Був час, коли придбати в магазині будь-який пристрій, а тим паче металоробний верстат, було складно. І коштувало дорого, і доводилося бігати по торгових точках. Сьогодні придбати таку річ просто — тільки плати. Але саморобники все одно не переводяться, пропонуючи все нові й нові конструкції, зроблені виходячи з того, що є під рукою.
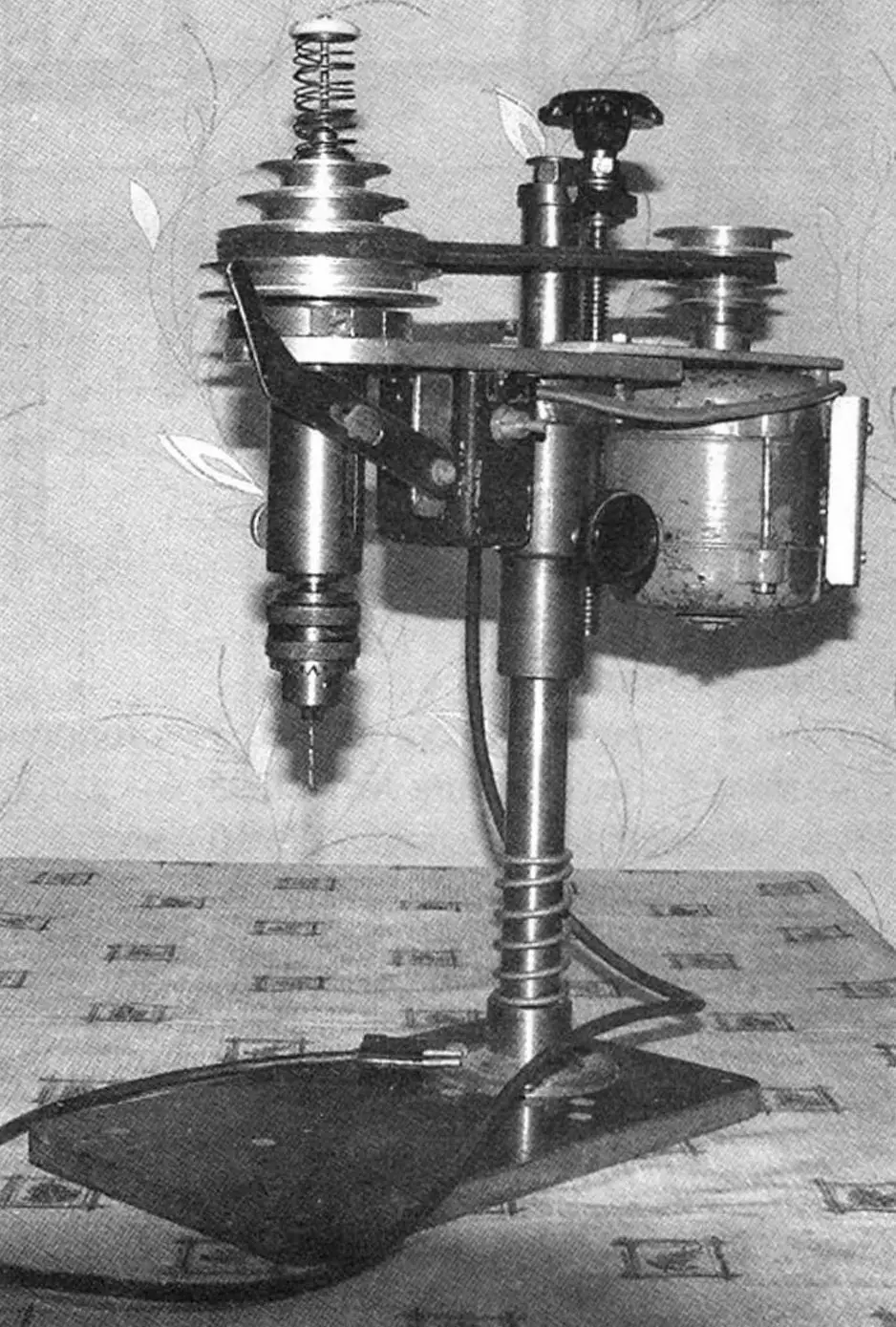
З технічною творчістю Федора Нікітовича Кохтенка наші читачі вже знайомі (див. «М-К» № 6 – 2012 р.). Цього разу пропонуємо складнішу його конструкцію — свердлильний верстат, виготовлений в основному з того, що в конструктора було під рукою, хоча без токарних і фрезерних робіт не обійшлося.
Підставою верстата (станиною) та робочим столом слугує текстолітова плита розмірами 300×175 мм і товщиною 16 мм. До неї відповідними болтами кріпиться відшліфована п’ята (до речі, вона може бути і зварною), що слугує опорою та тримачем основної стійки (колонки). Остання являє собою сталевий циліндричний стрижень діаметром 28 мм і довжиною 430 мм. Один її кінець обточено на довжину 20 мм і на ньому нарізано різьбу M12. На цей різьбовий шпеник згодом надівається кронштейн ходового гвинта, який притягується спеціальною гайкою (хоча цілком підійде й звичайна). Кронштейн виготовлено з дюралюмінієвого листа товщиною 10 мм. Сталевий ходовий гвинт із трапецеїдальною різьбою Tr 16×2 на довжині 200 мм узято готовим — такий є в деяких струбцинах. На його кінці насаджено маховик, яким і крутять гвинт. Пов’язана з ним ходова гайка піднімає консолі робочого вузла (опускається він під власною вагою під час зворотного обертання гвинта), регулюючи його положення на стійці залежно від висоти деталі, яку обробляють. Для «грубого» переміщення робочого вузла по стійці служить установочна втулка, яка підпирає ходову (матричну) гайку і фіксується на стійці стопорним гвинтом M6 із пластмасовою головкою-кнопкою. Щоб підстрахувати від поломки робочий інструмент, на стійці встановлено пружину стиску, яка амортизує робочий вузол у разі його «вільного» мимовільного падіння.
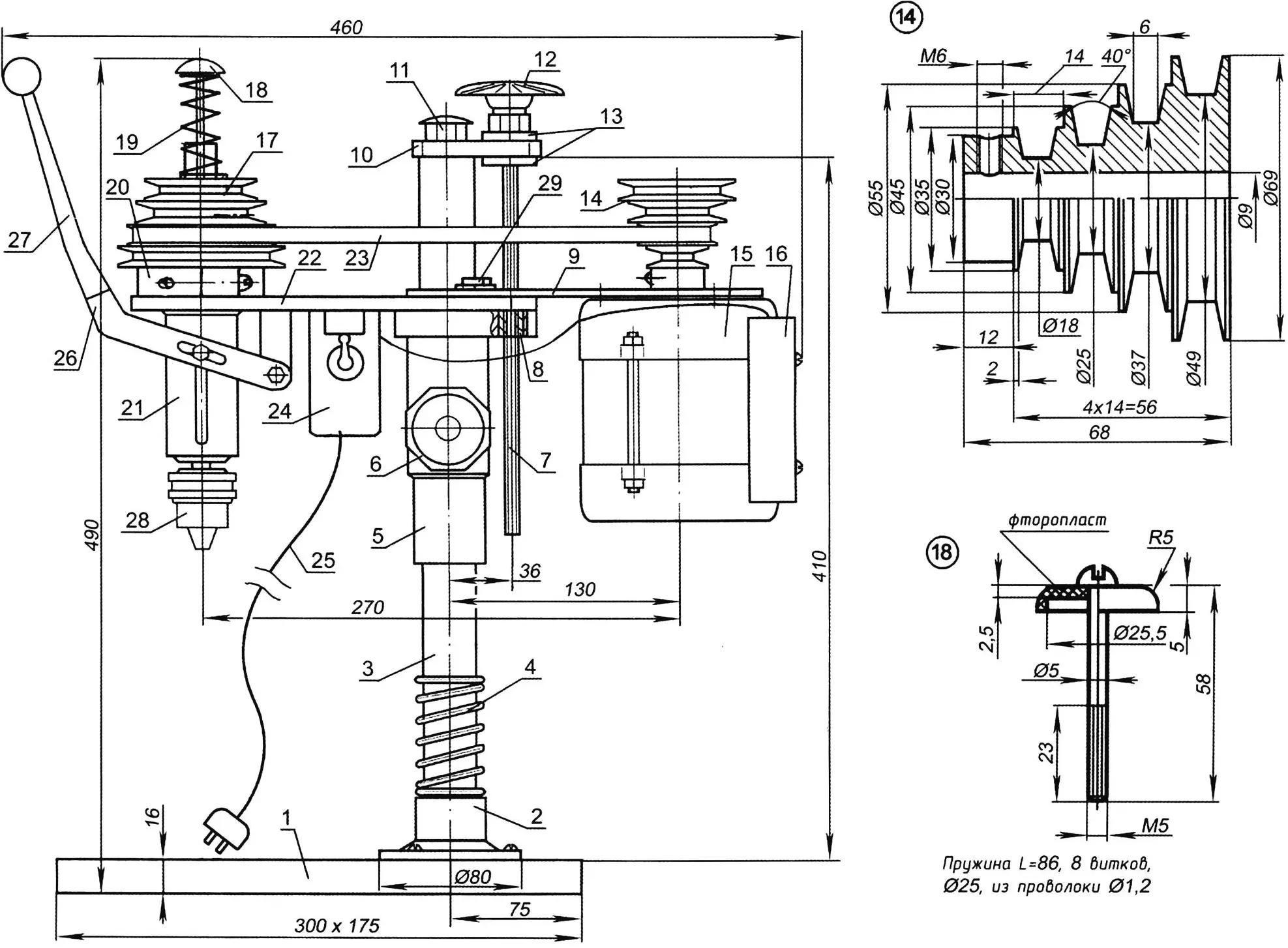
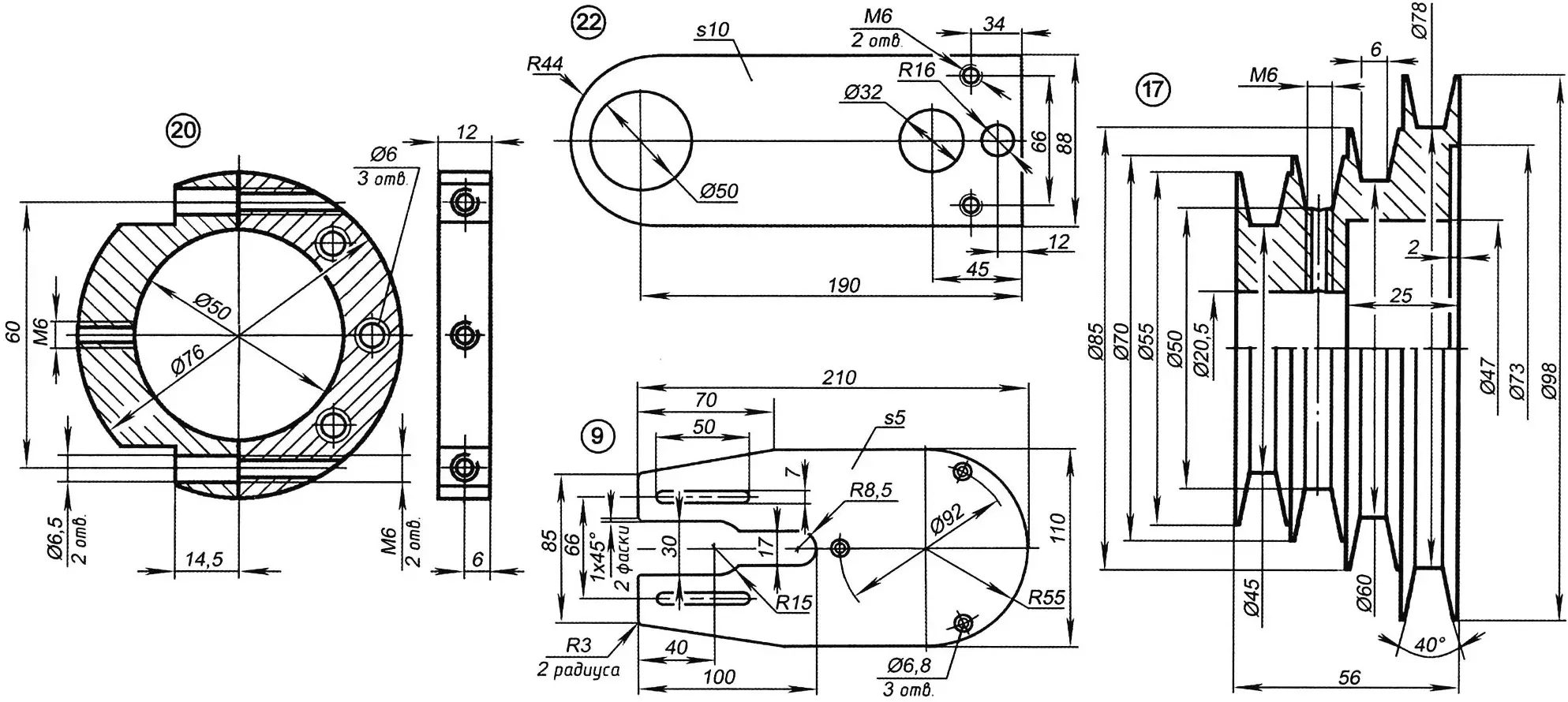
1 – робочий стіл-основа (текстолітова плита s16); 2 – п’ята (сталь, діаметр 80); 3 – основна стійка (сталь, діаметр 28); 4 – пружина стиску; 5 – установочна втулка (сталь, діаметр 45); 6 – стопорний гвинт (гвинт M6 із пластмасовою кнопкою-головкою); 7 – ходовий гвинт; 8 – спеціальна матрична гайка Tr 16х2; 9 – консоль привода (сталь, лист s5); 10 – кронштейн ходового гвинта (дюралюміній, лист s10); 11 – спеціальна гайка M12; 12 – маховик ходового гвинта (пластмаса); 13 – шайби; 14 – блок ведучих приводних шківів (дюралюміній, діаметр 69); 15 – електродвигун; 16 – блок конденсаторів; 17 – блок ведених шківів (дюралюміній, діаметр 98); 18 – обмежувальний стрижень поворотної пружини (гвинт M5 із пластмасовим «грибком»); 19 – поворотна пружина шпинделя; 20 – розрізна хомутка (дюралюміній, діаметр 76); 21 – шпиндельна головка; 22 – консоль шпиндельної головки (дюралюміній лист s10); 23 – приводний ремінь (профіль 0); 24 – вимикач; 25 – мережевий кабель із вилкою; 26 – важіль подачі інструмента (сталь, лист s4); 27 – знімна рукоятка важеля (труба Ø12); 28 – інструментальний патрон № 2; 29 – гвинт M6 із шайбою
Робочим вузлом умовно названа частина механізму верстата, що складається з привода і шпиндельної головки, змонтованих на власних консолях.
Приводний механізм складається з консолі, прикріпленої до неї трьома гвинтами електродвигуна та насадженої на вал мотора чотириручьового блока ведучих шківів клинопасової передачі. Консоль може відсуватися від стійки, забезпечуючи натяг приводного ременя.
Заздалегідь зазначимо, що діаметри шківів у блоці (як у ведучому, так і у веденому) різні, а зміна кількості обертів шпинделя виконується перестановкою приводного ременя з однієї канавки на іншу.
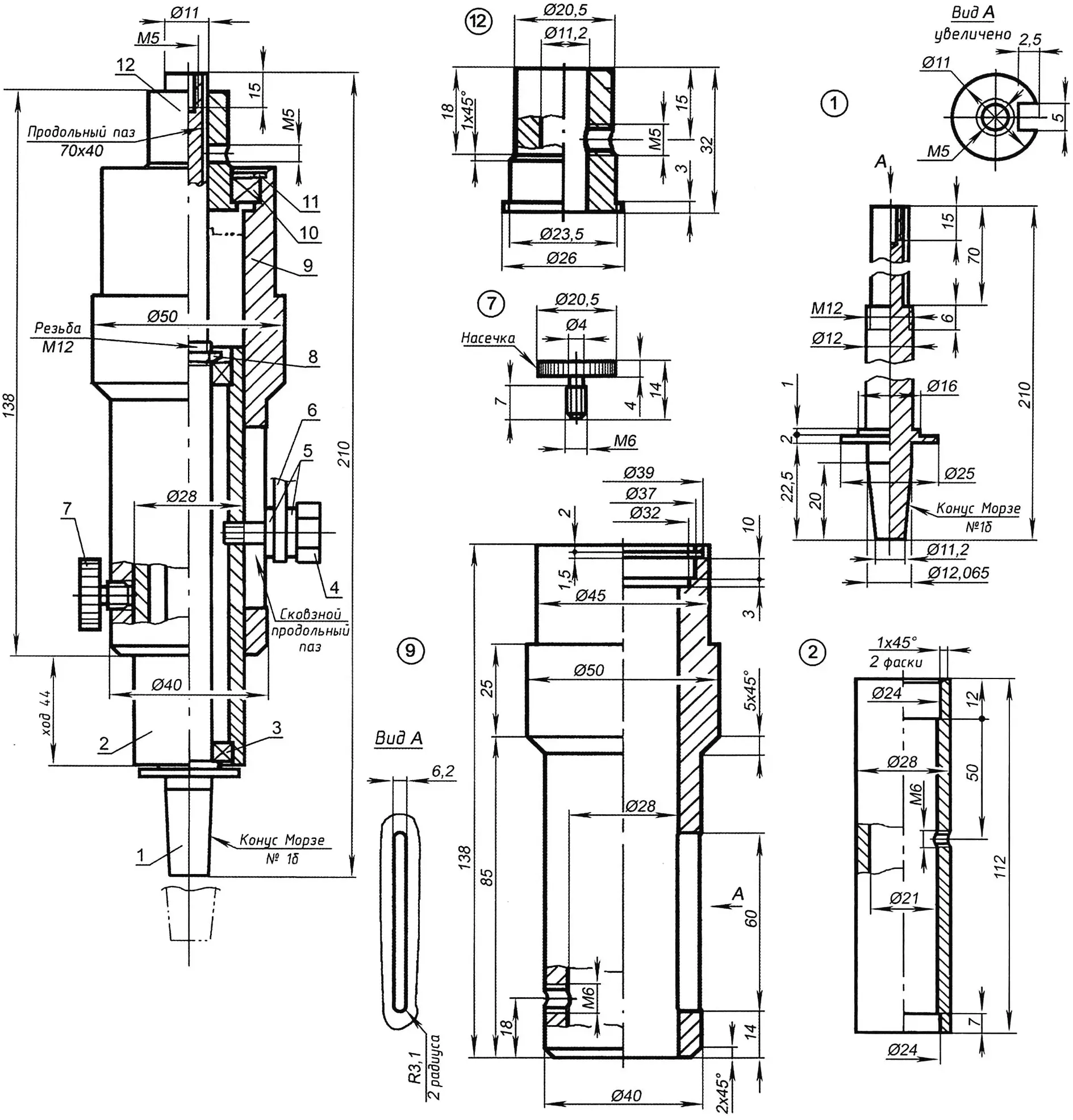
1 – шпиндель (сталь, діаметр 12); 2 – ходова втулка (сталева труба 28×3); 3 – радіальний підшипник кочення № 1000900 (2 шт.); 4 – гвинт M6; 5 – шайби-прокладки (бронза); 6 – важіль (сталь, лист s4); 7 – стопор ходової втулки (спеціальний гвинт M6 з рифленою кнопкою); 8 – низька гайка M12; 9 – стаціонарна втулка (сталь, діаметр 50); 10 – радіально-упорний підшипник; 11 – розрізне стопорне кільце; 12 – концевa перехідна втулка (сталь, діаметр 20)
Ведучий блок виточено з дюралюмінію та закріплено на валу електромотора за допомогою штифта-шпонки (деталь названо так тому, що в шківі виконано радіальний різьбовий отвір, а на валу є шпонковий паз), роль якої виконує гвинт M6 без головки. Приводний клиновий ремінь — «нульового» профілю, відповідно такий самий профіль мають і руч’ї блока шківів.
Шпиндельна головка — механізм складніший, оскільки забезпечує одночасно і обертальний, і поступальний (подачу) рух ріжучого інструмента (переважно свердла; втім може застосовуватися і концева фреза, і шліфувальна головка, і інший металообробний інструмент). Шпиндельна головка змонтована на окремій (власній) консолі, виготовленій з дюралюмінієвого листа товщиною 10 мм, і утримується на ній хомутом (розрізним кільцем), виконаним з такого самого дюралюмінієвого листа, що й консоль.
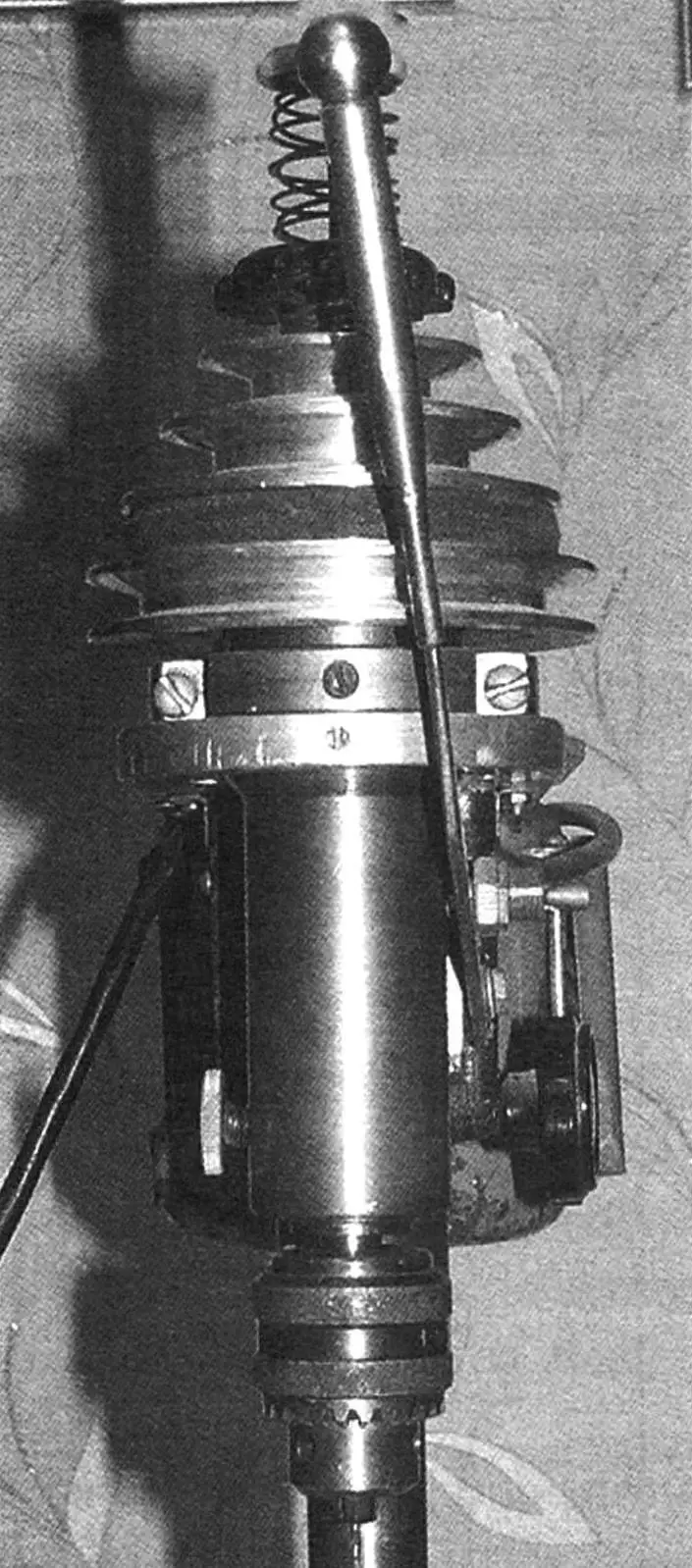
Основою шпиндельної головки є сталева стаціонарна втулка, точена з «кругляка» діаметром 50 мм. Найкраще, звичайно, з метою економії металу виготовити її з товстостінної труби того самого зовнішнього діаметра і товщини стінки не меншої за 11 мм, але знайти таке непросто. Зовнішня поверхня втулки — трьохступінчаста. У стінці нижньої, тоншої, ступені виконано поздовжній заокруглений отвір (скрізний паз) шириною 6,2 мм і довжиною 60 мм (із заокругленнями) під вісь важеля подачі інструмента. З протилежного боку просвердлено отвір M6 під стопорний гвинт; до речі, через нього зручно виконувати змащування поверхонь, що труться. У верхній частині цієї втулки всередині є проточка під підшипник концевої втулки.
Блок шківів шпиндельної головки подібний до ведучого блока шківів. Він теж чотирьохручьовий, має шківи різних діаметрів і виконаний з дюралюмінію. А от його з’єднання зі шпинделем трохи інше. По-перше, блок шківів надівається не на вал (шпиндель), а на концеву перехідну втулку. По-друге, таке з’єднання забезпечує не лише зачеплення для передачі крутного моменту, як на приводі, але й у певних межах не перешкоджає переміщенню шпинделя вгору-вниз. Для цього в блоці шківів і у втулці виконано радіальний отвір M5, а в шпинделі — поздовжній паз. З’єднуються, точніше — взаємно фіксуються, блок і шпиндель, як і на приводі, гвинтом-шпонкою M5 без головки, але довшим. До того ж його кінець заточено так, що, виконуючи роль шпонки, він ще й може вільно, але без великого зазору, ковзати в пазу.
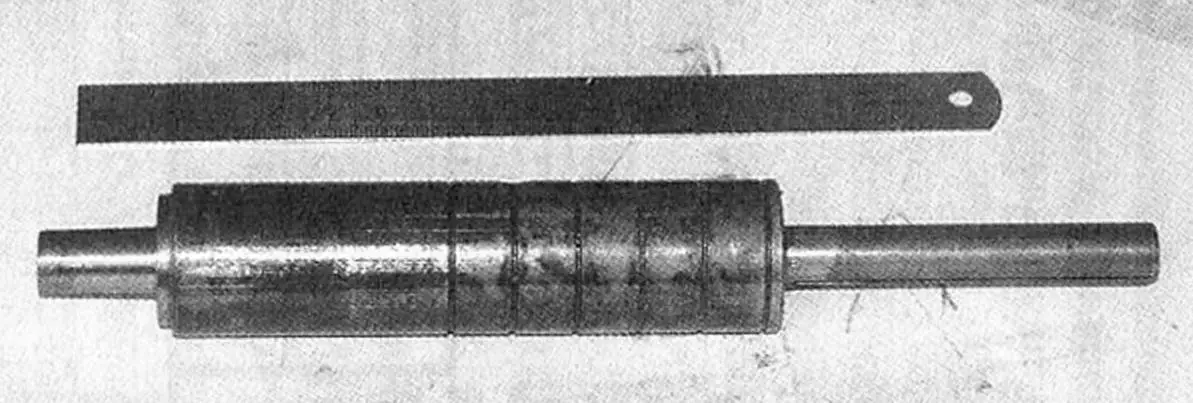
Шпиндель являє собою сталевий суцільнометалевий стрижень. На нижньому його кінці виконано конус Морзе під інструментальний патрон № 1б для свердел із діаметром хвостовика від 1 до 9 мм, а поблизу кінця залишено ступінчастий буртик для фіксації нижнього підшипника. З іншого кінця шпиндель майже на третину обточено до діаметра 11 мм і на цій ділянці прорізано поздовжній паз перерізом 2,5×4 мм (глибина х ширина). У торці шпинделя зроблено різьбове гніздо (глухий отвір M5) під обмежувальний стрижень поворотної пружини.
Шпиндель встановлено на парі підшипників кочення в ходовій втулці та зафіксовано низькою (невеликої товщини) гайкою M12 із збільшеною з одного боку пологою фаскою (вона звернена в бік підшипника).
Ходова втулка являє собою трубу з внутрішніми проточками на кінцях під підшипники кочення. Зовні, у її верхній половині, також виконано кілька кільцевих проточок-канавок — для кращого змащування поверхонь, що труться, ходової та стаціонарної втулок. Приблизно посередині втулки виконано різьбовий радіальний отвір під вісь-гвинт важеля. Далі зібрання зі шпинделя та ходової втулки поміщається в стаціонарну втулку, попередньо вставлену в призначений для неї отвір у консолі та закріплену тут розрізним хомутом.
Зверху на шпиндель надівається концева перехідна втулка з радіально-упорним підшипником, а на неї монтується ведений блок шківів так, щоб радіальні різьбові отвори втулки та блока збігалися між собою та з пазом шпинделя. Після цього деталі взаємно фіксуються між собою гвинтом-шпонкою.
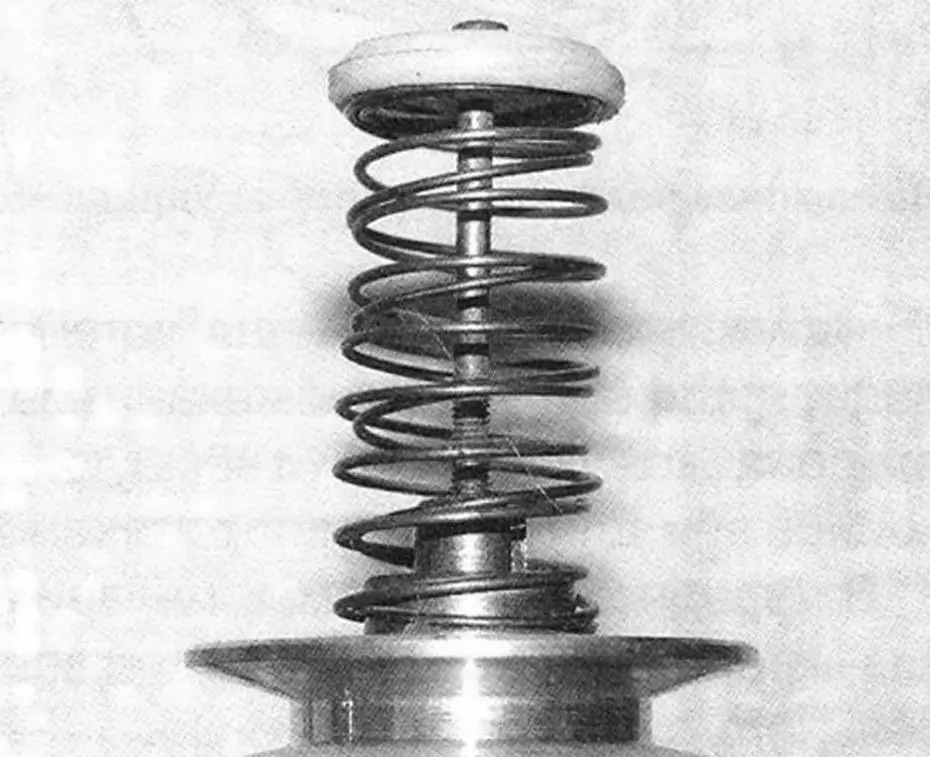
На верхній кінець шпинделя надівається поворотна пружина стиску, в неї вставляється довгий гвинт M5 зі шляпкою-грибком і вворачивается в різьбове гніздо. Пружину слід підібрати так, щоб вона впевнено повертала ходову втулку в початкове (верхнє) положення, але не настільки тугу, щоб рука майстра сильно напружувалася.
Наприкінці на шпиндельну головку по осі з гвинта M6 із шайбами-прокладками монтується важіль із рукояткою керування подачею ріжучого інструмента, а в стаціонарну втулку вкручується стопорний гвинт M6 із ручкою-кнопкою.
Електричну схему не наводжу, бо підбір її деталей (конденсаторів) багато в чому залежить від марки вибраного електродвигуна. А електромотор на верстаті вже досить застарілий, хоча й цілком працездатний. На його шильдику, крім маркування ДПА-У1, не збереглося жодних написів — за роки вони стерлися. Відомо лише те, що двигун перероблено на однофазний із трифазного. Тому не буду описувати застосовані конденсатори та схему їх підключення до обмоток двигуна.
«Моделіст-конструктор» № 12’2012, Н. ВАСИЛЬЄВ