Резец токарного станка прошелся по шершавой необработанной заготовке. Токарь остановил станок, замерил диаметр и, прибавив пару «десяток», сделал еще один проход начисто. Очередной замер: все в норме! Но мастер не торопится вынимать деталь из патрона. Он что-то закрепляет в резцедержателе и вновь нажимает кнопку «пуск». Включен самоход, и необычный инструмент двинулся вдоль заготовки, оставляя за собой практически зеркальную поверхность…
Такая операция называется обкаткой. Рабочим инструментом здесь служит закаленный шарик, который прижимается к обрабатываемой детали оправкой. Помимо повышения класса чистоты поверхности, обкатка упрочняет металл: шарик, деформируя поверхностный слой заготовки, нагартовывает его.
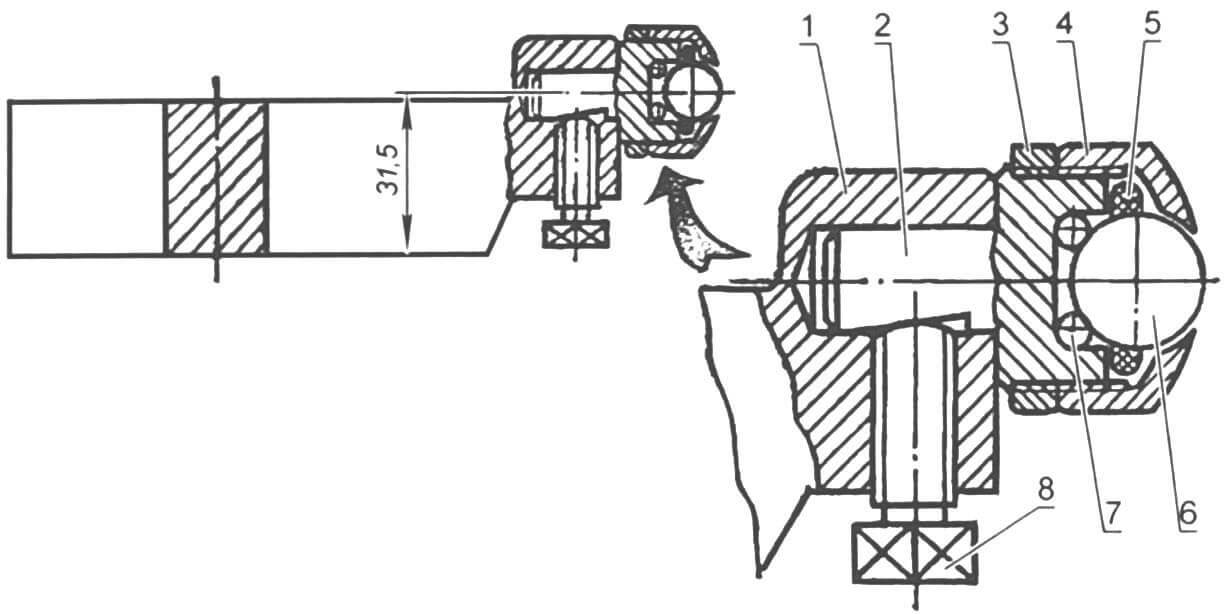
1 — державка; 2 — корпус; 3 — контргайка; 4 — обойма; 5 — резиновый сальник; 6 — рабочий шарик Ø12 мм; 7 — опорные шарики Ø4 мм (8 шт.); 8 — винт-фиксатор
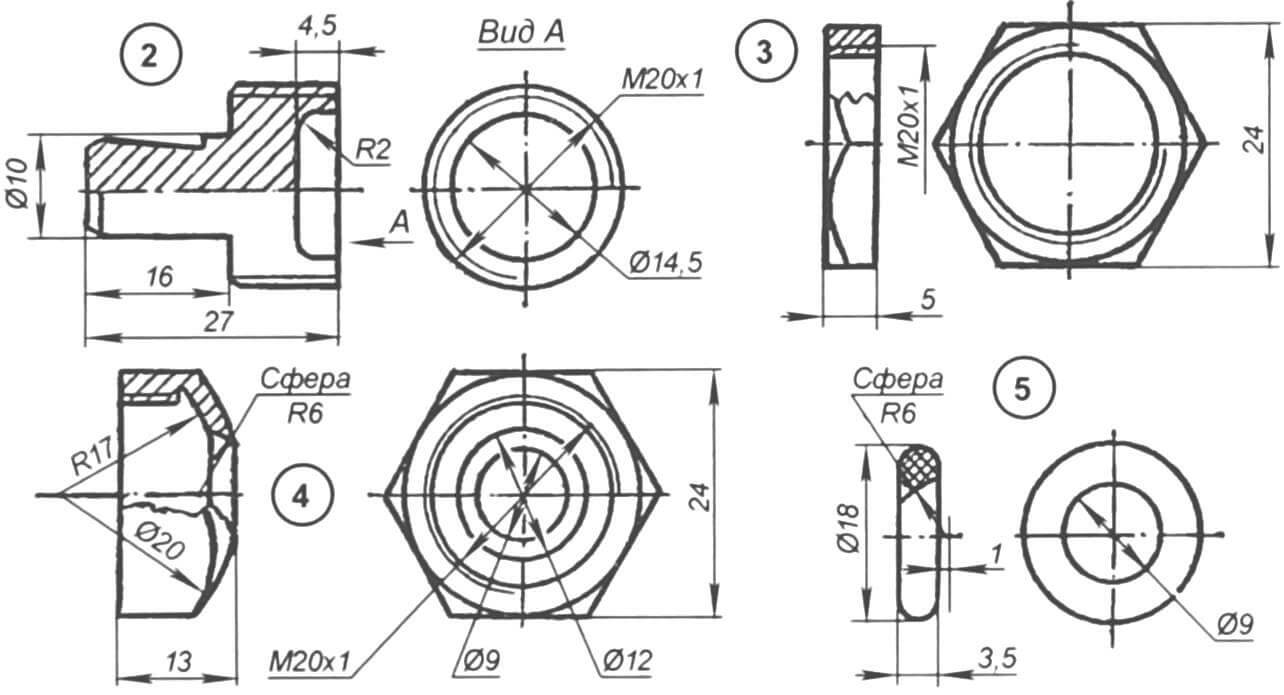
Приспособление для обкатки состоит из державки (ее размеры соответствуют резцедержателю используемого станка) с фиксирующим винтом и корпуса, в котором закреплен стальной шарик Ø12 мм. Он вращается в своеобразном подшипнике из восьми 4-мм шариков. Корпус под рабочий шарик желательно цементировать с последующей закалкой.
В процессе обработки необходимо использовать смазку, а также учитывать, что при обкатке диаметр заготовки может уменьшиться на 0,02-0,03 мм. При этом чистота поверхности повышается на 2-3 класса, а точность формы детали остается неизменной.
Виктор МОСЬКИН, г. Семеновка (Украина)
Рекомендуем почитать
 ВОЛШЕБНЫЙ «АКРОБАТ»
ВОЛШЕБНЫЙ «АКРОБАТ»
Принцип действия игрушки ясен из рисунка. Фигурка «акробата» высотой около 25 мм из пенопласта имеет сферическое основание из свинца. Сделав прыжок, фигурка встает на «ноги».... «ЗОНТ» НА ГРЯДКЕ
«ЗОНТ» НА ГРЯДКЕ
Своеобразный зонт, сделанный из заостренного бруса й фанерной «крыши», поможет защитить рассаду томатов от жгучего солнца или внезапного...