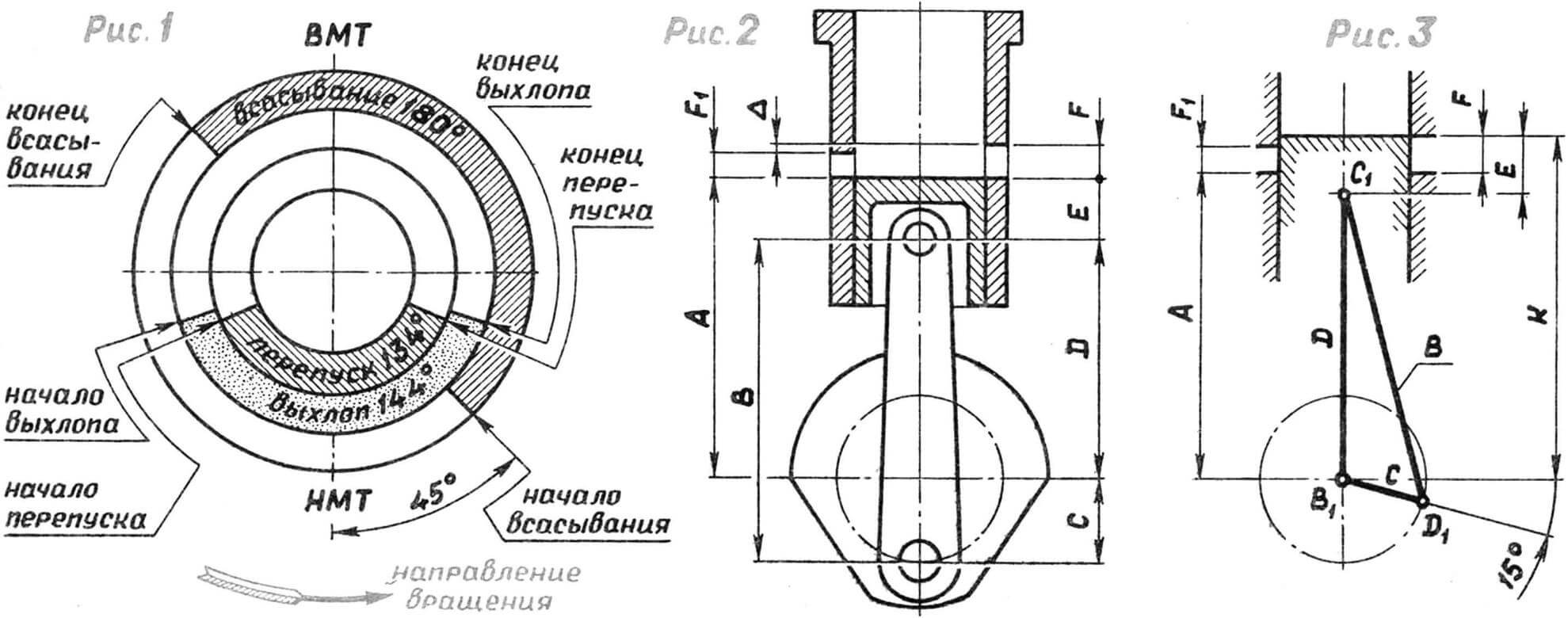
Углы поворота коленвала, соответствующие всасыванию, выхлопу и перепуску двухтактного двигателя внутреннего сгорания, называют фазами газораспределения. Их отображают на схемах в виде круговой диаграммы (рис. 1).
Как правило, диаграмму снимают с помощью диска с делениями на 360°. Его зажимают на валу двигателя с таким расчетом, чтобы при положении поршня в ВМТ (верхняя мертвая точка) стрелка отсчета стояла бы против нуля. Затем, проворачивая вал по направлению вращения, определяют начало и конец фаз всасывания, выхлопа и перепуска и наносят полученные данные на диаграмму. Такой метод удобен в лабораторных условиях и… совершенно неприемлем на тренировках и соревнованиях.
Замер фаз по разработанной нами методике производится универсальным мерительным инструментом — штангенциркулем, в полевых условиях (причем в линейных, а не градусных величинах). Это позволяет на месте менять Фазы газораспределения с помощью прокладок, а также в случае самостоятельного изготовления гильзы использовать составленную таблицу при выборе фаз и разметке гильзы под фрезеровку перепускных и выхлопного окон.
Рассмотрим теперь конструктивнокинематическую (рис. 2) и геометрическую (рис. 3) схемы кривошипношатунного механизма и пары гильза — поршень двухтактного авиамодельного две.
На рисунке 2 дана конструктивногеометрическая схема кинематических звеньев ДВС в положении НМТ, где:
А — размер от оси вращения до нижнего обреза перепускных и выхлопных окон,
В — размер межцентрового расстояния шатуна,
С — размер кривошипа,
D — переменный (изменяющийся) размер от оси вращения вала двигателя до оси поршневого пальца,
Е — размер от оси поршневого пальца до поверхности поршня,
F, F1 — размеры по высоте выхлопного и перепускного окон,
△ — разница в размерах по верхним кромкам окон.
Для примера расчета взят двигатель МДС-1,5 ввиду того, что мы занимались его доводкой. Целью расчета является определение размеров по высоте выхлопного и перепускного окон F и F1 в зависимости от выбираемых фаз газораспределения и первоначального положения нижней кромки этих окон (размер А) в НМТ.
Из приведенной схемы имеем постоянные известные величины: А=22,5 мм, В=23 мм, С=5,5 мм, Е=5 мм.
Для расчета рассмотрим геометрическую схему (рис. 3). На ней дано положение шатунно-поршневой группы в момент начала открытия выхлопного окна при максимально выбранной фазе, равной 150°, что определяет положение верхней границы выхлопного окна. Из схемы видно, что для определения размера F необходимо первоначально найти величину К=АД+F=D+E, так как остальные размеры А, В, С, К и угла b = 105° известны. Неизвестную величину D можно найти из треугольника BCD, воспользовавшись теоремой косинусов.
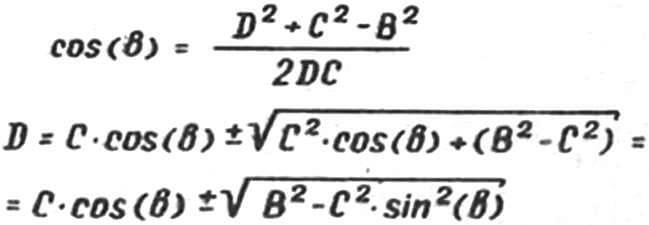
Решаем формулу в числовых величинах:

Теперь находим размер K=D+E= 20,95+5=25,95. Таким образом, размер выхлопного окна F при фазе 150° равен F=K—A=25,95—22,5=3,45 мм.
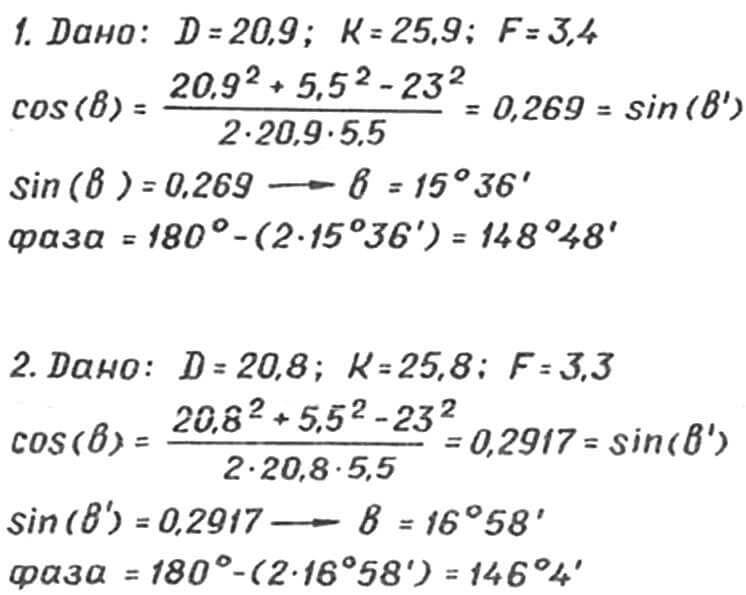
Уменьшая теперь величину D и соответственно К и F от полученной исходной (D=20,95; К=25,95 и F=3,45) при фазе 150° на 0,1 мм, рассчитываем числовые величины фаз по теореме косинусов:
Например:
Подобным образом расчеты проводим дальше для всего диапазона применяемых фаз газораспределения для выхлопного и перепускных окон. Результаты расчета сводим в таблицу,
ТАБЛИЦА ЛИНЕЙНЫХ И УГЛОВЫХ ФАЗ ГАЗОРАСПРЕДЕЛЕНИЯ МОДЕЛЬНОГО МИКРОДВИГАТЕЛЯ МДС-1,5
| №№ | К, мм | F,F1, мм | D, мм | фаза |
| 1 | 25,95 | 3,45 | 20,95 | 150° |
| 2 | 25,9 | 3,4 | 20,9 | 148°48′ |
| 3 | 25,8 | 3,3 | 20,8 | 146°4′ |
| 4 | 25,7 | 3,2 | 20,7 | 144°4′ |
| 5 | 25,6 | 3,1 | 20,6 | 141°40′ |
| 6 | 25,5 | 3,0 | 20,5 | 139°16′ |
| 7 | 25,4 | 2,9 | 20,4 | 136°48′ |
| 8 | 25,3 | 2,8 | 20,3 | 134°20′ |
| 9 | 25,2 | 2,7 | 20,2 | 131°48′ |
| 10 | 25,1 | 2,6 | 20,1 | 129°16′ |
| 11 | 25,0 | 2,5 | 20,0 | 126°40′ |
| 12 | 24,9 | 2,4 | 19,9 | 124° |
| 13 | 24,8 | 2,3 | 19,8 | 121°20′ |
| 14 | 24,7 | 2,2 | 19,7 | 118°36′ |
| 15 | 24,6 | 2,1 | 19,6 | 115°48′ |
| 16 | 24,5 | 2,0 | 19,5 | 112°56′ |
которой удобно пользоваться, замеряя штангенциркулем размер К, от оси двигателя, т.е. от лапок картера двигателя. Подбирая фазы, также удобно пользоваться прокладками для подъема и опускания гильзы относительно оси картера: разница по фазам между перепускным и выхлопным окнами остается неизменной. А изготовляя новую гильзу, можно воспользоваться таблицей для выбора фаз и разметки окон для фрезерной операции.
Е. МАРОВ, мастер спорта, руководитель кружка обл. СЮТ, г. Владимир
Рекомендуем почитать
 ПАРУСА
ПАРУСА
Парус — это своего рода вертикальное крыло, которое заставляет лодку перемещаться по воде. Невозможно установить, кто именно изобрел паруса, потому что парусные корабли ходят по морю уже... МЯЧ-ИНДИКАТОР
МЯЧ-ИНДИКАТОР
Если во время наполнения высокой емкости водой (например, металлической бочки), предназначенной для полива огорода, бросить резиновый мяч небольшого размера, то его появление над краем...