
 +ВИДЕО. Европа славится производством чудесных фарфоровых статуэток, хоть это искусствои было придумано в Китае. В 1718 первые европейские фабрики стали производить эти вычурные фигурки, коллекции которых вскоре стали статусными символами у дворянства и у ваших бабушек.
+ВИДЕО. Европа славится производством чудесных фарфоровых статуэток, хоть это искусствои было придумано в Китае. В 1718 первые европейские фабрики стали производить эти вычурные фигурки, коллекции которых вскоре стали статусными символами у дворянства и у ваших бабушек.
Этот венский дворец — дом второго старейшего фабриканта по ручному производству фарфора. Эти фотографии лепщик превращает в трехмерную статуэтку из глины. Он не только должен воссоздать самые мелкие детали, но и сделать фигурку на 40% больше конечного размера, ведь фарфор усыхает в печи. Он использует модель, чтобы воссоздать основную форму из гипса, по ней он выплавляет форму из пластика, а из нее гипсовые производственные формы, по которым делаются фильмы 2017 года и статуэтки.

Изначально фарфор — это паста с большим содержанием воды, минералов пата и кварца, а также белого каролина — особого вида глины. Паста разбавляется до консистенции так называемой взвесь, а потом заливается в гипсовые формы. Гипс немедленно начинает впитывать воду, заставляя твердый слой взвеси обволакивать внутреннюю полость формы, оставшаясяжидкость сливается наружу. Когда слой взвеси становится достаточно толстым форма открывается, и фигурка с четкими деталями аккуратно извлекается. Более сложные статуэтки собираются по частям, каждый в своей собственной форме.

Лепчик затем аккуратно обрабатывает каждое изделие, убирая швы и шлифуя мелкие детали. Затем он собирает детали вместе, используя взвесь, чтобы скрепить их. Очень важно, чтобы статуэтка оставалась влажной, потому что если она хоть немного подсохнет, то расколетсяпри обжиге. Фигурки проходят 2 стадии обжига. Первая — 940 градусов, достаточно жарко, чтобы фарфор затвердел, но поверхность осталась пористой, чтобы глазурь не отвалилась. Фигурки осматриваются и протираются от пыли. Затем кобальтовой краской ставится герб производителя, знак, принадлежащий этой австрийской фабрике с 1744 года. Затем статуэтка опускается в глазурь — смесь воды и нескольких минералов — кварца, шпата, каролина, измельченного фарфора. Затем снова в печь, на этот раз при температуре в 1400 градусов. Это обжигает глазурь до зеркального блеска и делает статуэтку еще тверже. Фигурки после обжига становятся на 40% меньше. Так как оставшаяся жидкость полностью выпаривается.

После охлаждения начинается украшение статуэток. Используя большой набор тонких перьев и кистей, художник наносит эмаль на глазурованную поверхность. Между нанесением краски в зависимости от количества цветов и сложности цветовых переходов статуэтка может пройти до 6 дополнительных обжигов при температуре до 820 градусов, это расплавит стекольную составляющую эмали, приплавляя ее к глазури. В результате получается насыщенный и стойкий цвет. Несмотря на изысканный внешний вид, фарфор почти также тверд при сжатии как сталь, но гораздо менее устойчив к ударам, так что обращаясь с этими удивительными образцами керамического искусства лучше держите их покрепче, особенно если протираете бабушкину коллекцию.
С. РОМАНОВ, по материалам научно-популярной передачи «Как это работает?»
Рекомендуем почитать
 ШУРУПУ В ПОДДЕРЖКУ
ШУРУПУ В ПОДДЕРЖКУ
Конечно, для деревянных деталей соединение шурупами — наиболее надежное. Но в нагружаемых местах — ножки стульев, петли дверок — отверстие постепенно разрабатывается; то же происходит...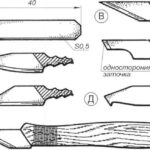 ИНСТРУМЕНТ № 1
ИНСТРУМЕНТ № 1
Нож занимает первое место в инструментальном арсенале моделиста любого ранга и специализации. И у каждого мастера, даже несмотря на богатый выбор режущего инструмента в пользовании, есть...