Начинающие радиолюбители не всегда знают, что организация рабочего места для монтажа и пайки радиоприемников или каких-либо других радиоэлектронных устройств влияет на качество изготовления этих устройств.
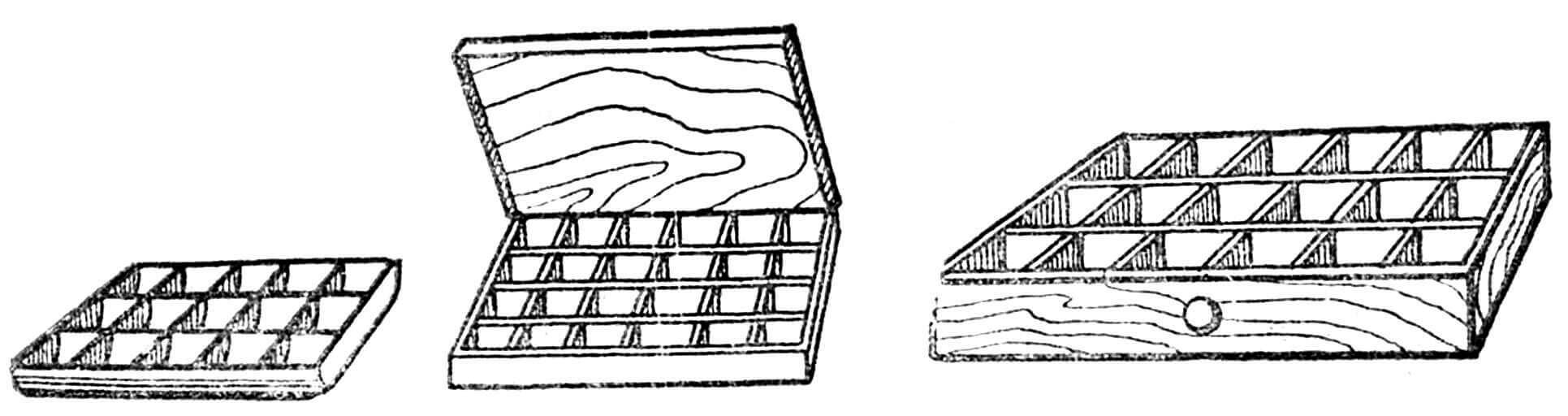
Рабочим местом радиолюбителя обычно служит стол (рис. 1) с выдвижными ящиками. В них располагаются ящики-кассеты (рис. 2) для храпения различных мелких деталей.
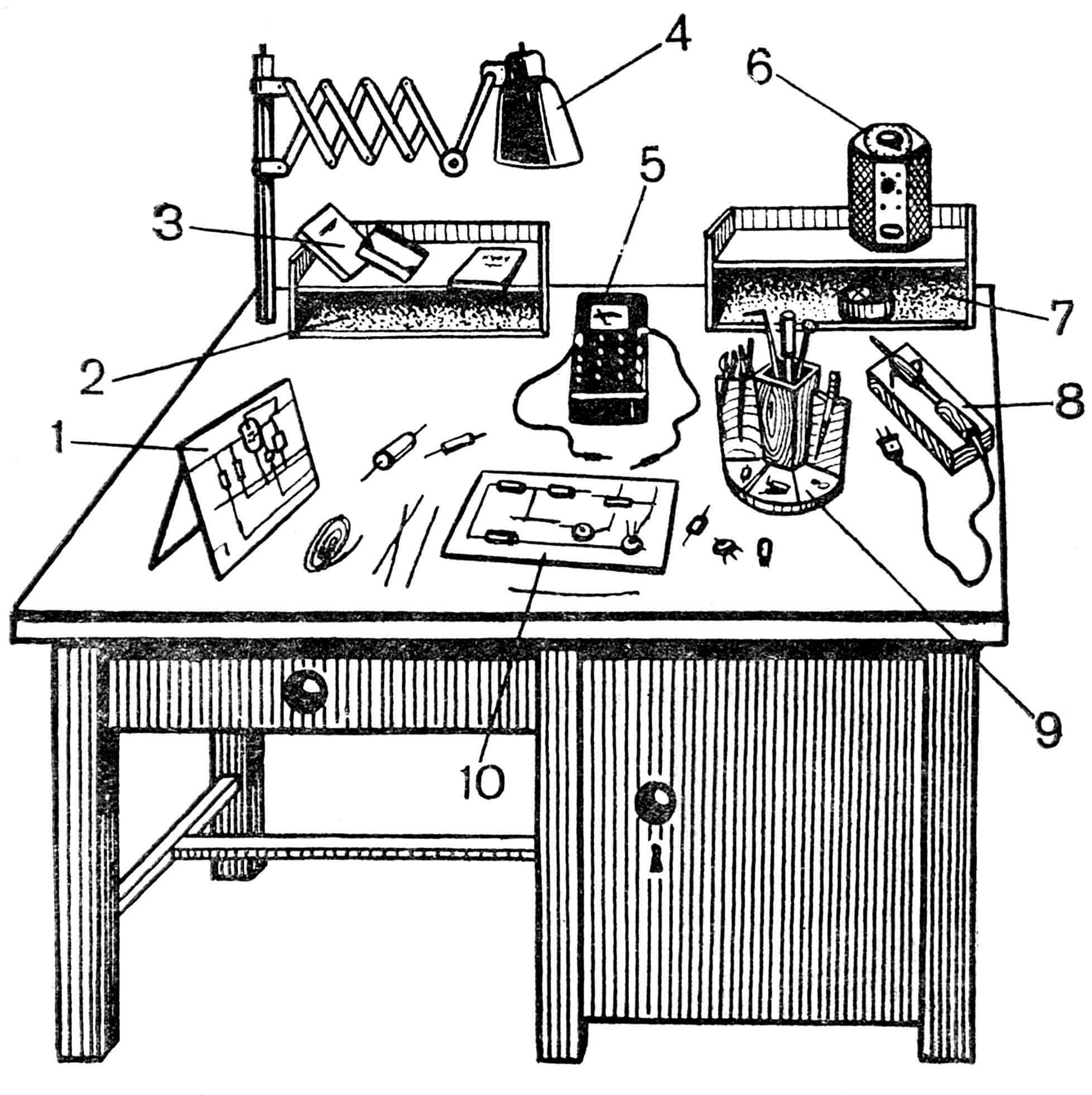
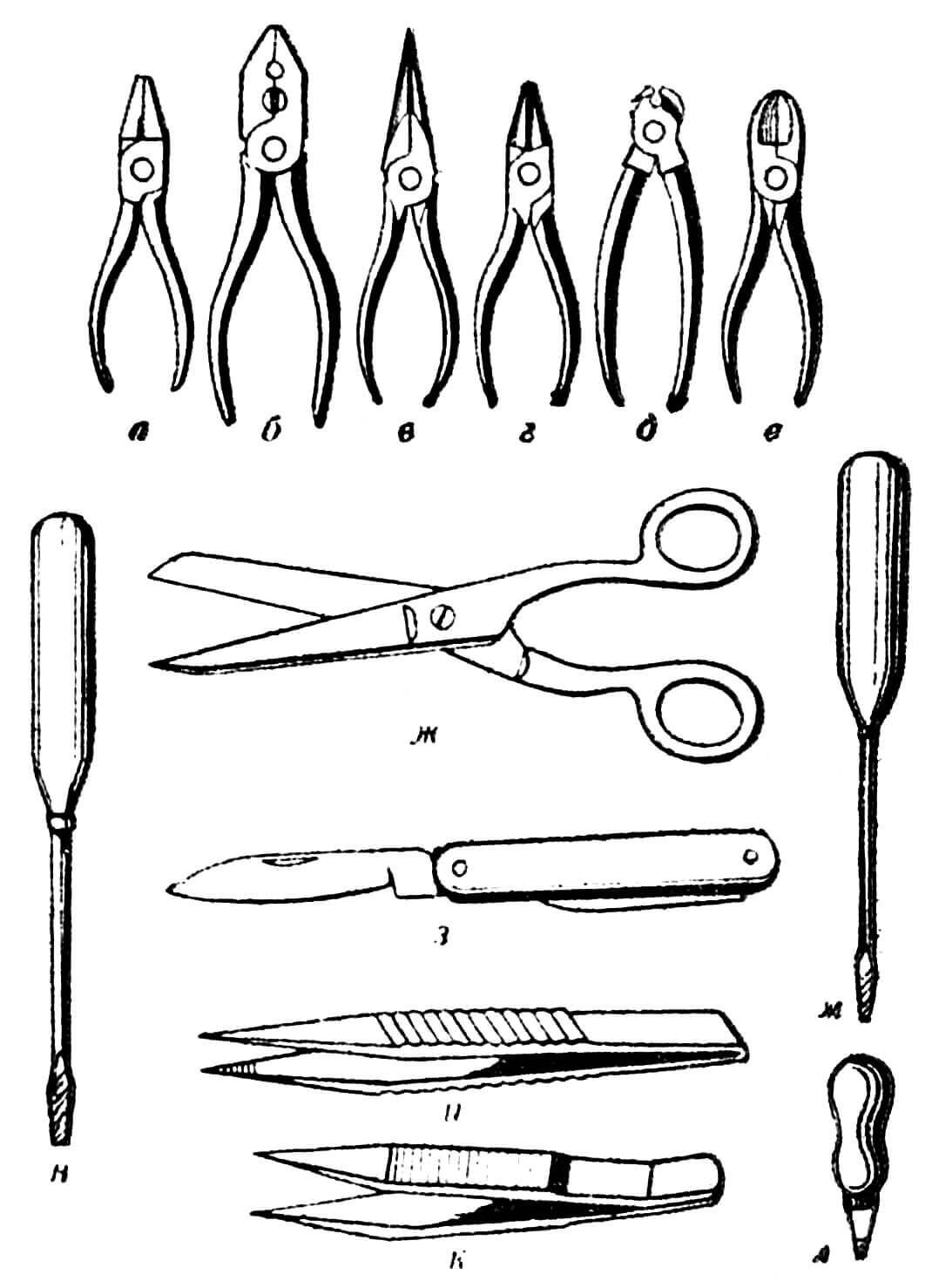
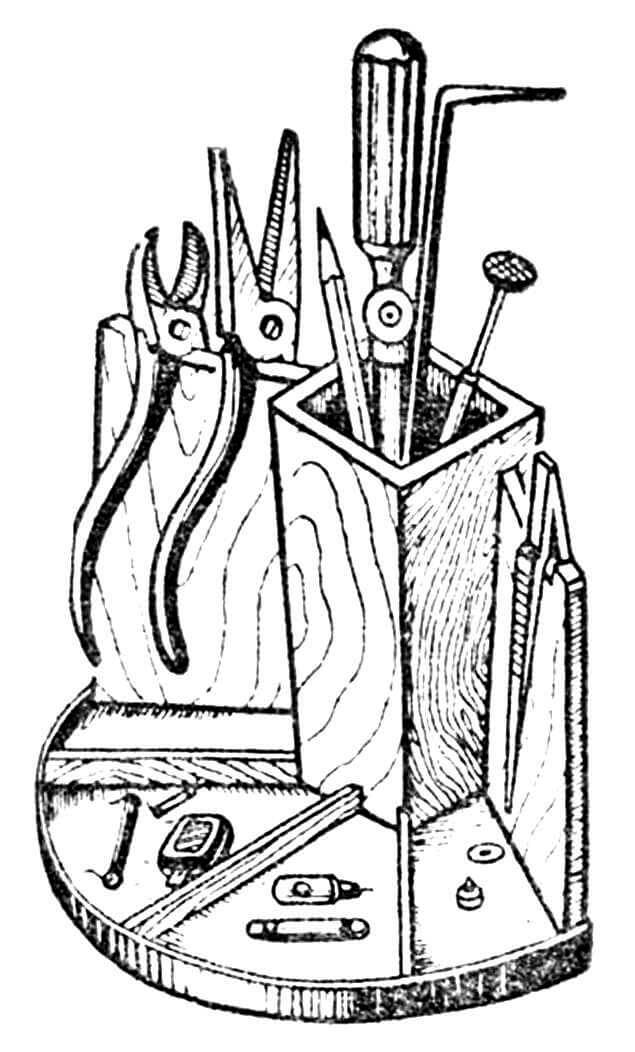
Набор инструментов (рис. 3) можно частично расположить во время работы в специальной подставке-готовальне (рис. 4).
Как в дневное, так и в вечернее время стол должен быть хорошо освещен. Не надо, чтобы свет бил в глаза. Лампочка с матовым, или «молочным», стеклом мощностью 40 — 60 вт вполне достаточна для нормального освещения. Работать будет удобнее, если поставить источник света, который можно было бы легко перемешать на любое расстояние.
Основным инструментом для пайки служит паяльник. В магазинах можно приобрести паяльники мощностью 90 и 60 вт на напряжении 127 и 220 в переменного тока.
Паяльники промышленного производства рассчитаны на непрерывное включение не более одного часа.
Перегревать паяльник не следует: на его стержне образуется окалина, рабочая часть паяльника (жало) покрывается раковинами, на нем плохо держится припой. Поэтому паяльник рекомендуется включать через автотрансформатор со ступенчатой или плавной регулировкой напряжения питания. Можно для этой цели сделать приспособление, показанное на рисунке 5.
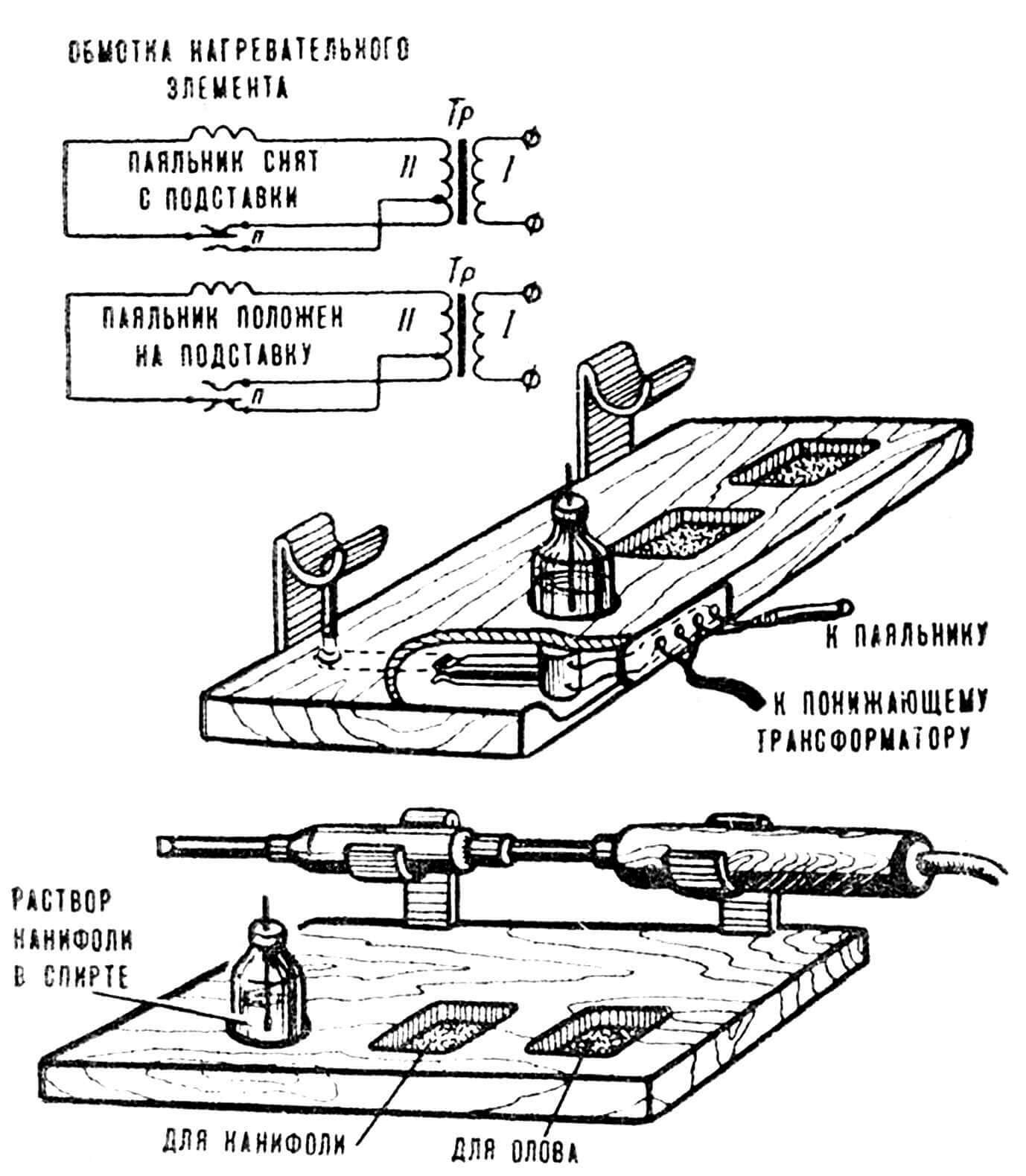
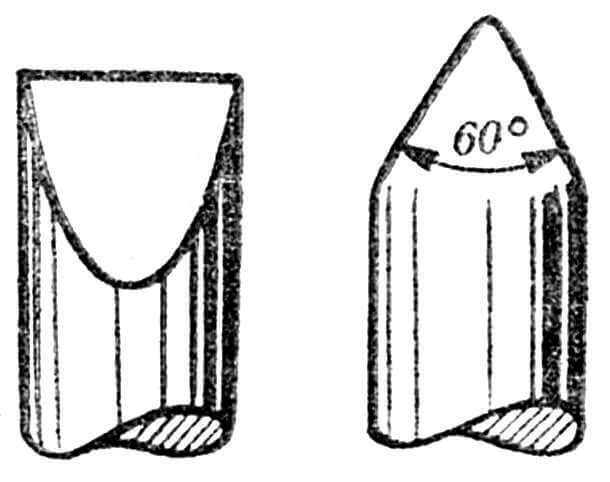
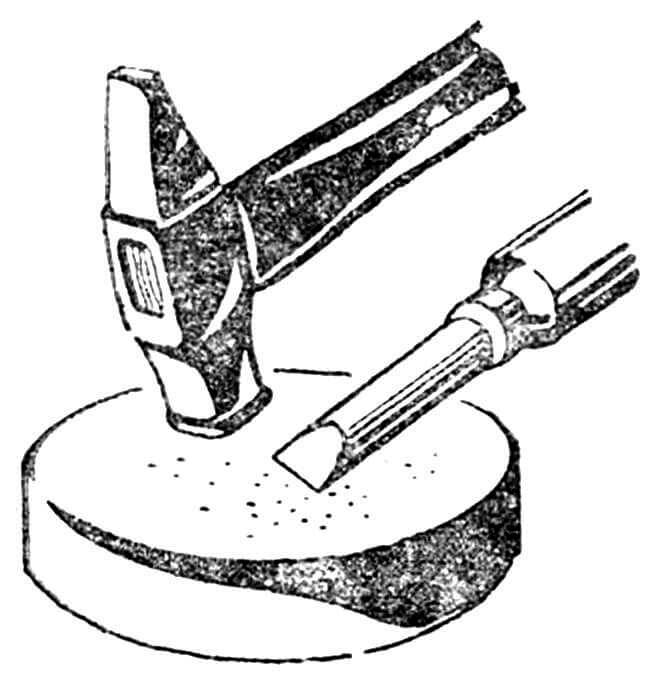
Напряжение нормального нагрева паяльника, рассчитанного на питание от 127 в, лежит в пределах от 100 до 110 в, от 220 до 180—200 в. Вновь купленный паяльник не следует сразу включать в сеть. Нужно вытащить стержень и спилить напильником выступы, которыми он крепится в гнезде обмотки. Если этого не сделать, то окалина, образовавшаяся внутри от продолжительного нагревания, зажимает стержень в гнезде, и вытащить его для смены или зачистки будет невозможно. Жало затачивается напильником под углом 55—60° (рис. 6). Лучше всего заострить стержень ковкой (рис. 7). Наклеп уплотняет металл, затрудняет образование окалины и раковины. Срок службы стержня увеличивается. После опиловки напильником или ковки жало нужно облудить.
Хорошо иметь для работы два паяльника: один мощностью 60 вт для пайки монтажных проводов, конденсаторов, резисторов и т. п., другой — 90 вт со сменными стержнями разных форм (рис. 8).
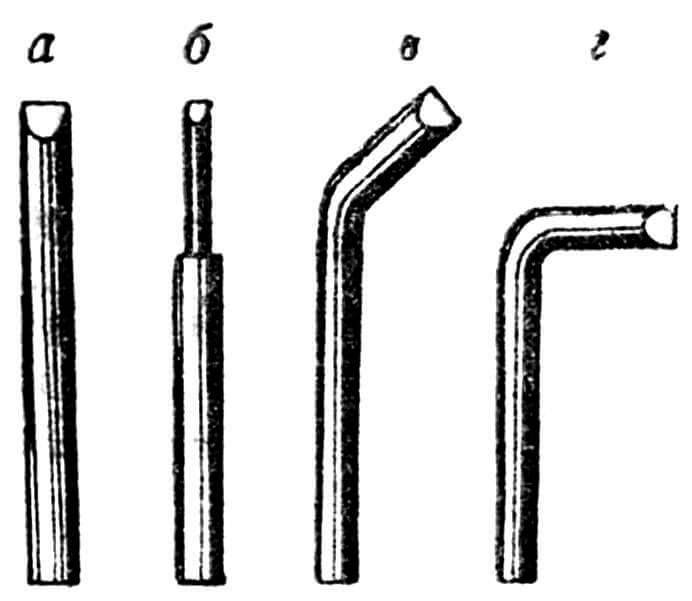
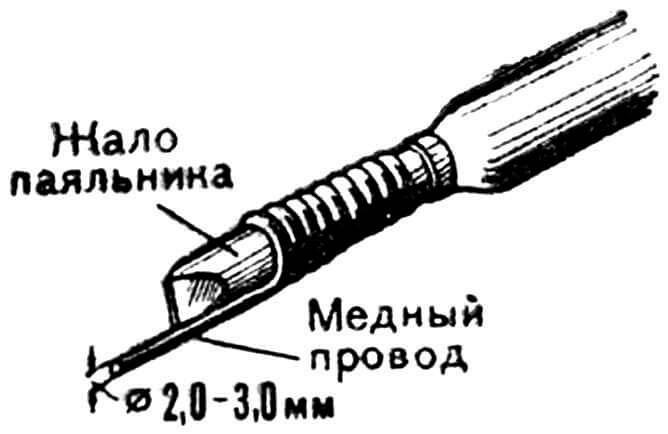
Для пайки деталей, боящихся перегрева (например, транзисторов, высокочастотных диодов), если пет маленького паяльника, можно на стержень обыкновенного паяльника (рис. 9) надеть медную проволоку диаметром 2—3 мм, свернутую в спираль. Конец ее должен быть заточен по форме жала обычного паяльника.
Для пайки радиоаппаратуры применяются оловянно-свинцовые припои. Данные различных припоев приведены в таблице. Марка припоя, допустим ПОС-30, расшифровывается следующим образом: П — припой, О — оловянный, С — свинцовый, цифра 30 указывает на процентное содержание чистого олова в припое.
Таблица
Условное обозначение припоя | Химический состав в процентах | Температура плавления | |||
| олово | сурьма | медь (не более) | свинец | ||
| ПОС-18 | 18 | 2,0-2,5 | 0,15 | остальное | 250 |
| ПОС-30 | 30 | 1,5-2,0 | 0,15 | остальное | 240 |
| П ОС-40 | 40 | 1,5-2,0 | 0,1 | остальное | 210 |
| ПОС-50 | 50 | не более 0,8 | 0,1 | остальное | 200 |
| ПОС-61 | 61 | нс более 0,8 | 0,1 | остальное | 185 1 |
Для увеличения прочности в припой прибавляется сурьма. Иногда в сплав вводят висмут и кадмий. Припои с добавкой этих металлов легкоплавкие. Температура плавления их может быть менее 100° С. Они применяются обычно при ремонте печатного монтажа и пайке диодов и триодов.
Можно применять и так называемый «сплав Вуда» (состав: олово 13%; свинец 27%; висмут 50%; кадмий 10%). Температура плавления его 75° С. Обычно он применяется в зубном протезировании. Приобрести его можно в аптеках. В качестве флюса при пайке оловянно-свинцовыми припоями используется канифоль.
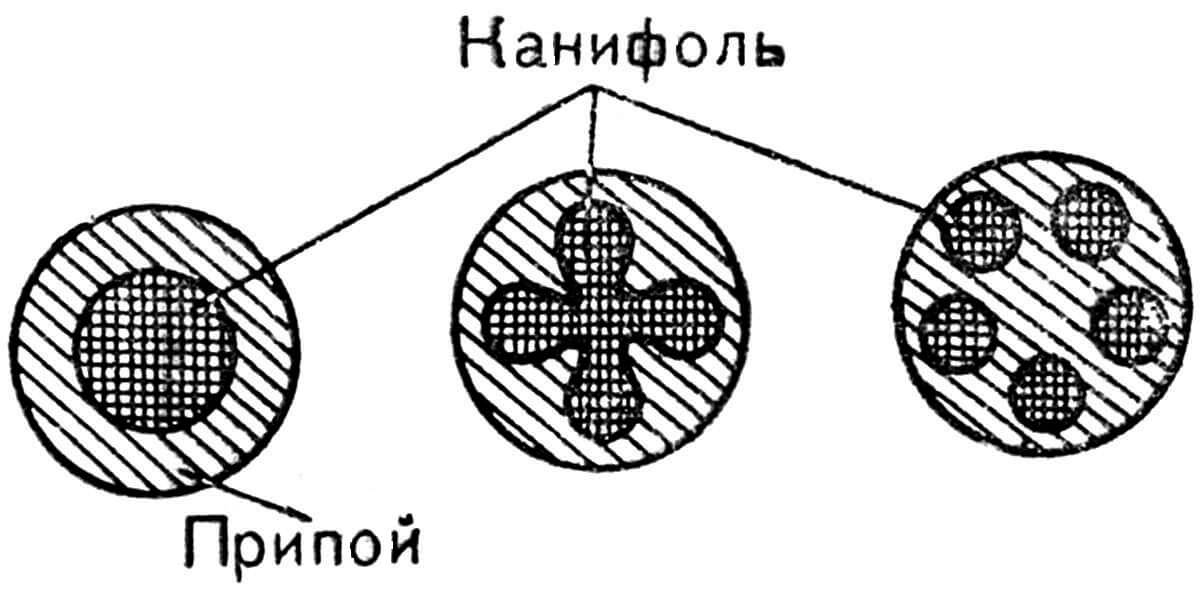
Сейчас большое распространение получили «трубчатые» припои. Они представляют собой пустотелые оловянно-свинцовые трубочки диаметром от 1,5 до 3 мм, внутрь которых заливается канифоль. Сечения таких припоев показаны на рисунке 10. Применение «трубчатого» припоя облегчает пайку в труднодоступных местах.
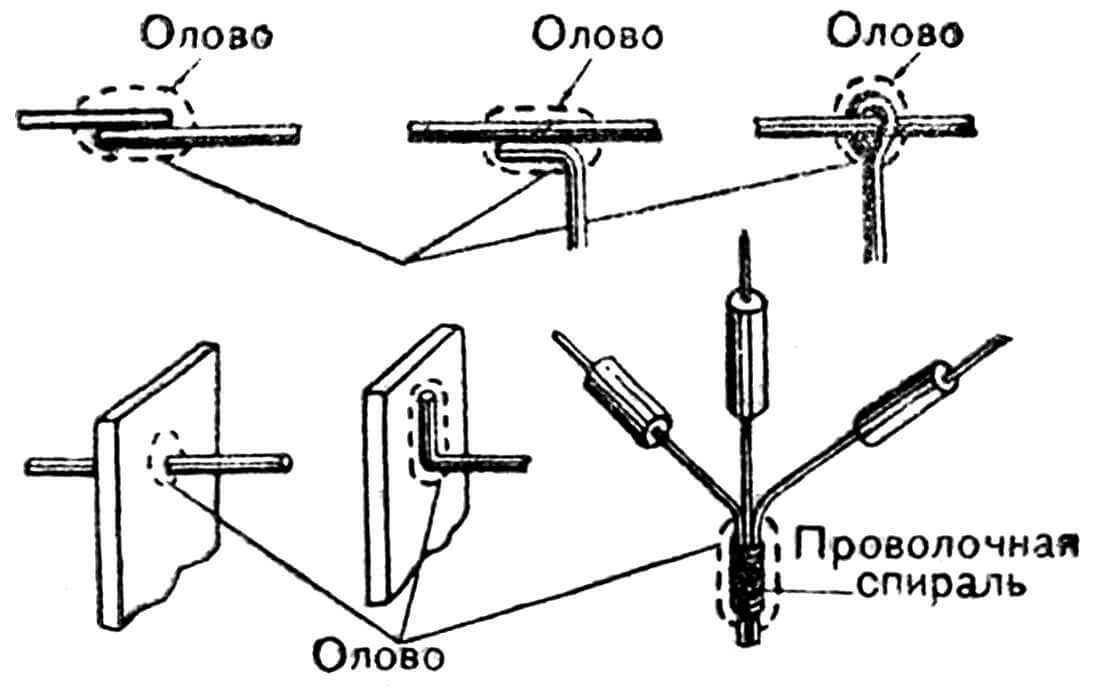
Правила соединения проводов и наложения пайки показаны на рисунке 11.
Перед пайкой проводов и различных деталей их поверхность следует хорошо зачистить и облудить. При пайке радиомонтажа нельзя пользоваться «паяльной кислотой» и нашатырем (место пайки быстро окисляется и разрушается). Место спая должно быть хорошо прогрето и легко обтекаться расплавленным припоем. Однако нужно помнить, что к перегревать место спая радиодеталей нельзя. Может оплавиться или обгореть изоляция проводника, нарушиться целостность самого прибора и т. д.
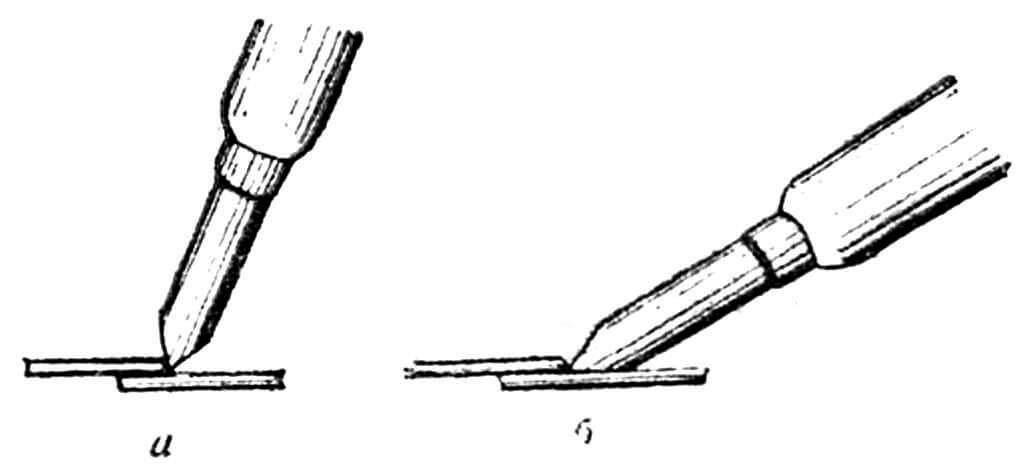
Иногда после пайки отсутствует контакт между спаянными поверхностями. Причиной этого может быть плохо зачищенная поверхность и плохой прогрев места спая. Чаще нужно макать жало паяльника в канифоль и при пайке прижимать к месту соединения всей рабочей поверхностью (рис. 12).
Пайку больших поверхностей из меди, латуни, стали, свинца, оцинкованного железа рациональнее производить припоем ПОС-18.
Швы различных деталей из меди, латуни и стали лучше всего паять припоем ПОС-30 (третник). Соединительные провода, контактные лепестки конденсаторов, резисторы и другие различные детали следует паять припоями ПОС-10 или ПОС-50.
Выводы полупроводниковых триодов, диодов, монтажных проводов с хлорвиниловой изоляцией лучше всего паять припоем ПОС-61.
Г. ФРАНКОВСКИЙ
Рекомендуем почитать
 УДОБНАЯ ВОРОНКА
УДОБНАЯ ВОРОНКА
Разливая растворы химикатов по бутылкам, фотолюбители пользуются пластмассовыми или стеклянными воронками. Первые хлопот не доставляют: специальные ребра на наружной поверхности не дают... ВЕСЁЛЫЕ КАЧЕЛИ
ВЕСЁЛЫЕ КАЧЕЛИ
Привычным атрибутом большинства дачных и приусадебных участков являются детские качели. Вариантов их изготовления существует множество. Качели можно делать, как из металлических труб и...