 Большой интерес у молодых новаторов, специалистов самых разных отраслей вызвала организованная на ВДНХ СССР тематичесная выставка «Изобретатели Латвии — производству». И прежде всего тем, что она показала интересный опыт «планирования» изобретений, накопленный е республике, то есть организации новаторского поиска по наиболее острым, важным для народного хозяйства проблемам.
Большой интерес у молодых новаторов, специалистов самых разных отраслей вызвала организованная на ВДНХ СССР тематичесная выставка «Изобретатели Латвии — производству». И прежде всего тем, что она показала интересный опыт «планирования» изобретений, накопленный е республике, то есть организации новаторского поиска по наиболее острым, важным для народного хозяйства проблемам.
О «географии» этого поиска дает представление уже один перечень разделов выставки. Здесь были представлены радиоэлектроника и вычислительная техника, химия и здравоохранение, лесная, деревообрабатывающая и бумажная промышленность, строительство и строительные материалы, легкая и пищевая промышленность, сельское хозяйство, машиностроение и металлообработка.
Не случайно почти каждый посетитель выставки уносил в своем блокноте интересную схему или чертеж, записи о понравившейся новинке, нужный адрес — своеобразные деловые сувениры.
Предлагаем некоторые из них нашим читателям.
СВАРКА…МОЛОТКОМ
На кафедре общей физики Латвийского университета кандидат технических наук А. Пранч разработал оригинальный метод холодной сварки, получивший авторское свидетельство № 371043. От всех существующих способов соединения металлических поверхностей этот отличается тем, что здесь нужный эффект достигается благодаря простому «сдаигу» одной из свариваемых деталей, плотно прижатых друг к другу.
Как же происходит эта странная сварка! Варианты могут быть разные. Например, по этой технологии можно получить соединение, похожее на точечную или шовную сварку. Для этого на соответствующих участках обеих деталей создается система одинаково расположенных выступов (рис. 1), расстояние между которыми должно быть равным одному или двум диаметрам этих выступов.
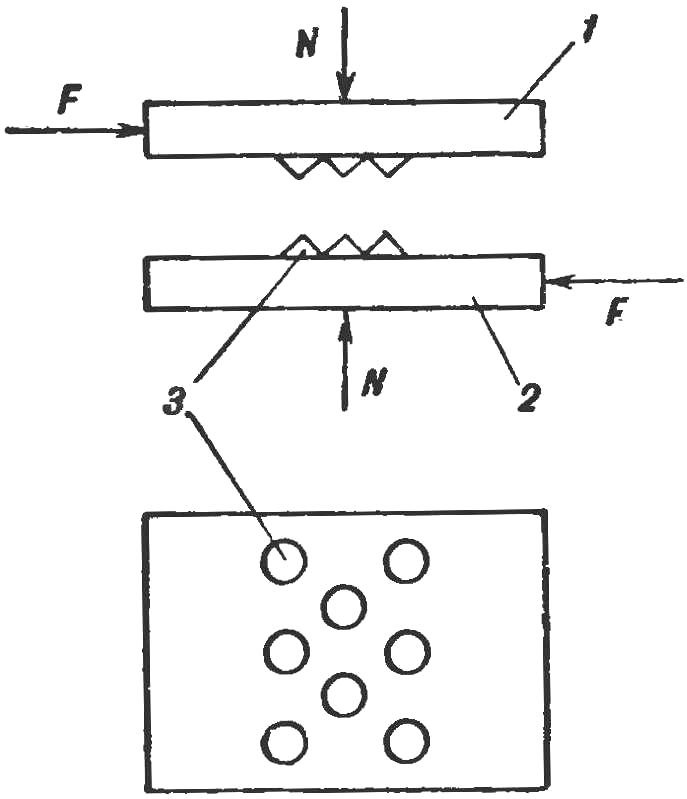
Рис . 1. Схема сварки сдвигом:
1—2— свариваемые детали, 3 — выступы, N — сдавливание (нагрузка), F — усилие сдвига.
Сложенные вершинами «бугорков», детали сжимаются до полной пластической деформации выступов, а затем, оставаясь под давпением, сдвигаются относительно друг друга на величину расстояния между выступами. При этом участки, имевшие «бугорки», превращаются в сплошной сварной шов.
Этот способ имеет большое преимущество по сравнению с существующим видом соединения с помощью вдавливания пуансонов или роликов, так как не образует вмятин в металле, а значит — не изменяет его сечение.
Интересно, что возможен и другой, более простой вариант сварки сдвигом. Для этого соединяемые поверхности зачищаются, и только на одной из них создается система выступов. Сжатие и сдвиг свариваемых изделий выполняются на существующих для этих целей установках.
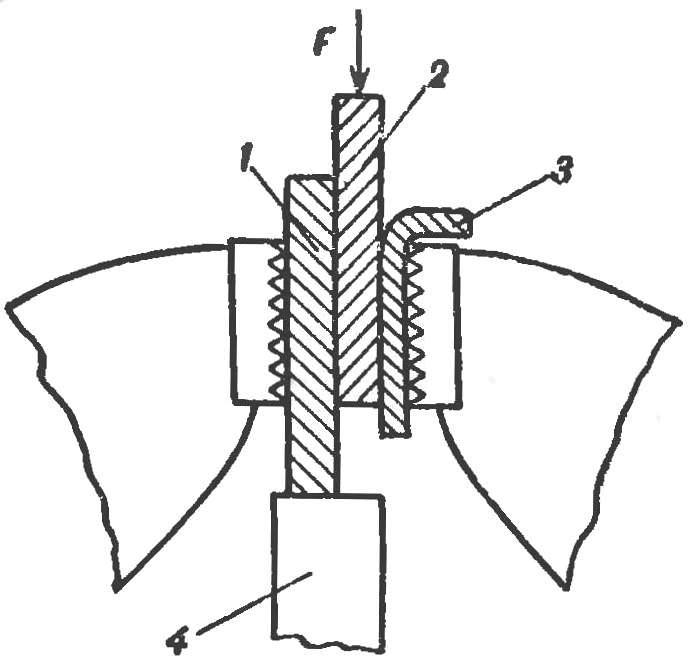
Рис. 2. Сварка в тисках:
1 — неподвижная полоса. 2 — сдвигаемая полоса, 3 — прокладка, уменьшающая трение, 4 — опора.
Любопытный вариант предлагается для сварки небольших алюминиевых полос. Они обрабатываются напильником, затем на одной из них с помощью кернера создается сетка выступов. Теперь можно с силой зажать полосы в тисках, как показано на рисунке 2, и ударить по выступающей части молотком — произойдет сварка.
КОГДА ВИБРАЦИЯ — ДРУГ
Известно, сколько неприятностей доставляет вибрация тем, кто работает, например, на трамбовочных машинах, с отбойными молотками; сколько вреда приносит она стенам и перекрытиям зданий, деталям плохо отбалансированных двигателей и так далее.
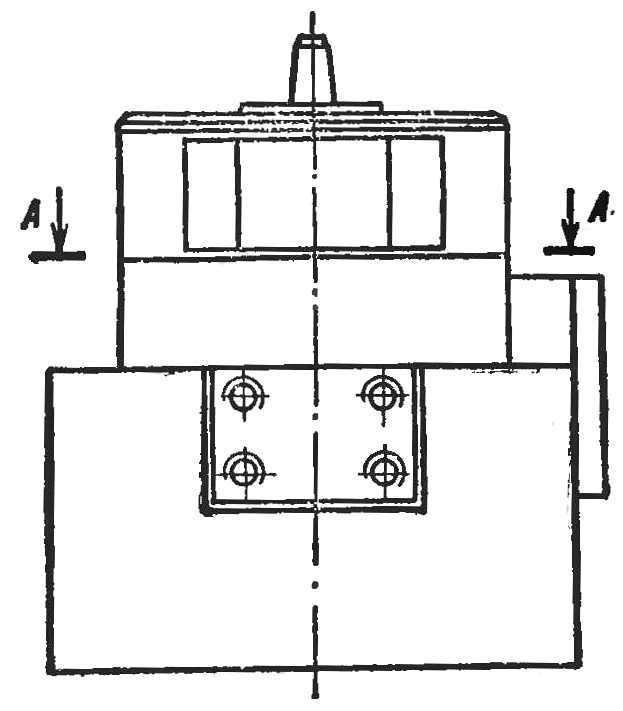
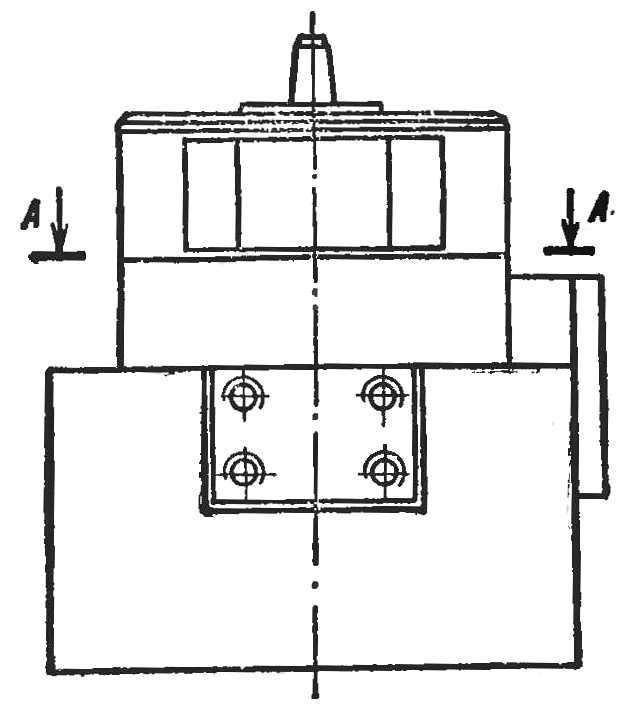
Однако вибрация способна выполнять и полезную работу. В Рижском политехническом институте создана опытная модель пневмомембранного вибробункера, предназначенного для ориентирования и поштучной подачи детален в рабочую зону станков-автоматов. Установка оснащена плавной регулировкой величины амплитуды и частоты колебаний, что позволяет регулировать скорость движения деталей из бункера по спиральному лотку. Вибромашина будет особенно эффективной на взрывоопасных производствах, предъявляющих повышенные требования к производительности, так как бункер способен подавать до 20 сантиметровых детален в секунду.
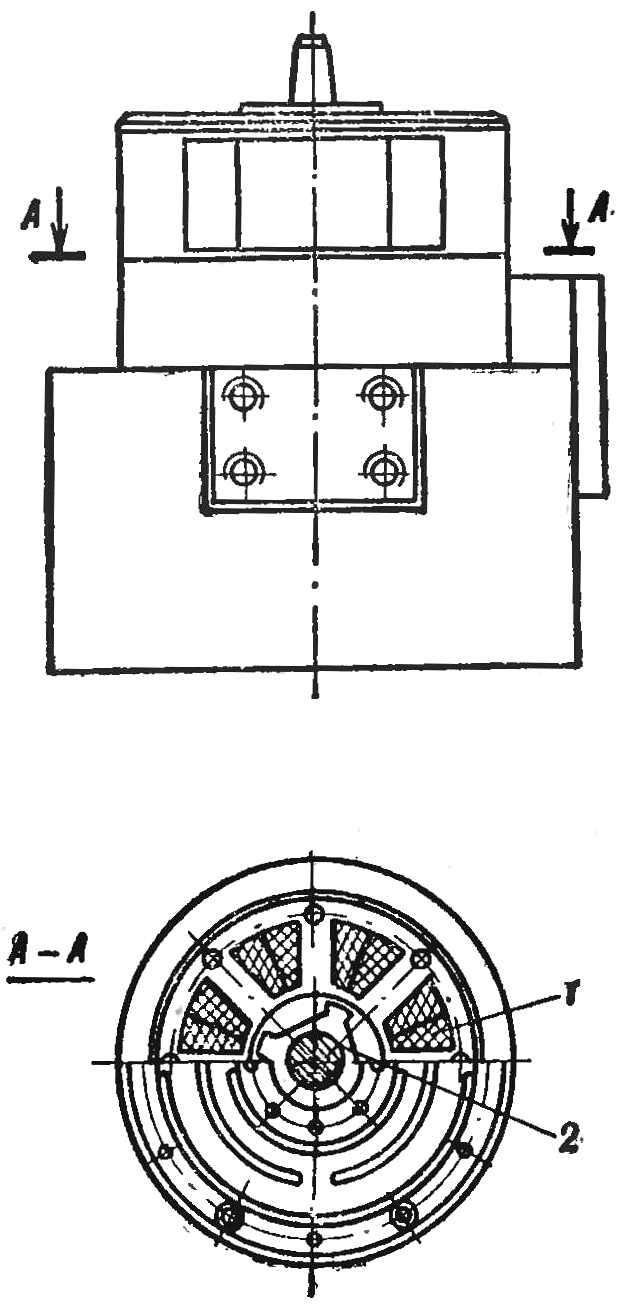
Рис. 3. Электромагнитный вибропривод:
1 — кольцеобразный блок электромагнитов (статор), 2 — якорь с полюсами.
В этом же институте разработан электромагнитный вибропривод (рис. 3) для механизации и автоматизации полирования особо точных деталей в машиностроении, приборостроении, инструментальном производстве. Он состоит из кольцеобразного блока электромагнитов, выполненного в виде статора, и концентричного якоря, имеющего полюса. Питание обмоток осуществляется через выпрямляющие диоды. Одна такая установка обеспечивает годовой экономический эффект более 5 тыс. рублей.
«ХРАНИТЕЛЬ» КОРРОЗИИ
Прежде чем нанести на металлическую поверхность защитное лакокрасочное покрытие, ее обычно тщательно очищают от ржавчины. Это трудоемкая и малопроизводительная операция, особенно когда дело касается больших площадей покрытия.
В Институте неорганической химии АН Латвийской ССР нашли другое решение проблемы. Вместо того чтобы избавляться от старой ржавчины на металле, ученые предложили, наоборот, закреплять ее на подготавливаемой под окраску поверхности, превращать в своеобразную грунтовку.
Для этого разработан особый состав — модификатор ржавчины: водный раствор ортофосфорной кислоты, танидов, полярных растворителей (ацетона, этилового спирта, этипцеппозопьфа) и поверхностно активных веществ.
Модификатор П-1Т — это темно-коричневая жидкость, которая наносится кистью прямо на ржавчину, имеющую толщину до 60—80 мк. Через 3—4 часа обработанная поверхность высыхает и приобретает синий цвет. Спустя двое суток можно красить.
Выпускается модификатор Рижским лакокрасочным заводом и уже широко применяется рижским трестом «Оргтехстрой» и рядом других предприятий.
Рекомендуем почитать
 ВАМ ПАКЕТ
ВАМ ПАКЕТ
Когда приходится много красить, да если ещё меняя колера — банок под отливаемую краску не напасёшься. А между тем можно обойтись и одной — достаточно вставить в неё полиэтиленовый пакет... Без границ: как смотреть любимые передачи из Украины в Германии
Без границ: как смотреть любимые передачи из Украины в Германии
Многие украинцы по воле случая оказались в Германии. Одни уехали, пытаясь наладить финансовое положение, другие спасались от военных действий, которые развернулись на территории нашей...