Поэтому, чтобы осуществить задуманную идею, прежде чем приступить к работе, сделайте несложное приспособление, способное не только ее упростить, но и намного улучшить качество готового изделия, а также сэкономить время.
Основной способ соединения деталей самодельной мебели — на шипах. И от того, насколько точно размечены и просверлены под них отверстия, внешний вид изделия зависит не меньше, чем от качества декоративной отделки. На рисунке показано типовое место стыковки двух панелей. На одной из них, вертикальной, отверстия под шипы должны быть на середине толщины, а на горизонтальной — точно на таком же расстоянии от края. При этом отверстия должны быть строго параллельны.
Специальное приспособление для сверления отверстий под шипы позволяет выполнить эту операцию буквально за считанные секунды, причем без всякой предварительной разметки. «Секрет» заключается в том, что сжатые струбцинами панели сверлятся последовательно через направляющие-кондукторы.
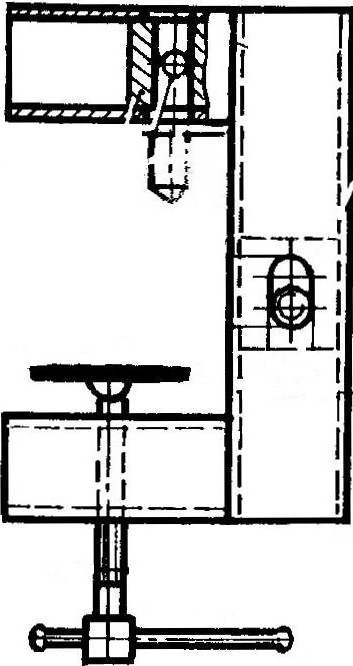
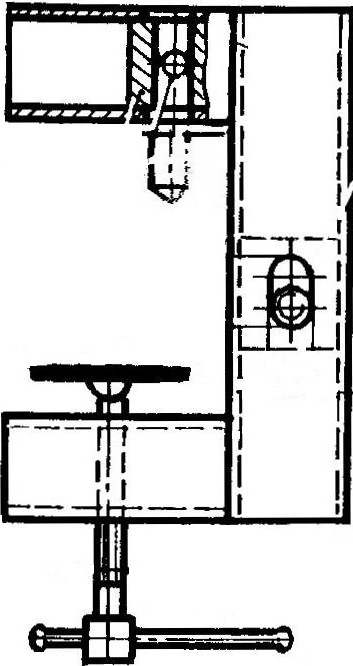
Рис. 1. Кондуктор для сверления:
1 — струбцина (стальной профиль 25×25 мм), 2 — кондуктор (сталь, 2 шт.), 3 — винт М8, 4 — винт затяжной (4 шт.).
Для обработки панелей различной толщины в приспособлении предусмотрена возможность регулировки положения направляющих.
Рис. 2. Типовое место соединения панелей на шипах.
Основа приспособления представляет собой П-образную струбцину, сваренную из полых стальных профилей квадратного или прямоугольного сечения. В полости верхней и боковой сторон вставляются направляющие, способные перемещаться внутри с минимальным зазором. С их помощью и выполняется сверление в панелях. Два винта М5 через шайбы обеспечивают фиксацию каждого кондуктора в нужном положении, определяемом толщиной используемых панелей.
Работать с приспособлением очень просто: сначала с помощью струбцин панели соединяются так, чтобы их передние и боковые торцы совпали, затем укрепляют приспособление, если нужно, регулируют положение кондукторов и сверлят по одному отверстию в каждой панели. Переставив приспособление на другое место вдоль края зажатых панелей, сверлят следующую пару отверстий и так далее. В результате полученные отверстия после поворота панелей должны совпасть вне зависимости от их количества и расстояния между ними.
М. АНДРЕЕВ
Рекомендуем почитать ШКАФ С РАДИАТОРОМ Идею такого кухонного шкафа подсказал мне ваш журнал. В одном из номеров публиковалась конструкция оконного холодильника и овощного ящика в подоконной нише. Мне это понравилось, и я... АМФИКАРЫ — БЕГУЩИЕ… ПО КАМНЯМ Когда в 1962 году канадский конструктор Рональд Бишоп впервые предложил машину совершенно необычного вида — с кузовом, похожим на пластмассовую ванну, шестью колесами и двумя двигателями...
 Начиная заниматься изготовлением самодельной мебели, многие домашние мастера, которые в большинстве не обладают навыками столяров — профессионалов, сталкиваются с двумя основными проблемами (не считая, конечно, дефицита материалов и инструментов) — как ровно распилить и как точно просверлить! Действительно, тем, кто освоит эти на первый взгляд простые операции, становится по плечу практически любая конструкция, но… мастерство требует времени, а обжегшись один раз, некоторые часто опускают руки, у них пропадает всякое желание мастерить.
Начиная заниматься изготовлением самодельной мебели, многие домашние мастера, которые в большинстве не обладают навыками столяров — профессионалов, сталкиваются с двумя основными проблемами (не считая, конечно, дефицита материалов и инструментов) — как ровно распилить и как точно просверлить! Действительно, тем, кто освоит эти на первый взгляд простые операции, становится по плечу практически любая конструкция, но… мастерство требует времени, а обжегшись один раз, некоторые часто опускают руки, у них пропадает всякое желание мастерить.