При работе с металлом часто приходится гнуть, штамповать, вытягивать из листовых материалов различные детали, просекать, прокалывать, вырубать в них всевозможные отверстия. Такие операции выполняют с помощью пресса и набора штампов. Однако учебный гидравлический пресс, обычно применяемый для этого, имеет недостатки: на нем нельзя работать с листовым материалом шире 80 мм, у него нет обратного усиленного хода, да и скорость перемещения поршня мала. К тому же для крепления инструментов нужны специальные приспособления.
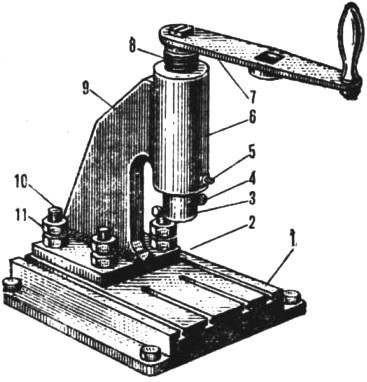
Предлагаемый консольный винтовой пресс (рис. 1) с максимальным усилием три тонны лишен перечисленных недостатков. Детали пресса можно изготовить на токарном и фрезерном станках даже в учебной мастерской. Однако основные трудности связаны не с вытачиванием деталей, а с их сваркой. Так, узел, состоящий из консоли, фланца и корпуса, следует сначала наживить — прихватить электросваркой на деревянном кондукторе, а затем уже доваривать короткими швами попеременно с обеих сторон, уменьшая тем самым сварочные деформации. Но как бы тщательно ни была осуществлена эта операция, местная деформация конструкции не исключена. Вот почему отверстие Ø 40 мм в корпусе сначала надо проточить Ø 36 мм, а после сварки узла расточить до номинального диаметра, навинтив сваренную конструкцию на оправку с винтовой трапециедальной резьбой. Не снимая узел с оправки, протачивают и плоскость фланца, сопрягающуюся со станиной.