
Чому «мультизварювальний»? Тому що цей зварювальний трансформатор (ЗТ) має багато важливих додаткових функцій. Якщо в традиційному «зварювальнику», який має магнітопровід, зібраний із П- та Ш-подібних пластин, часом нікуди втиснути хоча б один-два допоміжні витки, то в запропонованій бубликоподібній конструкції вільного місця виявилося більш ніж достатньо. У результаті він здатний і на змінному/постійному струмі варити «п’ятіркою», і акумулятори заряджати, і метал плавити, живити безпечної напругою електровипалювачі в гуртках «Умілі руки», а також виконувати безліч інших робіт. Тож доречніше поставити питання інакше: а яку ще обмотку і для яких цілей бажає додатково мати користувач такого ЗТ?!
Справді, за сердечником «зварювальника», який має вигляд «бублика», що в математиці й техніці називається тором, велике майбутнє. Розуміючи це, але не маючи у своєму розпорядженні спеціальних тороїдальних магнітопроводів промислового виготовлення, призначених виключно для трансформаторів, саморобники змушені пристосовувати для своїх ЗТ циліндричні ерзаци від статорів старих електродвигунів потужністю 1–1,5 кВт. Для цього корпуси електродвигунів зазвичай просто розбивають, покладені в пазах обмотки через непотрібність викидають, виступи полюсів вирубують. І все лише для того, щоб на отримані заготовки (які скоріше нагадують не бублики, а надто важкі, перекошені, бездонні бочки) намотувати товщу міді заради досягнення «суперцілі» — варити сталь «п’ятіркою»!
Переконаний: не треба калічити електродвигуни, навіть якщо вони вийшли з ладу — дбайливий господар завжди зможе і спалені обмотки заново перемотати, і зношені підшипники замінити. Відновлений двигун ще на багато що здатний…
Для запропонованого мною тороїдального магнітопроводу достатньо 5–6 кг брухту трансформаторної сталі. Ба більше, як вихідний матеріал тут можна задовольнитися навіть такою ж кількістю покрівельного заліза (відпаленого).
Технологія виготовлення магнітопроводу з такого сировини досить проста (рис. 1). Увесь брухт плоскої трансформаторної сталі розрізається ножицями на смуги приблизно однакової ширини.
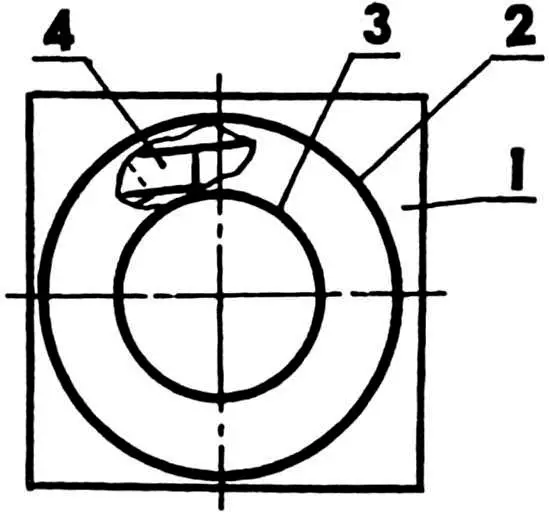
1 — основа форми; 2 — зовнішній циліндр-опалубка («вінець» шестерні для запуску стартером автомобіля ГАЗ-53); 3 — внутрішній циліндр-опалубка (60-мм відрізок сталевої труби 100×6, злегка проточений, обгорнутий двома-трьома шарами паперу); 4 — вихідна маса (пластинки шириною 60–70 мм, нарізані з брухту від Ш- і П-подібних пластин трансформаторної сталі, покриті швидковисихаючим клеєм типу канцелярського, гуміарабіком або олійною фарбою і укладені «вперекришку» з подальшим забиванням порожнин покрівельними відходами)
Практика показує, що найчастіше доводиться мати справу з прямокутниками шириною 60–70 мм або трохи меншими аналогами, нарізаними з П- і Ш-подібних пластин. У хід ідуть усі «трансформаторні» та покрівельні відходи. Після змащування з обох боків якимось швидковисихаючим клеєм типу канцелярського («рідке скло»), гуміарабіком або навіть дешевою олійною фарбою їх щільно укладають з невеликим перекриттям в опалубку (як при заливанні порожнистої бетонної колони) з підручних матеріалів.
В авторській технології внутрішнім циліндром опалубки (рис. 1) слугує 60-мм відрізок сталевої труби 100×6 мм. Усередині його необхідно трохи проточити конусом і обгорнути (щоб згодом легше виймати з «відлитого» магнітопроводу) двома-трьома шарами паперової смуги. А як зовнішній використовується знімний «вінець» шестерні (внутрішній діаметр близько 250 мм) від системи запуску стартером автомобіля ГАЗ-53.
Звісно, можна застосовувати для опалубки й інші підходящі заготовки, здатні витримувати механічні напруження, що виникають під час «лиття» тороїдального магнітопроводу. А вони чималі, особливо коли в усі щілини доводиться молотком забивати дрібні пластини (бажано, щоб вони відповідали ширині набору).
Щойно клей висохне, тороїдальний сердечник можна вважати практично готовим. Щоправда, на нього ще потрібно зробити однобічно заокруглені півкільця-«півбублики» з ізоляційного матеріалу. Хоч би й із фанери — для кращого укладання майбутніх обмоток і запобігання замиканням на гострі ребра магнітопроводу. Цьому ж сприятиме й попереднє обгортання тора двома-трьома шарами киперної стрічки, склотканини або тканинної смуги, просоченої оліфою.
Тепер про обмотки «зварювальника». Наука стверджує, а практика наочно доводить, що трансформатор працює в найвигіднішому для нього режимі, якщо в його обмотках через 1 мм2 поперечного перерізу мідного проводу проходить струм, рівний 5 А. В екстремальних умовах цей показник може збільшуватися до 13 А, але при цьому проводи сильно нагріваються й перегорають.
Для зварювання навіть 3-мм електродом потрібен струм не менше 80 А. Отже, і переріз жил мідного кабелю чи силової (зварювальної) шини має йому відповідати. Взятий із солідним запасом, він для добротного саморобного зварювального трансформатора зазвичай лежить у межах від 25 до 35 мм2.
Виходячи з уже згаданих «мінімальних зварювальних» 80 А та враховуючи широко практиковане співвідношення витків мережевої та силової обмотки приблизно 5:1, знаходимо: струм мережевої обмотки має бути не менше 16 А. Звідси випливає, що для монтажу мережевої обмотки слід брати мідний провід перерізом не менше 3,2 мм2. Однак, мабуть, найкращий варіант — ПЕВ-2 діаметром 2–2,5 мм.
Вважається (і це підтверджується практикою), що при «литому» магнітопроводі, який має площу перерізу по трансформаторній сталі, рівну 40 см2, кожен виток обмотки відповідатиме напрузі в 1 В. Враховуючи можливу нестабільність електроживлення, мережеву обмотку слід зробити із запасом. Орієнтир — 250 витків. При цьому після 190-го бажано передбачити (не розрізаючи провід!) після кожних десяти витків відводи. Звичайно, перемикач для них має бути досить надійним, із забезпеченням хорошого електричного контакту, щоб уникнути великих втрат енергії та сильного нагрівання під час роботи ЗТ.
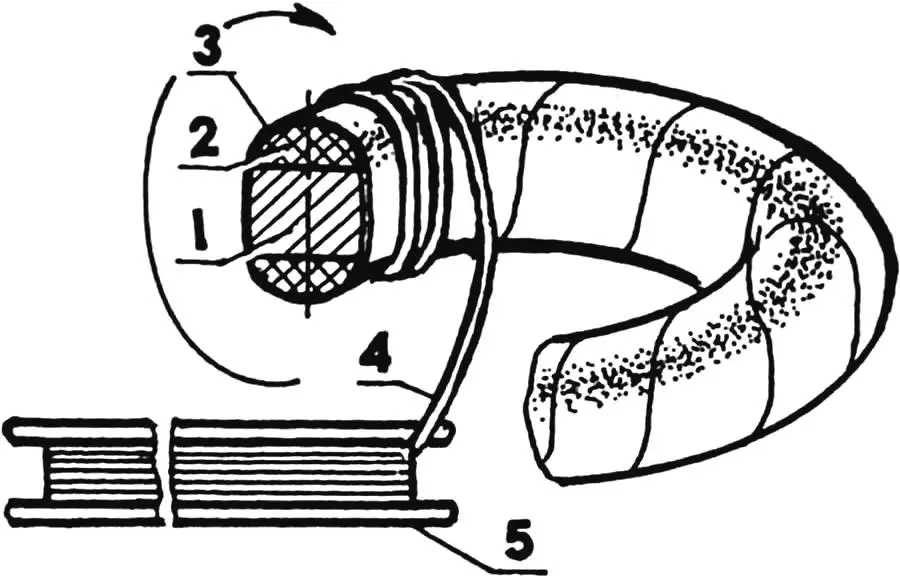
1 — тороїдальний магнітопровід; 2 — однобічно заокруглене півкільце-«півбублик» з ізоляційного матеріалу (2 шт.); 3 — кріпильна ізолювальна прокладка (2–3 шари киперної стрічки, склотканини або тканинної смуги, просоченої оліфою); 4 — провід мережевої обмотки (ПЕВ-2, Ø2–2,5); 5 — дерев’яний човник
Взагалі намотування мережевої обмотки — операція досить складна. Виконувати її доводиться за допомогою довгих дерев’яних човників (рис. 2). Усе слід робити акуратно, не допускаючи перехрещування витків, утворення вузликів і пошкодження шару ізоляційного лаку на проводі. Інакше можна очікувати появи міжвиткових замикань і перегрівання трансформатора.
Якщо розташувати сердечник на двох опорах з м’яким покриттям (підкладкою), що унеможливлює пошкодження ізоляції проводу під час намотування ЗТ, то вся робота займе близько двох годин. Завершити її бажано «за один прохід», щоб обмотка не послаблювалася й була максимально щільною, з ізолювальними прокладками між шарами.
Після того, як мережеву обмотку буде намотано, непогано перевірити її на холостому ходу. Якщо навіть за тривалий час роботи магнітопровід з обмоткою стане лише злегка теплим — усе гаразд. Значне нагрівання свідчить про те, що або витків замало, або має місце міжвиткове замикання (а то й пробій обмотки на корпус!).
На дво- чи трьохшарову ізоляцію мережевої обмотки має бути укладена вторинна — зварювальна, або силова. А це — від 40 до 80 витків мідної шини чи багатожильного кабелю. Останній кращий з таких причин: з нього можна відразу зробити зварювальні рукави; істотно полегшується намотування; збільшується строк служби зварювальної обмотки з одночасним спрощенням умов експлуатації, що особливо важливо під час експериментування з таким ЗТ. Крім того, спрощується під’єднання випрямляча і з’являється можливість ефективного регулювання зварювального струму й напруги шляхом виконання елементарної операції — підмотування або відмотування витків кабелю.
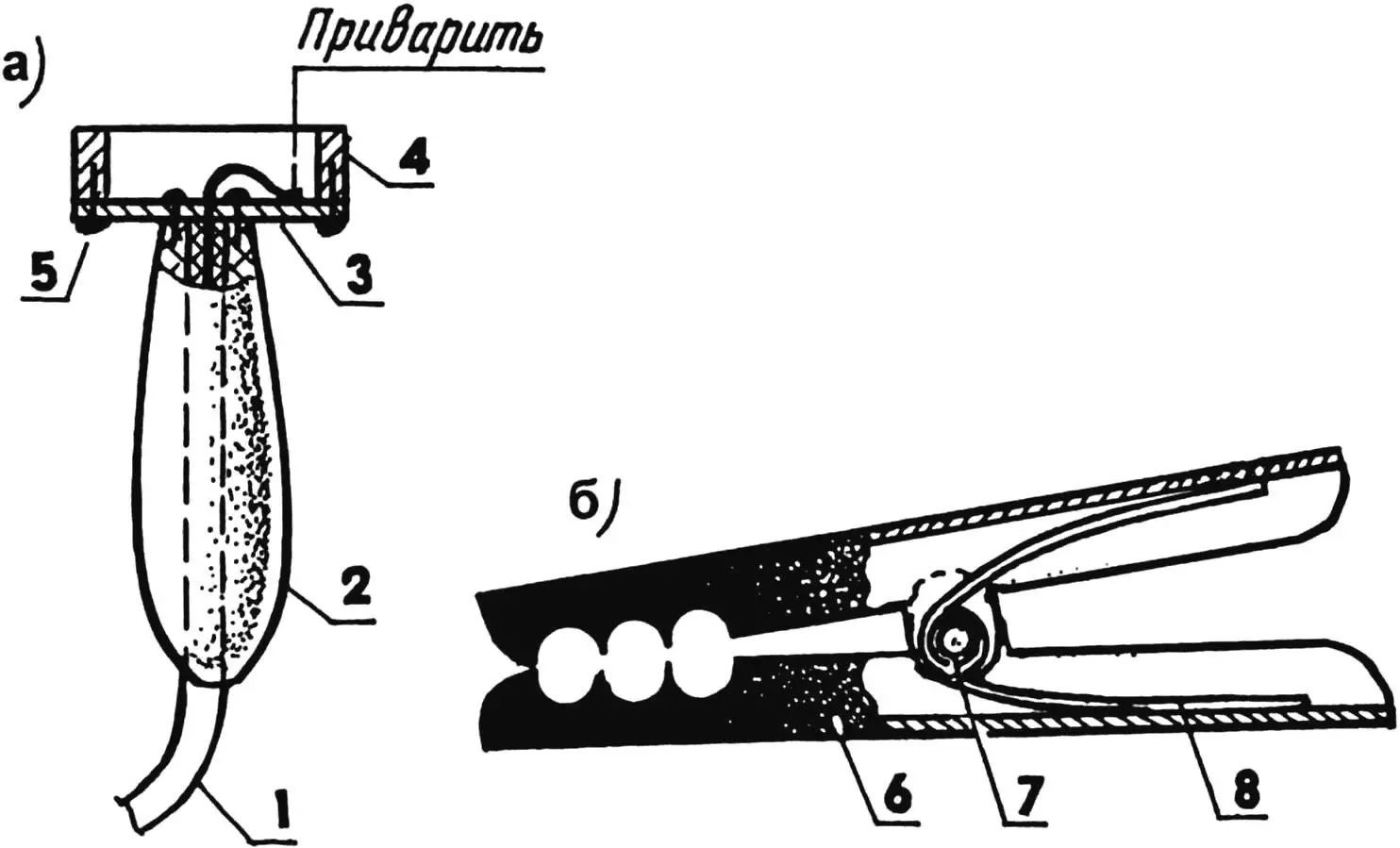
1 — зварювальний кабель; 2 — ручка; 3 — сталева накладка; 4 — кільцевий магніт-«прилипала»; 5 — гвинт (кількість і розташування — за місцем установки); 6 — половина саморобної «зубастої щелепи» прищіпки (із відрізка сталевої труби відповідного типорозміру, 2 шт.); 7 — сталева вісь, розклепана з двох сторін; 8 — пружина
Для саморобних не надто потужних зварювальних апаратів бажаний такий графік роботи: хвилина — на зварювання, дві — на технологічну паузу для охолодження ЗТ. Добрий результат дає застосування невеликих вентиляторів. Імовірно, ще кращих результатів можна досягти при використанні для охолодження «зварювальника» найпростіших тепло-випромінювальних радіаторів, а також мінеральних олив, здатних поліпшити й ізоляцію обмоток ЗТ.
Добротний зварювальний трансформатор повинен мати круто спадну характеристику. Досягти цього можна, розділивши обмотку на дві рівні частини. На одній стороні сердечника намотують половину мережевої та половину силової обмотки, а на іншій — решту (і щоб згодом не плутатися — у тій же послідовності).
Не зайве нагадати, що трансформатор — апарат взаємно зворотний: якщо до будь-якої обмотки підключити змінну напругу, на яку вона розрахована, на інших з’являться ті U~, для яких вони й призначені. До речі, аналогічно чинять багато радіоаматорів при визначенні обмоток у невідомому трансформаторі.
З огляду на сказане, зовсім не обов’язково мережеву (первинну) обмотку ЗТ намотувати першою, а вже поверх неї — зварювальну (вторинну). Черговість намотування, як і їхні порядкові номери, — лише умова для швидшої й звичнішої орієнтації у принциповій електричній схемі «зварювальника». Тому якщо, скажімо, треба намотати одну з обмоток досить жорсткою шиною, при укладанні якої доведеться вдаватися до киянки, то, звичайно, таку «мідь» зручніше розташовувати першою на сердечнику, аби не пошкодити більш податливі й уразливі проводи інших обмоток.
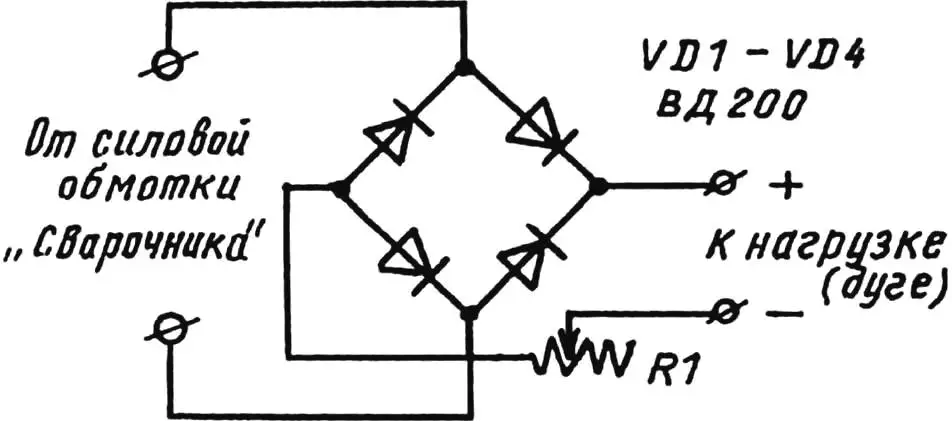
І ще. Якщо на якусь обмотку є достатньо проводу, а для іншої обмотки його дуже мало, то спочатку беріться за ту, де ваші можливості обмежені. Тому що за явної нестачі кабелю або шини на силову (зварювальну) обмотку, але за наявності потужних діодів — напівпровідникових вентилів стає вигідно відмовитися від зварювання на змінному струмі на користь постійного (рис. 4). У цьому разі напругу від ЗТ, а отже, і кількість витків у зварювальній обмотці достатньо мати мінімальними. Якщо шина з пошкодженою ізоляцією, то рекомендується спершу її відпалити з охолодженням у воді (мідь стане м’якою), заізолювати шелаком і склотканиною і лише після цього приступати до намотування на магнітопровід.
Нерідко у саморобників виникають труднощі з підключенням силового кабелю до виробу, що зварюється: то контакт поганий, то «причепитися» ні до чого. Допомогти в таких ситуаціях можуть два варіанти пристроїв (рис. 3): магнітний контакт і затискач типу «крокодил». Обидві саморобки гранично прості у виготовленні, швидко й зручно кріпляться. При відсутності належного контакту досить їх трохи потерти об деталь.
Непогано також оснастити мережеву обмотку ЗТ стандартним автоматом АП, розрахованим щонайменше на 30 А, — з його допомогою зручно відключати трансформатор у паузах між зварюванням. Це значно заощадить електроенергію, створить сприятливі умови для своєчасного охолодження апарата, зробить роботу безпечнішою. Ну а наявність потужного випрямляча (рис. 4) дозволить, як уже зазначалося, використовувати отриманий агрегат під час зарядки акумуляторів або організації багатопостового живлення, наприклад, низьковольтних паяльників і електровипалювачів у шкільних гуртках «Умілі руки». Ба більше, такий агрегат по-справжньому незамінний, наприклад, під час виконання гальванічних робіт удома або запуску автомобіля в холодних умовах.
Дуже цікавим і перспективним є оснащення ЗТ додатковою обмоткою, що містить усього лише один повний виток із відпаленої мідної шини 5×50 мм або товстого багатожильного мідного кабелю діаметром близько 20 мм (з наконечниками з відрізків товстостінної мідної труби). Як показала практика, за допомогою такої обмотки можна виконувати гаряче вільне кування, гартування й вороніння, паяння та наплавлення; гнуття металевої смуги, труби, товстого сталевого прута, «кругляка», крихкого дроту; лиття олова, цинку, свинцю; відгвинчування «прикипілих» болтів, шпильок і гайок; точкове зварювання, гарячу посадку та низку інших операцій.
Як же здійснювати плавне регулювання струму? Хоч би згаданим вище способом — коригуванням силової (кабельної) обмотки. При змотуванні частини її з магнітопроводу напруга зменшується з одночасним збільшенням струму від ЗТ, зате погіршуються, зокрема, умови запалення дуги. І навпаки: домотування кабелю призводить до зростання трансформованої напруги з одночасним зниженням сили струму, що віддається в навантаження. Електродуга при цьому краще запалюється.
Або інший варіант, коли зварювальний кабель підключають до виробу не безпосередньо, а через кілька витків дроту з високим опором (наприклад, нихромового). Скільки резистивних витків — стільки й ступенів регулювання зварювального струму. Дуга запалюється в усіх випадках майже однаково.
Регулювання струму ЗТ можна здійснювати за допомогою комбінованої засувки, виконаної з трансформаторної сталі та кольорового металу. У цьому разі на магнітопроводі виконується поперечний пропил.
Сантехніки, автомобілісти, ремонтники й просто любителі майструвати все своїми руками, цей «зварювальник» із такими універсальними властивостями — для вас.
«Моделист-конструктор» № 2’2004, Р. КРАВЦОВ