости, но и заметно повысила поперечную остойчивость. Это удобно и в эксплуатации: ведь при подходе к мелкому берегу (например, пляжу) корпуса с обводами «глубокое V» сильно врезаются в песок своим острым килем, после чего неприятно заваливаются набок и требуют для сталкивания их в воду весьма значительных усилий. А корпус, имеющий «лыжу», легко устанавливается на «ровный киль», хорошо скользит по песку, мокрой траве и т. п., отлично перекатывается на круглых чурбачках, что немаловажно на волоках, и т. д. Наконец, и это, пожалуй, самое главное — лодка с «лыжей» может глиссировать в полном грузу с подвесными моторами сравнительно небольшой мощности. Это как нельзя лучше подтверждается опытом эксплуатации аналогичной лодки — ленинградской «Радуги», описанной Ю. А. Зиминым в сборнике «Катера и яхты» № 6 за 1972 год.
ПОДПЯТНИК И РЕДАНЫ
Назначение подпятника (рис. 2), являющегося продолжением дна, — способствовать отрыву кормовой волны, что особенно важно при трогании с места и на переходном режиме. Благодаря скосу его поверхности вода не может к ней «подсосаться» и под влиянием собственного веса скатываться назад. А на ходу подпятник отжимает вырывающуюся из-под днища струю воды и не дает ей возможности создавать «фонтаны» и «фонтанчики», поднимаясь вверх по ноге дейдвуда мотора. Вырезы, сделанные в задней кромке подпятника, позволяют прижать к нему дейдвуд почти без зазора. Это дает ощутимый выигрыш в тяге, а следовательно, в скорости и в экономии моторесурса и топлива. Задняя кромка подпятника должна быть заостренной, как показано на рисунке 2, такая форма работает в потоке наиболее «чисто» (отсутствует «поршневой эффект»).
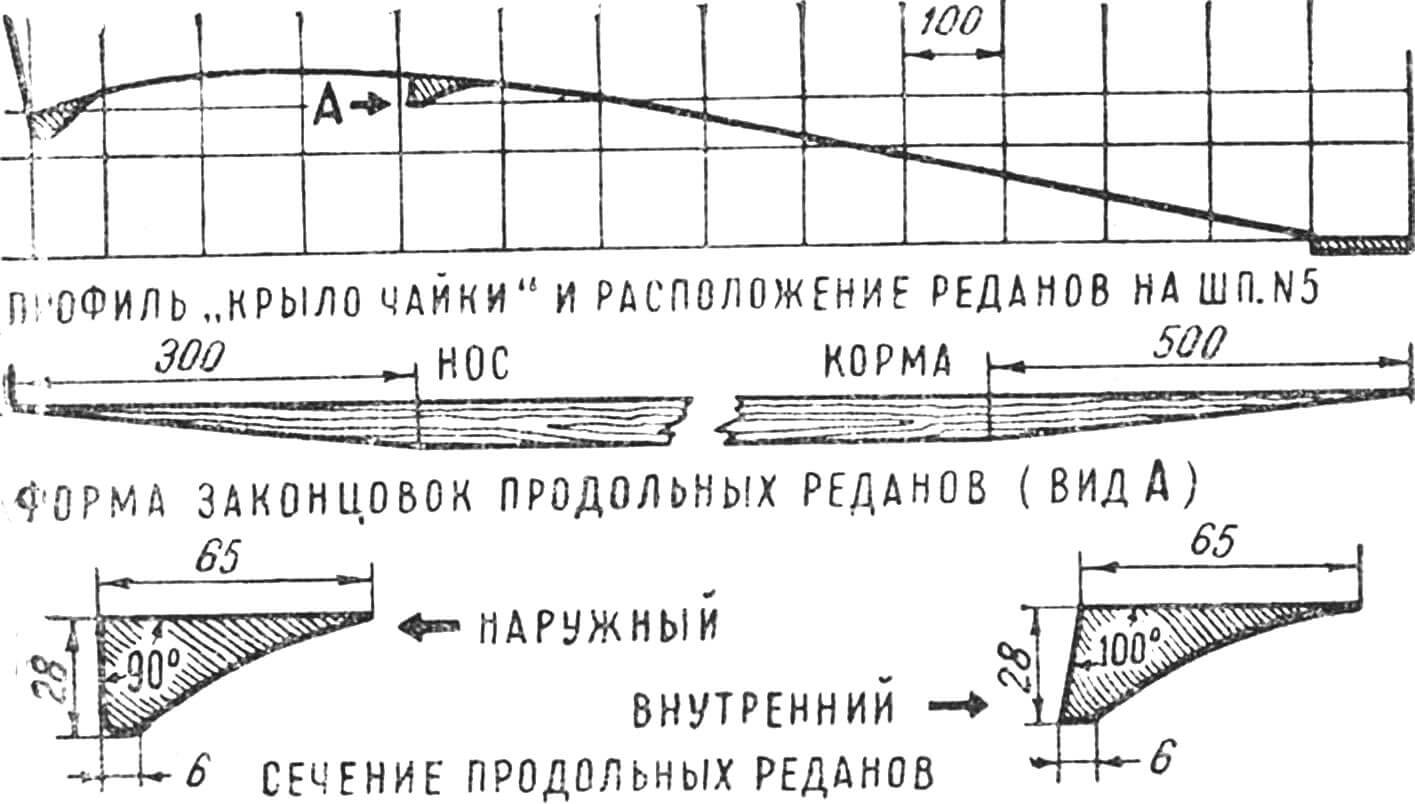
Форма продольных реданов «Стрелки» показана на рисунке 3. Внутренний редан имеет скошенную под углом 10° боковую стенку, стенки скуловых реданов под углом 90° к основанию. Задние концы реданов в месте прилегания к днищу должны быть состроганы «на нет» на 250— 300 мм, чтобы за ними не образовалось завихрение воды.
Килевая лыжа изготавливается из дерева твердой породы (дуб, ясень) и ставится на клею и шурупах после оклейки корпуса стеклотканью. Ее задняя часть также должна быть сострогана «на нет», чтобы на обрезе подпятника она имела заостренную форму. Обформовывать продольные реданы и килевую лыжу стеклотканью не рекомендуется, поскольку они в процессе эксплуатации часто повреждаются. Подстрожка и ремонт неоклеенных реданов проще. В случае, если по готовому корпусу предполагают изготовлять матрицу, скошенные стенки продольных реданов должны быть выровнены пластилином под углом 90°, в противном случае снять матрицу будет трудно.
Для улучшения скольжения днище корпуса необходимо обработать очень тщательно. После того как килевая «лыжа» и продольные реданы будут установлены на места, с помощью эпоксидной шпаклевки выравниваются переходы и сопряжения их с поверхностью днища и обрезом подпятника. Если нужно, шпак левку повторяют, затем шлифуют, полируют автомобильными пастами различной зернистости и доводят до зеркального блеска полировочной водой или восковой мастикой. Борта и палуба после ошкуривания грунтуются водо-стойким грунтом (№ 138, АГ-20 и т. п.), а затем окрашиваются пентафталеновыми или нитроглифталевыми эмалями.
ВКЛЕЙКА ПЕНОПЛАСТА
Для обеспечения непотопляемости в конструкции лодки предусмотрена вклейка блоков пенопласта марки ПХВ-1, общим объемом около 0,5 м3. Чтобы лодка, наполненная водой, не имела тенденции к опрокидыванию, пенопластовые блоки вклеиваются поверх планширя, образуя декоративный фальшборт, и поверх палубы в носовой части, после чего оклеиваются стеклотканью. Кроме того, пенопластом заполняются все проемы передней части каркаса. Чтобы упростить и ускорить эту работу, следует по плазовым чертежам изготовить контршаблоны для первого, второго и третьего шпангоутов. Прикладывая их к поверхности участков, заклеенных пенопластом, можно добиться полной симметричности обоих бортов. Толщина стенки пенопластовых блоков в носовой части может колебаться в пределах 100—200 мм — это повлияет только на запас плавучести корпуса. Напоминаем — пенопласт марки ПС-1 можно клеить только эпоксидной смолой. Полиэфирная смола для этого непригодна, так как она растворяет пенопласт ПС-1.
«РУЛЕВОЙ БАР» И ДИСТАНЦИОННОЕ УПРАВЛЕНИЕ
Легкосъемный «рулевой бар», показанный на рисунке 4, представляет собой корпус современной формы, на передней панели которого смонтированы часы-секундомер, спидометр, тахометр, амперметр, контрольные лампы и тумблеры управления электросистемой (ходовыми огнями, вспышкой, переключением аккумулятора с одного мотора на другой и внутренним освещением).
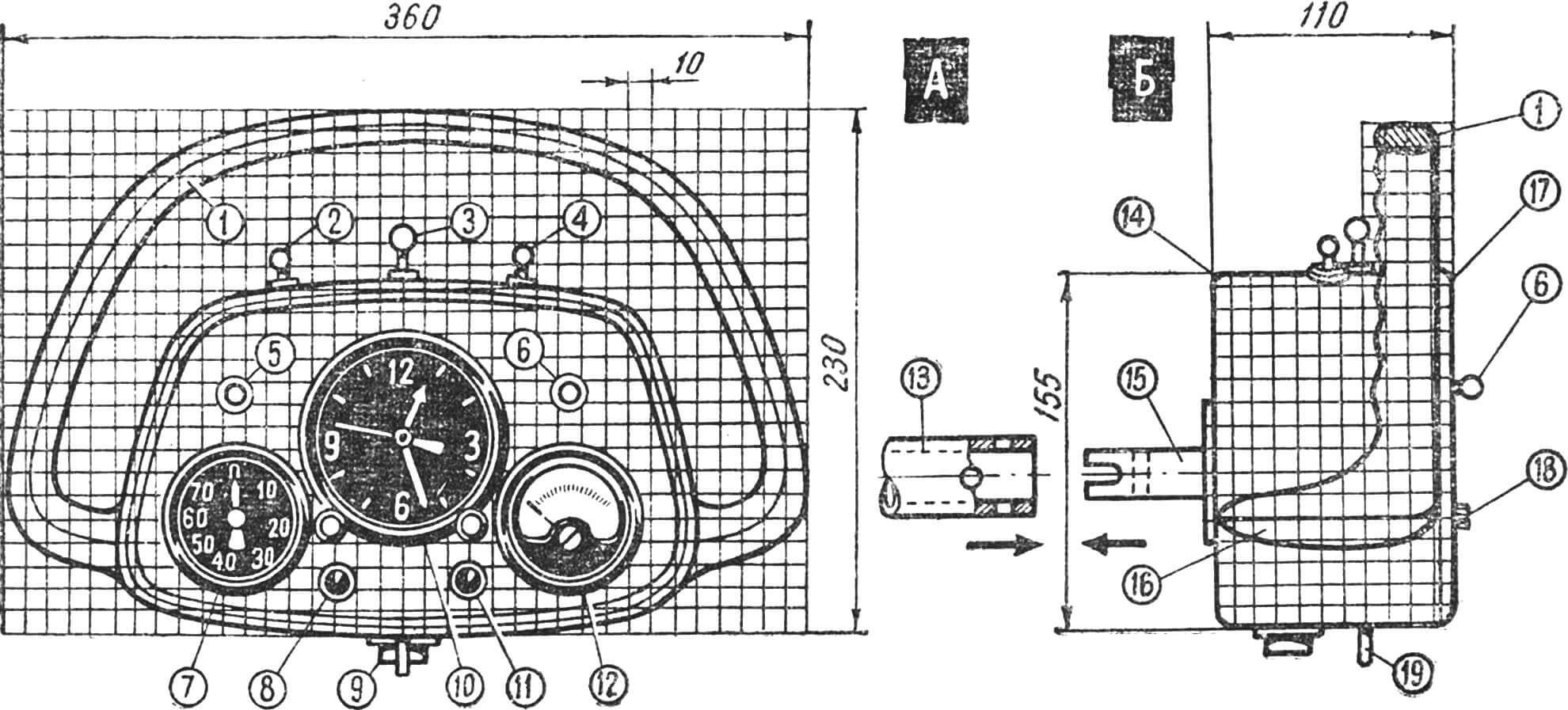
А — вид спереди, Б — вид сбоку.
1 — обод: 2 — тумблер электросистемы; 3 — переключатель импульсной отмашки; 4 — тумблер электросистемы; 5 — 6 — тумблеры электросистемы; 7 — гидроспидометр; 8 — контрольная лампа зарядки аккумуляторов; 9 — корпус разъема электросистемы; 10 — часы-секундомер; 11 — контрольная лампа включения зажигания; 12 — электротахометр; 13 — рулевой вал; 14 — корпус «рулевого бара»; 15 — втулка, соединяющая корпус с рулевым валом; 16 — корневая часть обода; 17 — декоративная рамка, 18 — кнопка секундомера; 19 — приемная трубка гидроспидометра.
Обод — асимметричной овальной формы, опоясывающий корпус только сверху. К корпусу на болтах прикреплена короткая втулка, которая входит внутрь трубчатого рулевого вала и контрится морским болтом. Для соединения с бортовой электросетью служит восьмиштырьковый разъем типа ШР, а тахометр соединяется с приемником давления тонким дюритовым или полиэтиленовым шлангом. «Рулевой бар» устанавливается по диаметральной плоскости, то есть в середине бимса шпангоута № 3, чтобы водителю не приходилось крениться, когда он остается в лодке один (это бывает, например, при буксировке воднолыжников).
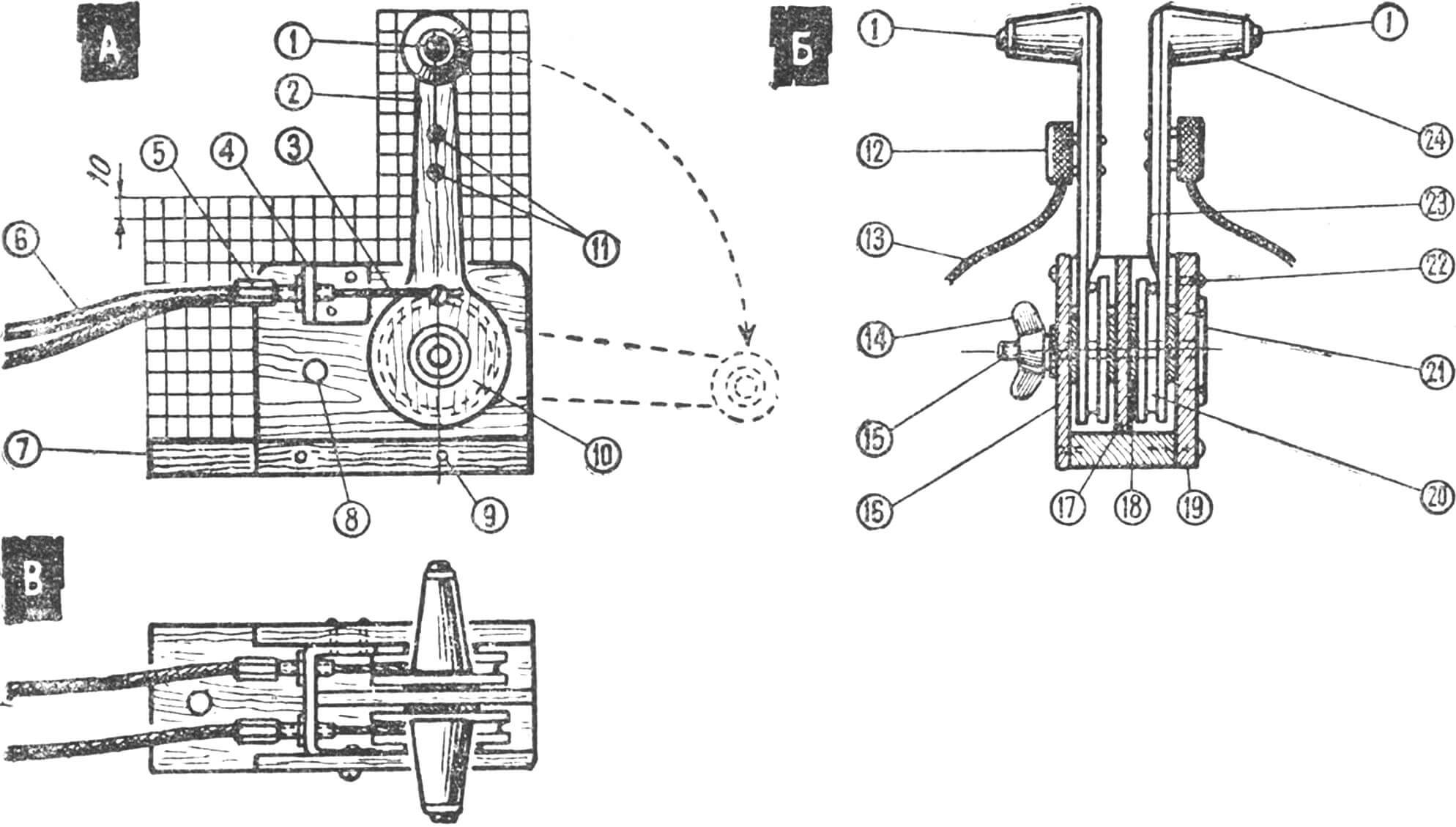
А — вид сбоку, Б — вид спереди, В — вид сверху.
1 — кнопка «стоп»; 2 — рукоятка рычага (фанера бакелитовая толщиной 6 мм); 3 — трос газа; 4 — стойка штуцера; 5 — штуцер; 6 — гибкая оболочка; 7 — основание; 8 — отверстие для крепления к борту; 9 — штифты-фиксаторы передней крышки; 10 — шкив рычага; 11 — штепсельные гнезда для подключения проводов к кнопке «стоп»; 12 — штепсельная вилка; 13 — гибкий провод; 14 — барашковая гайна для затяжки рычагов; 15 — ось рычагов; 16 — передняя крышка; 17 — промежуточная стенка; 18 — фрикционная прокладка; 19 — задняя стенка; 21 — фланец оси рычагов; 22 — болт крепления стойки штуцеров; 23 — усиливающая накладка рукоятки; 24 — головка рукоятки.
Блок рычагов дистанционного управления газом и реверсом (рис. 5) крепится двумя болтами к переднему дивану в любом удобном для водителя месте и может быть быстро снят и отключен от тросов. Почти все детали блока легко изготовить в домашних условиях из авиафанеры и дерева. В зависимости от типа применяемых двигателей тросовая проводка может быть разная, однако в любом случае не следует ее усложнять. Лучше, например, пользоваться для управления дросселем одним тросом с возвратной пружиной.
УСТРОЙСТВО ЭЛЕКТРОТАХОМЕТРА
Принципиальная схема этого прибора показана на рисунке 6, монтажная — на рисунке 7. Прибор рассчитан на подвесные моторы, оборудованные магдино типа МН-1 с генераторными катушками для электроосвещения. Подробное описание прибора подобного типа помещено в № 5 сборника «Катера и яхты» за 1972 год.
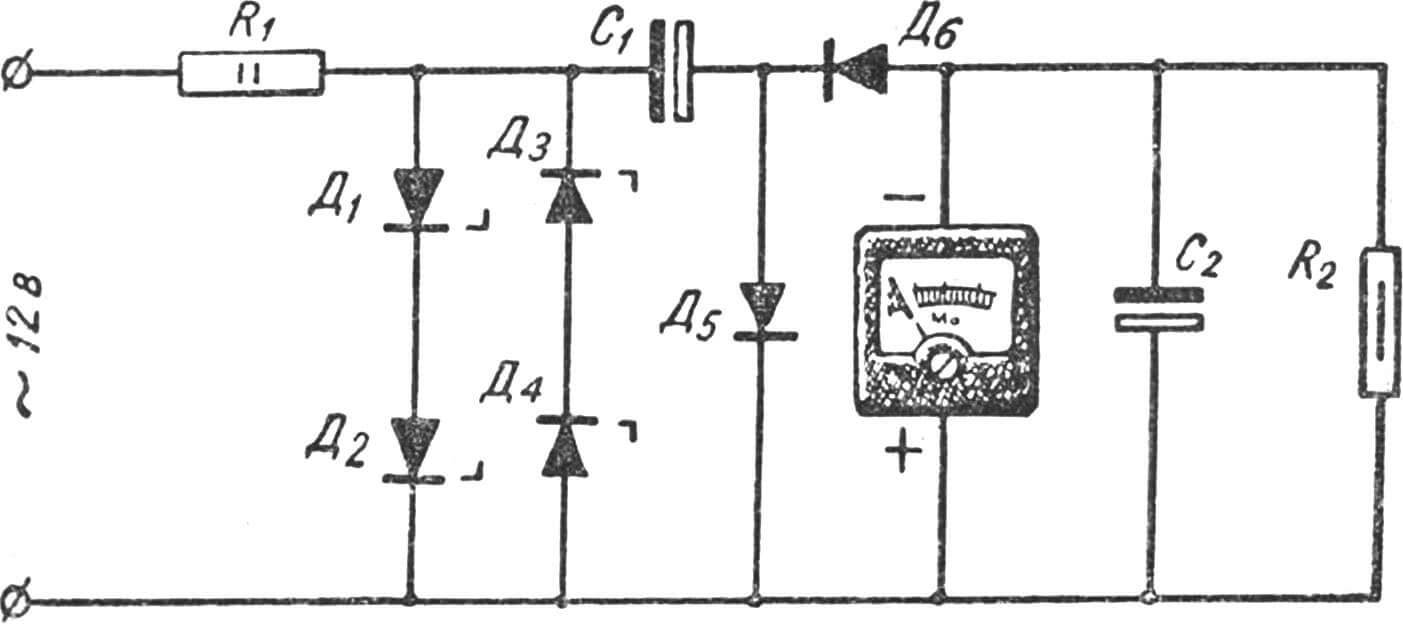
Д1-Д4 — диоды Д 808, Д5-Д6 — Д2Е, R1-МЛТ-2,0, 560 ом, R2-МЛТ-0,5 100 — 500 ом; С1 — МБМ 1,25 мкф, С2 — КЭМ 25 мкф 4 в, измерительный Ма на 500 мка.
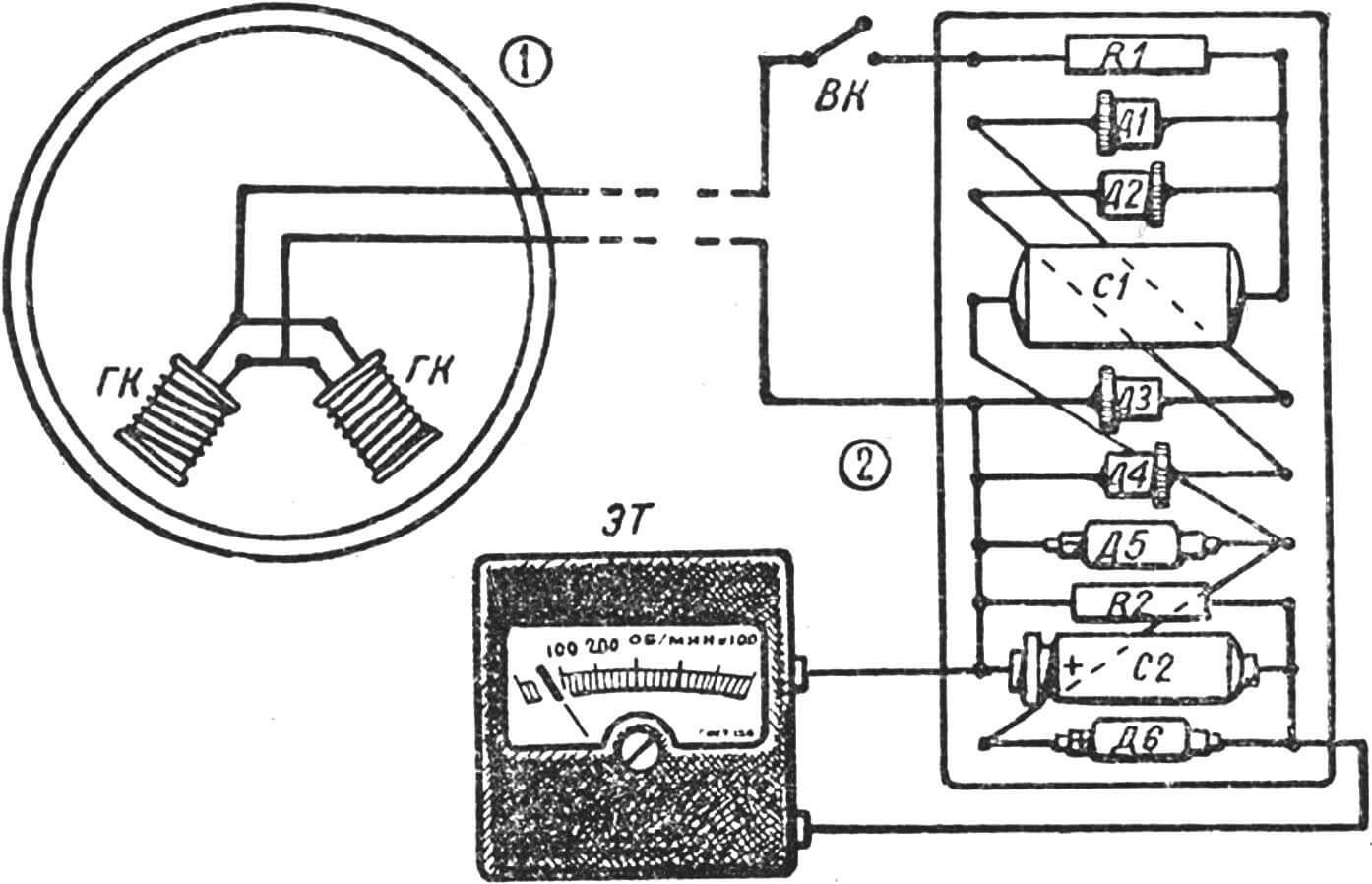
1 — блок генераторных катушек мотора «Нептун»; 2 — плата с деталями.
УСТРОЙСТВО ГИДРОСПИДОМЕТРА
В качестве измерительного прибора для гидроспидометра, работающего в диапазоне 0 — 60 км/ч, применяется манометр со шкалой до 1 Ат или 1,5 Ат, соединяемый жесткой дюритовой или полиэтиленовой трубкой с проходным сечением порядка 3 мм2 с приемником давления, расположенным ниже уровня воды в кормовой части лодки (рис. 8). Тарировка шкалы прибора производится по параллельному эталонному спидометру (рис. 9).
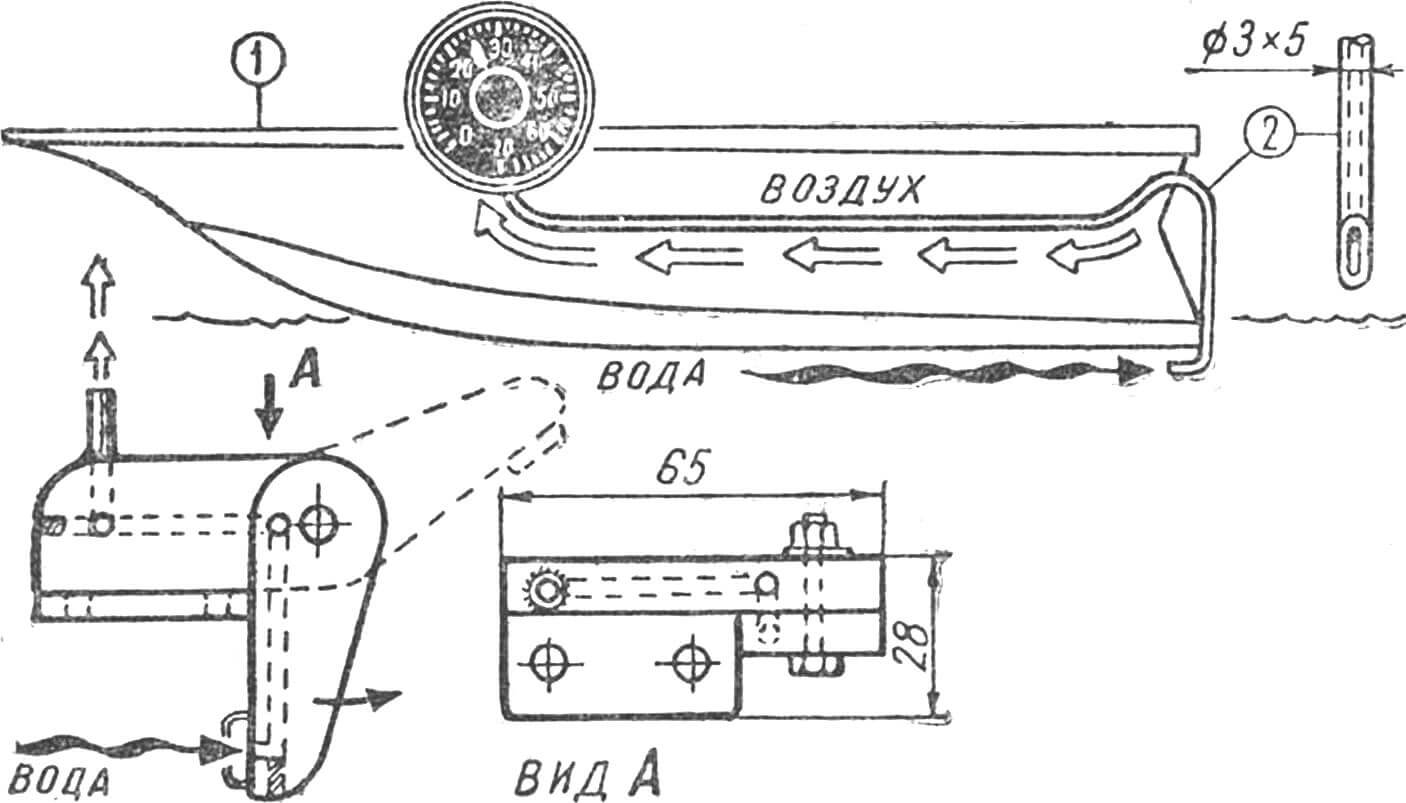
1 — установка прибора в корпусе; по трубке 2 давление воздуха, создаваемое встречным напором воды, подается к манометру (показано стрелками); внизу — откидной приемник давления, устанавливаемый на подпятнике.
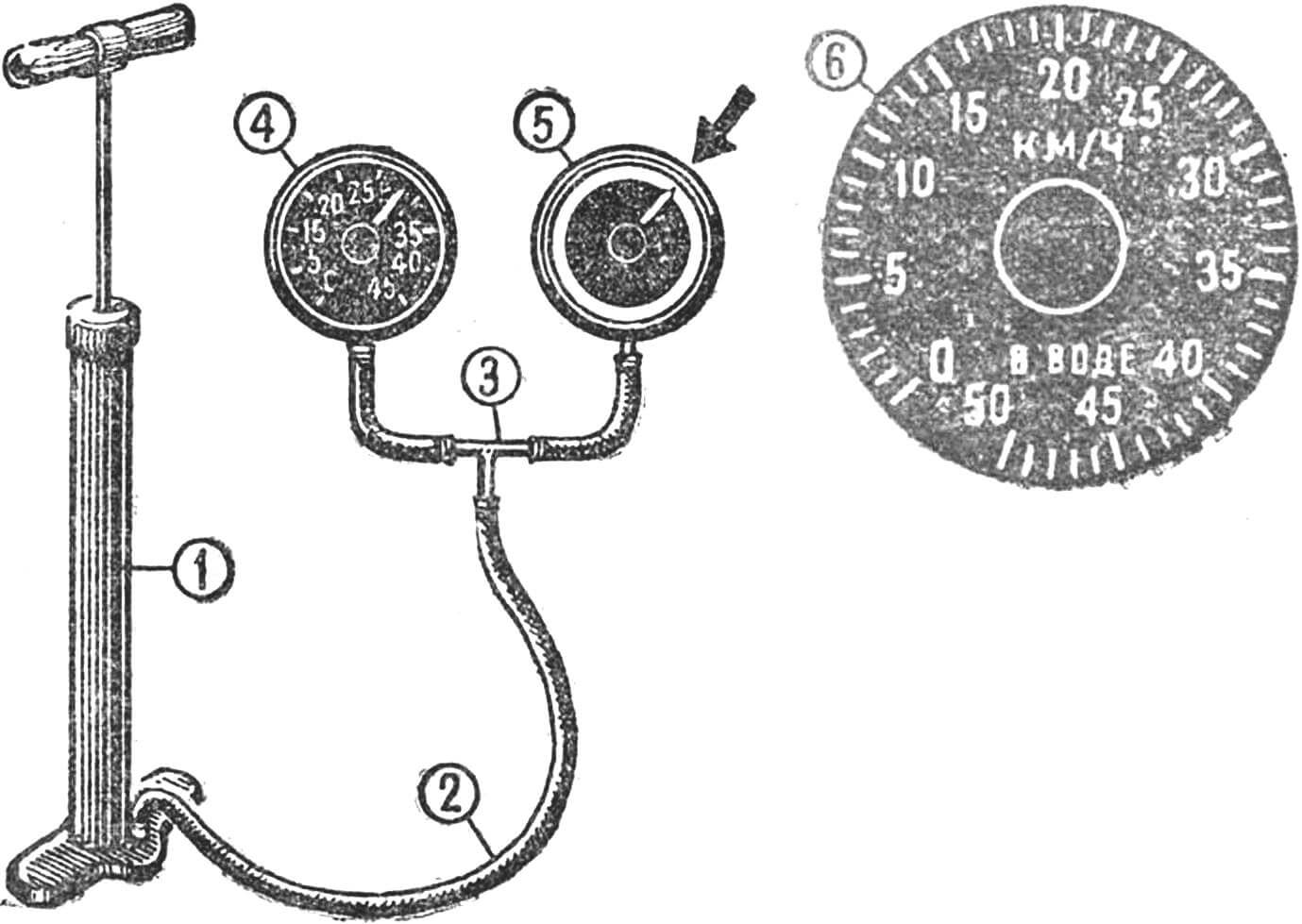
1 — автомобильный насос; 2 — шланг; 3 — тройник; 4 — эталонный прибор; 5 — тарируемый прибор (стрелкой показано, где надо сделать отметку на шкале); 6 — образец шкалы для самодельного гидроспидометра.
Ходовые огни (рис. 10) сблокированы в один агрегат. К бортовой сети их корпус подключается двухштырьковой вилкой и фиксируется снизу барашковой гайкой.
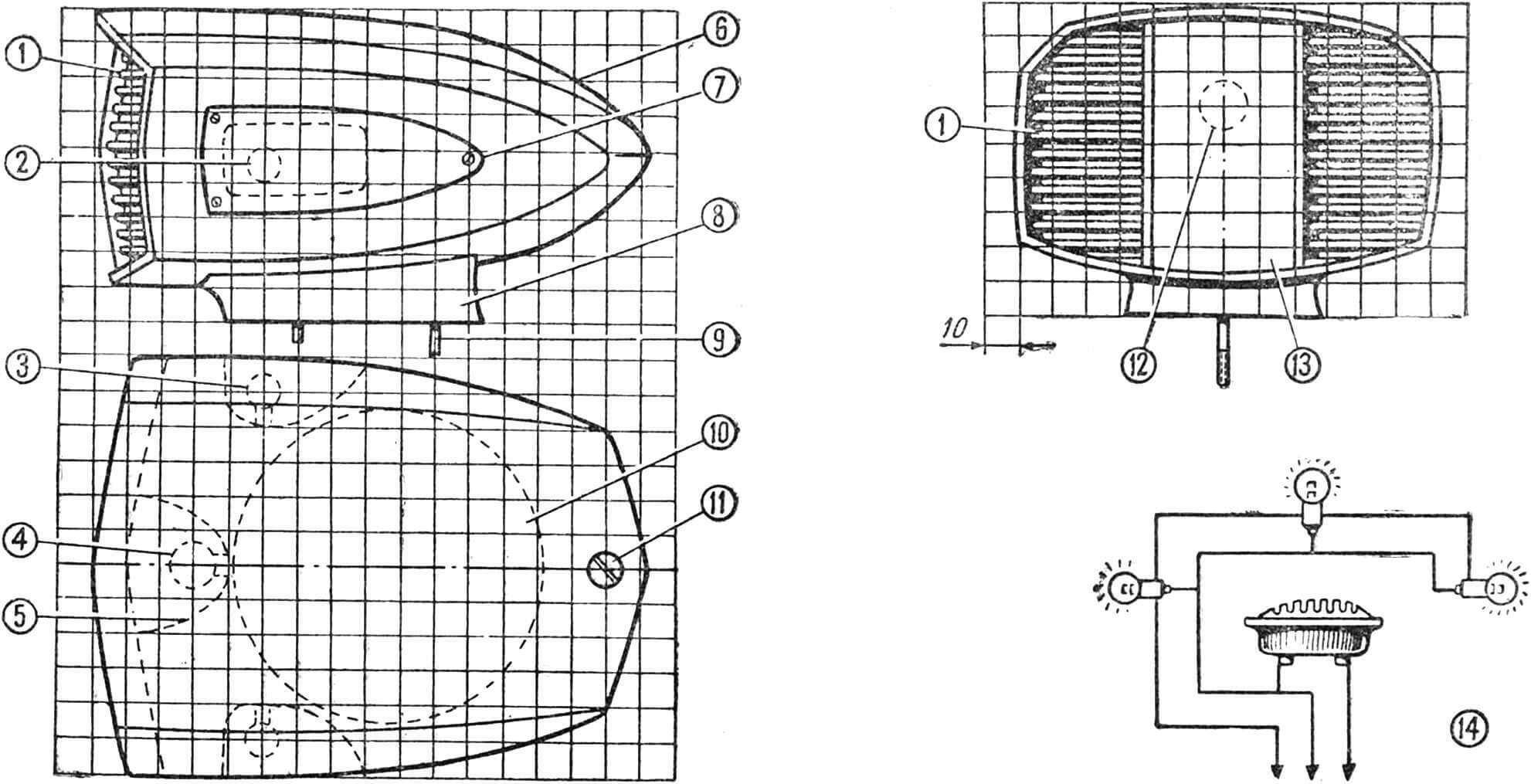
1 — декоративная решетка; 2 — красный ходовой огонь; 3 — зеленый огонь; 4 — белый огонь; 5 — отражатель; 6 — корпус; 7 — съемное стекло; 8 — цокольная часть; 9 — контактный штырь; 10 — звуковой электросигнал; 11 — дренажное отверстие; 12 — лампа 12 в 25 вт; 13 — лобовое стекло; 14 — электросхема.
В средней верхней части корпуса размещена лампа 12 в Х 25 вт, в правой части — под зеленым стеклом — лампа 12 в Х 10 вт, в левой части — под красным стеклом. Корпус может быть изготовлен из дерева, твердого пенопласта или отлит из легкого сплава.
ИМПУЛЬСНЫЕ ОТМАШКИ (указатели расхождения) размещены на передней поверхности зеркал обзора задней полусферы в полукруглых корпусах, выдавленных из оргстекла. Собирать самостоятельно всю систему едва ли целесообразно, особенно если нет навыков в радиомонтажных работах. Мы рекомендуем использовать детали от фотовспышек. Питание импульсной отмашки лучше всего осуществить от элементов типа «Сатурн», спаяв их в батарею и поместив ее под палубой носовой части лодки. Провода к импульсным лампам должны быть как можно короче. Их можно проложить под рамкой ветрового стекла. Зеркала желательно сделать съемными.
Г. МАЛИНОВСКИЙ, мастер спорта СССР
Рекомендуем почитать
 МОТОРНАЯ ТЕЛЕЖКА
МОТОРНАЯ ТЕЛЕЖКА
В приусадебном или дачном хозяйстве, даже небольшом, любое механизированное грузовое транспортное средство — большое подспорье. Оно и время помогает экономить, и силы. Конечно,... МОЛНИИ
МОЛНИИ
Ежедневно мы пользуемся огромным количеством вещей и уже практически перестали их замечать. Но оказывается в производстве незначительных на первый взгляд вещей кроется масса...
