 Функции расточного станка с успехом может выполнять и фрезерный. Разумеется, по более низкому классу точности, но для многих работ это не столь существенно. Для такого превращения рекомендуем вам воспользоваться разработанной на Валуйской станции юных техников универсальной расточной головкой: она подкупает технологичностью изготовления и простотой.
Функции расточного станка с успехом может выполнять и фрезерный. Разумеется, по более низкому классу точности, но для многих работ это не столь существенно. Для такого превращения рекомендуем вам воспользоваться разработанной на Валуйской станции юных техников универсальной расточной головкой: она подкупает технологичностью изготовления и простотой.
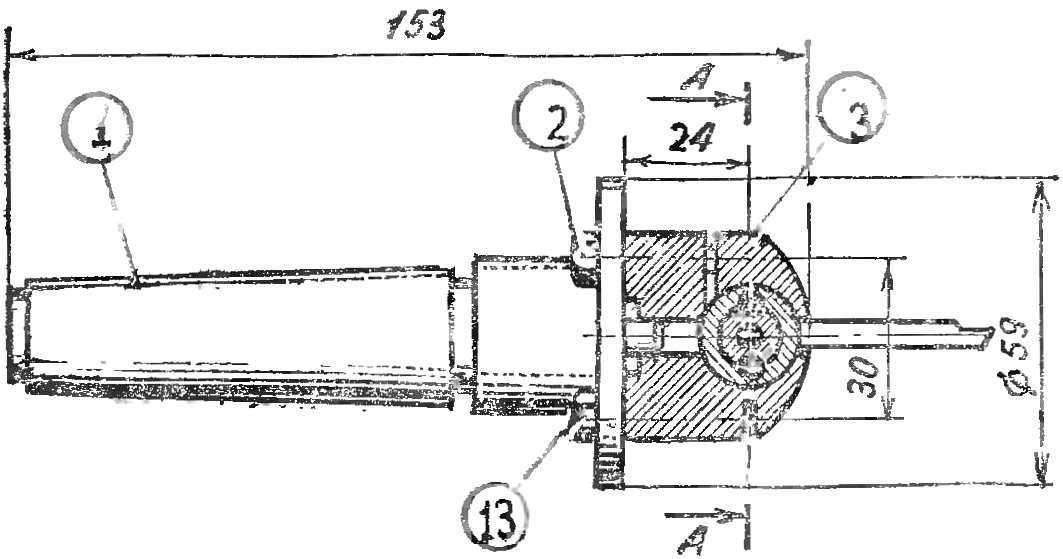
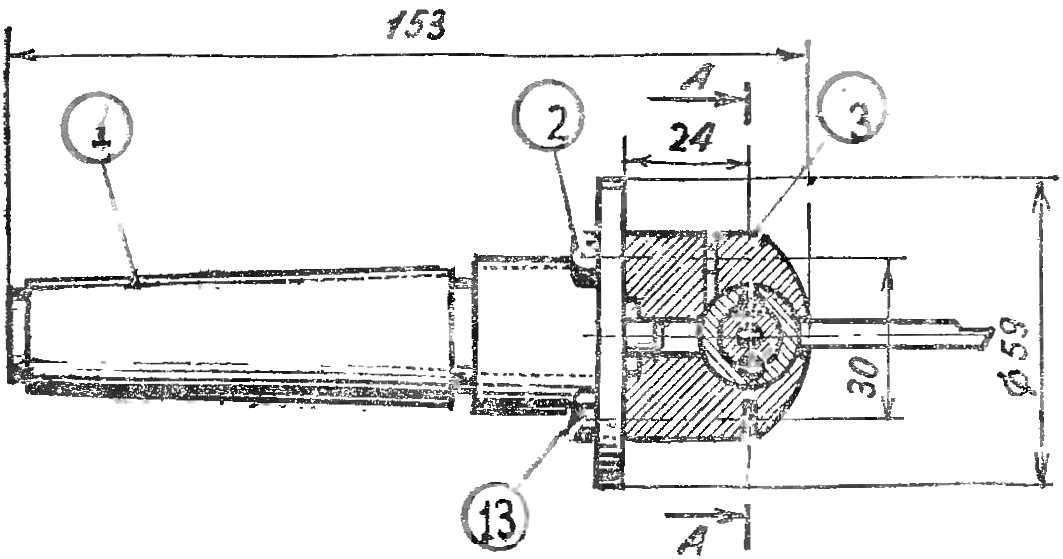
Приспособление состоит из следующих элементов: конического хвостовика, ступицы и пиноли. Ступица посажена на хвостовик четырьмя винтами, два из которых параллельно зажимают и пиноль. Резец закрепляется в ползуне, перемещающемся по двум расположенным внутри пиноли цилиндрическим направляющим. Перемещение ползуна — с помощью ходового винта.
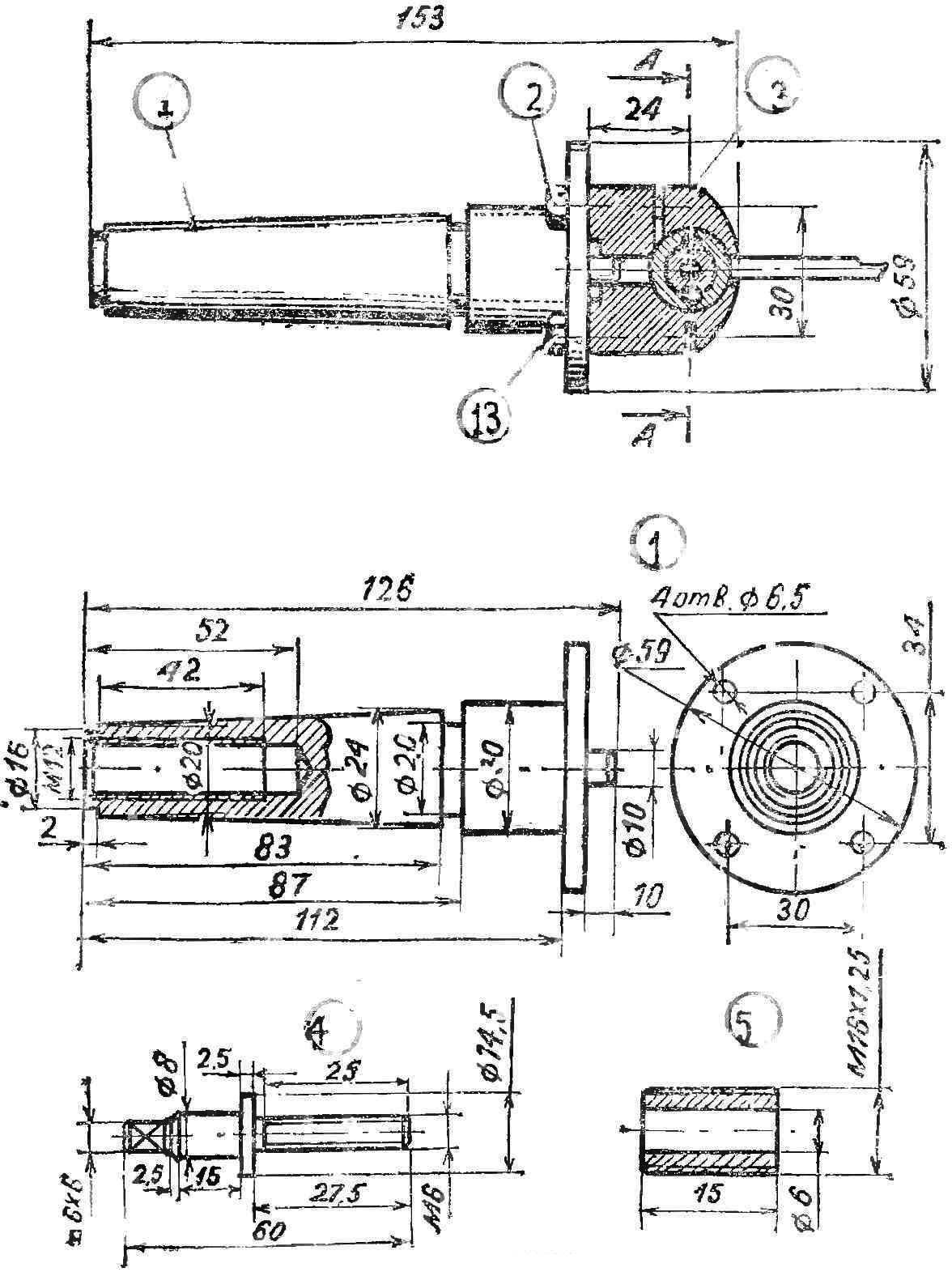
Расточная головка для фрезерного станка:
1—хвостовик с конусом Морзе (сталь 45), 2 — винт М6, 3 — ступица (сталь 45), 4 — ходовой винт (сталь 45), 5 — втулка (БрОЦС-4-4-17), 6 — контргайка (сталь 20), 7 — ползун (сталь 45), 8 — винт М6, 9 — направляющая (сталь 45), 10 — пробка (БрОЦС-4-4-17), 11 — пиноль (сталь 45), 12 — шайба, 13 — винт М6, 14 — бобышка (сталь 45), 15 — рукоятка (сталь 20).
Работает расточная головка следующим образом. Хвостовая часть вставляется в шпиндель фрезерного станка и фиксируется штатным затяжным винтом. Обрабатываемая деталь закрепляется в тисках или на столе станка. При растачивании отверстий диаметром до 40 мм регулировка положения резца относительно центра отверстия осуществляется только. за счет выдвижения ползуна. Растачивание же отверстий диаметром до 85 мм производится в два приема. Сначала — как описано выше, далее ползун следует перевести в исходное положение, ослабить зажимные винты и сместить пиноль до упора в ступицу.
Контроль диаметра отверстия — по шкале, нанесенной на торцевую поверхность втулки (поз. 5). В комплект приспособления входит также рукоятка для ходового винта и зажимных винтов.
Ю. КУТЕПОВ, г. Валуйки
Рекомендуем почитать
 ПЫЛЕСОС-ПРАЧКА
ПЫЛЕСОС-ПРАЧКА
Пылесос — большой домашний работяга: помимо своих основных обязанностей, он может белить потолки, красить автомобили, опрыскивать цветы. Однако его можно «обучить» еще одной профессии,... ЗАЩИТИТ ЛИНЕЙКА
ЗАЩИТИТ ЛИНЕЙКА
При окраске оконных рам, как ни стараешься, а хоть один мазок да попадет на стекло. Удалить же высохшие огрехи, не повредив покрытия рамы, задача не простая. Хорошим помощником будет...