Среди проблем, с которыми сталкивается практически любой самодельщик, электродуговая сварка и резка металлов в условиях домашней мастерской — не на последнем месте. И очень хорошо, что «Моделист-конструктор» об этом не забывает, радуя своих читателей обстоятельными разработками, подобными изложенным, скажем, в публикациях «Сварочный с электроникой», «И зарядит, и приварит» (см. соответственно № 3’96, 9’94 журнала).
Возможно, кому-то пригодится и мой опыт создания компактных, но достаточно мощных агрегатов, в числе которых — конструкция с электронной регулировкой сварочного тока (рис.1).
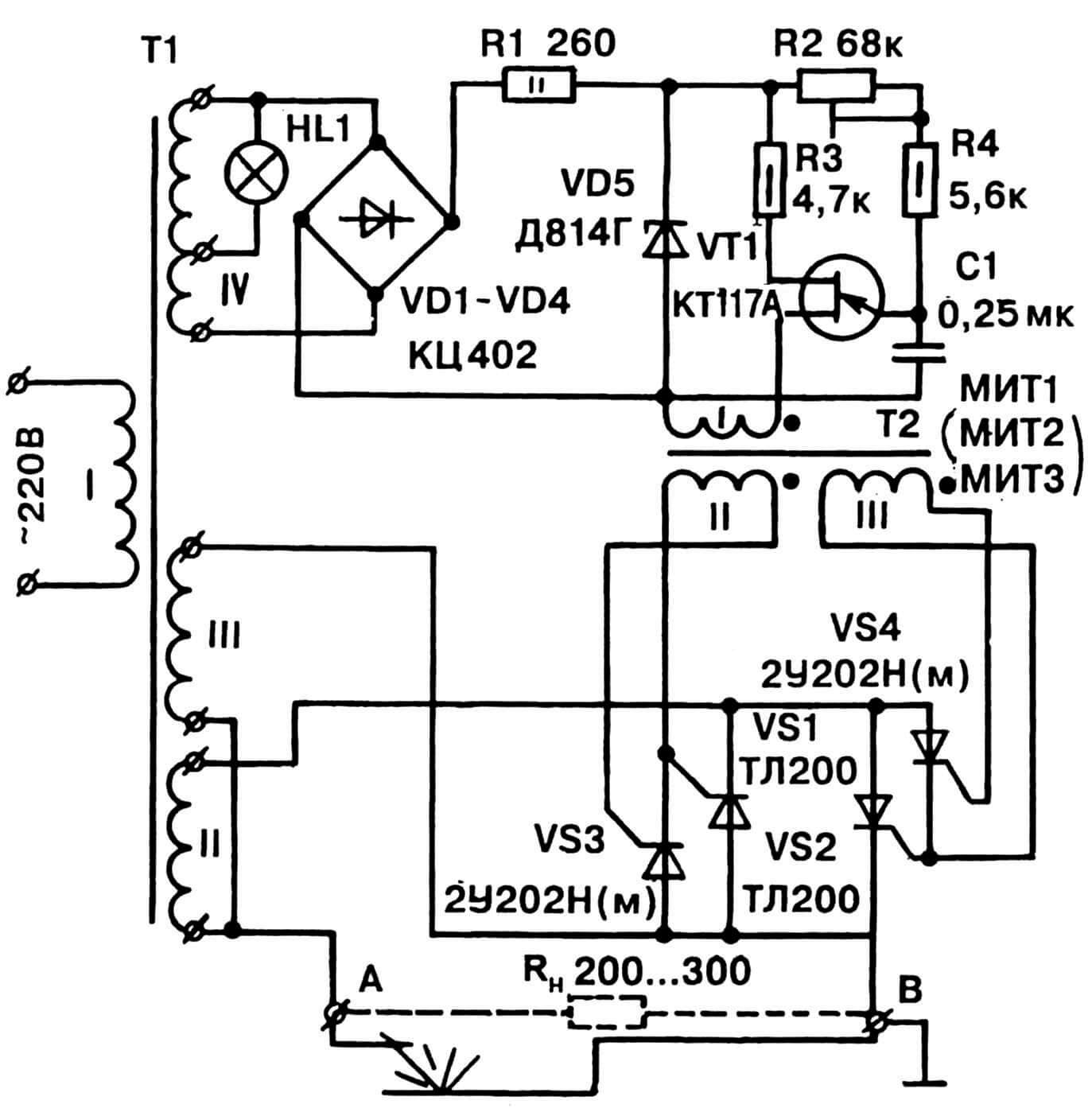
Сварочный трансформатор здесь ничем, по сути, не отличается от уже упоминавшейся разработки М.Терлецкого (№ 3 журнала за минувший год). Можно лишь порекомендовать внести выверенные практикой коррективы в обмотку IV, для которой лучше, оказывается, использовать провод ПЭВ2 диаметром 0,21…0,3 мм. Оптимальное число витков уточняют экспериментально (обычно оно — в пределах 15…17). Подключается обмотка IV, как и в прототипе, к соответствующей диагонали выпрямительного моста. Только вот в качестве последнего выступает уже не самодельная сборка из четырех полупроводниковых диодов Д226Б, а готовая заводская, типа КЦ402.
«Изюминкой» предлагаемой конструкции является электронный регулятор. Ведь основой его служит эффективный фазоимпульсный генератор, собранный на однопереходном транзисторе VT1 КТ117А. Требуемая величина сварочного тока (в данном случае переменного) выставляется с помощью потенциометра R2, от положения движка которого зависит скорость заряда и пороговый уровень конденсатора С1. При превышении последнего транзистор VT1 почти мгновенно открывается, что влечет за собой разряд упомянутого конденсатора через переход транзистора и первичную обмотку I трансформатора Т2 (типа МИТ1). Тогда во вторичных обмотках II и III возникает довольно-таки сильный импульс, влияющий на проводимость полупроводниковых приборов VS3 и VS4, которые включены в цепи управления мощных тиристоров VS1 и VS2.
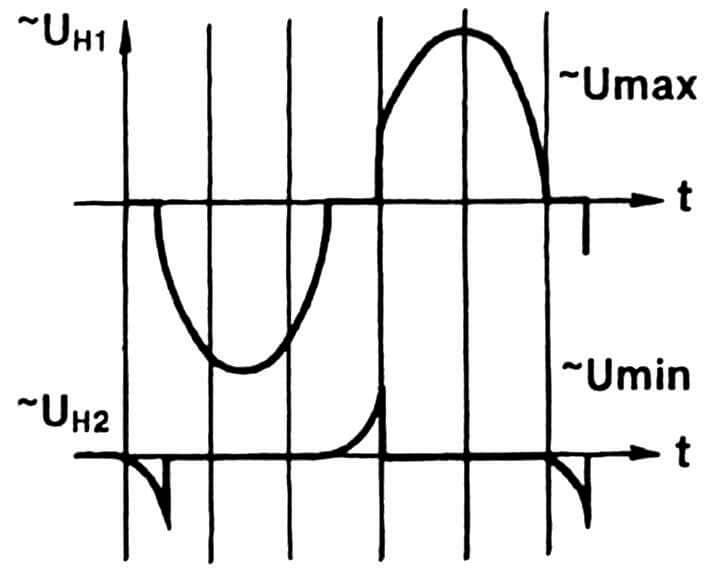
Наглядное представление о протекающих в аппаратуре процессах можно получить из осциллограмм напряжений (рис. 2). А при анализе еще раз убедиться, насколько важную роль играют в рассматриваемом регуляторе сварочного тока маломощные управляющие тиристоры VS3 и VS4.
Поскольку габариты всего устройства определяет в основном сварочный трансформатор Т1 (а он, как было уже отмечено, мало чем отличается от опубликованного журналом прототипа), то и компоновка конструкции в целом (рис. 3) похожа на базовую, пропагандируемую «Моделистом-конструктором» в 1996 году. Изменения связаны, по сути, лишь с монтажом более компактного, чем в прежних разработках, электронного регулятора. Причем «задатчик» сварочного тока (потенциометр R2) на рисунке условно не показан, ведь каждый самодельщик постарается разместить его в удобном для себя месте.
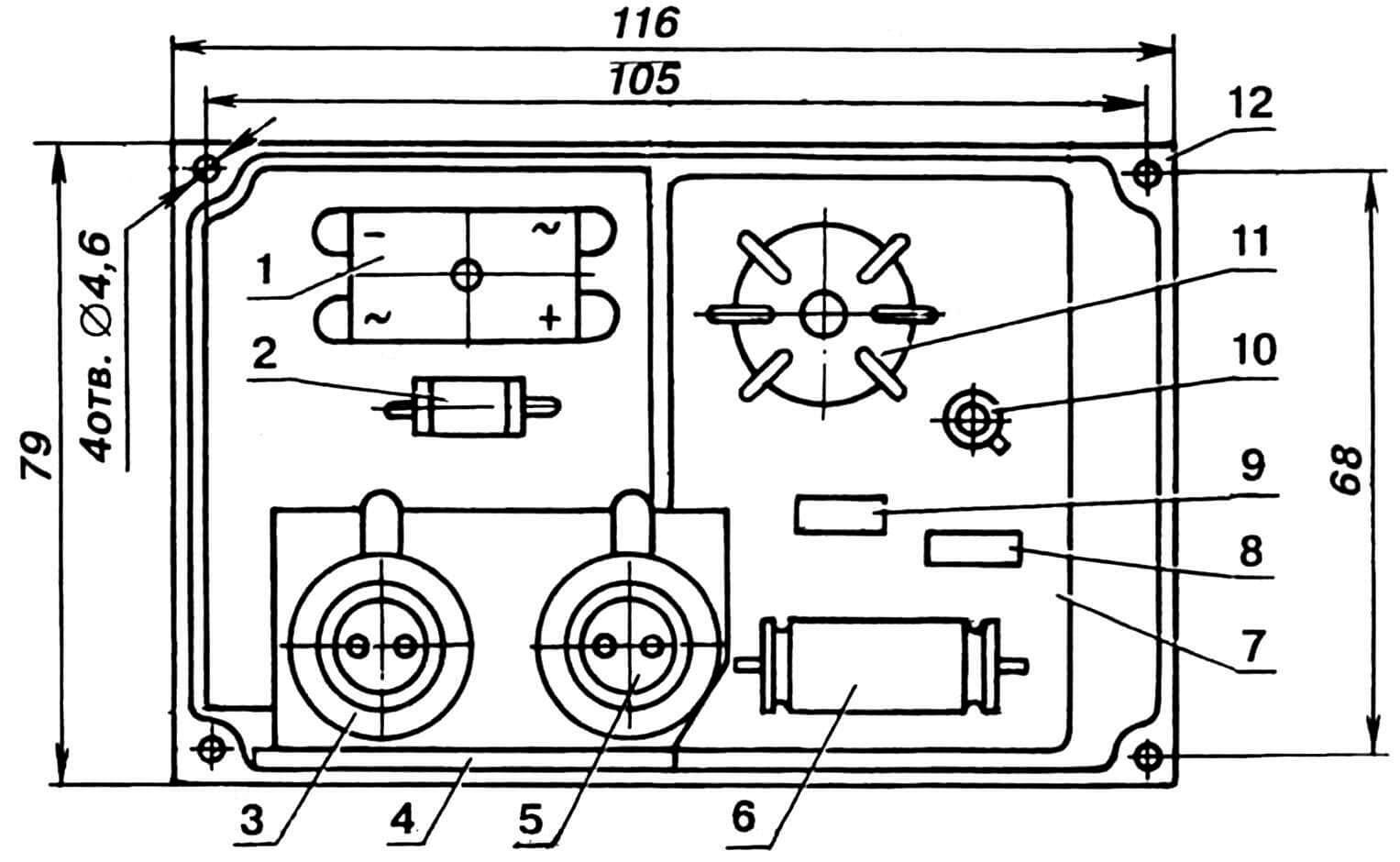
Монтаж рекомендуется выполнить навесным (объемным) методом с использованием провода типа МГШВ (МГВ). Между блоком и сварочным трансформатором Т1 желательно предусмотреть установку многоштырькового разъема, что с лихвой окупит себя при настройке и эксплуатации сварочного агрегата.
Для проверки работоспособности всего устройства необходимо у трансформатора Т1 отсоединить обмотку III от обмотки II (см. рис.1). А вот к выходным клеммам А и В надо, наоборот, подключить аналог нагрузки (резистор Rh = 200…300 Ом мощностью 2…5 Вт) с параллельно подсоединенным вольтметром, подготовленным для контроля за переменным напряжением в требуемом диапазоне измерений. Изменяя положение движка потенциометра R2, следует убедиться: напряжение на выходе сварочного агрегата плавно варьируется в пределах того, что может быть получено от обмотки II сварочного трансформатора.
При наличии же осциллографа проверка работоспособности устройства сводится к элементарному просмотру контрольных осциллограмм. Для этого вход «У» прибора надо соединить с выходными клеммами сварочного агрегата и при крайних положениях движка потенциометра убедиться в соответствии «картинок» на экране эпюрам выходных напряжений.
В.БОНДАРЕНКО, г.Зеленоград, Московская обл.
Рекомендуем почитать
 Онлайн-школа конструирования одежды и портновского мастерства
Онлайн-школа конструирования одежды и портновского мастерства
Grasser – это не просто онлайн-школа шитья и кройки, это сообщество людей, которые объединены страстью к созданию одежды и стремлением к совершенству. Наша команда — это настоящие... МОИ ВЕЗДЕХОДЫ
МОИ ВЕЗДЕХОДЫ
Колесный вездеход удобен в управлении, обладает хорошей проходимостью благодаря мощному дизелю от трактора Т-40 и двум ведущим мостам от ГАЗ-63. Способен буксировать прицеп массой до 5 т....