Полет авиамодели с электромотором бесшумен и не отравляет атмосферу выхлопными газами. Модель избавлена от тряски, свойственной моторам внутреннего сгорания, а следовательно, и радиоаппаратура, установленная на моделях с электродвигателями, работает более надежно (особенно рулевые машинки). Именно поэтому появившиеся в последнее время в продаже микроэлектродвигатели новых марок сразу привлекли внимание моделистов. Однако первые же пробы выявили некоторые их недостатки: ненадежность щеточного механизма и подшипников, отсутствие вентиляции якоря и феррито-бариевых магнитов. Употребляемый для изготовления деталей якоря и коллектора полистирол не выдерживает высоких температур (150—170°).
Что же можно предпринять, чтобы «излечить» эти, в целом перспективные, электродвигатели и применить их на летающих моделях?
Слово одному из старейших советских авиамоделистов, Сергею Михайловичу Подгурскому, который давно занимается проблемами электрополета.
Можно с уверенностью сказать, что переделка наиболее массовых советских микроэлектродвигателей ДИ-1-3 и МЭД-40 позволит создать не только отлично летающие кордовые, но и модели свободного полета (последние в комплексе с легкими и достаточно мощными источниками тока типа аккумуляторов СЦ-1,5).
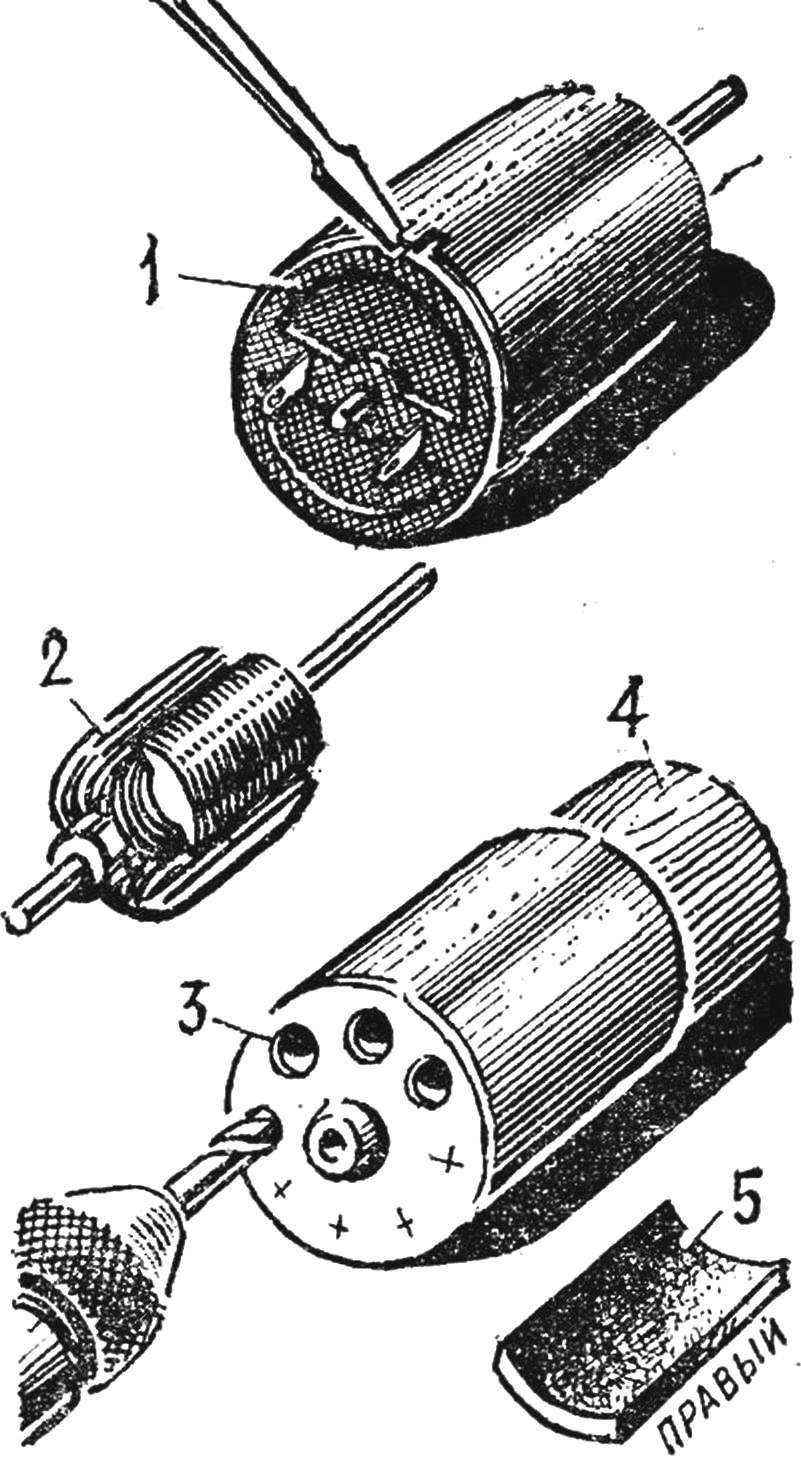
Чтобы повысить надежность двигателя, необходимо выполнить следующие работы: заменить проволочные щетки коллектора угольными или медно-графитовыми, просверлить вентиляционные отверстия в корпусе микроэлектродвигателя и в задней крышке, перемотать якорь более толстым проводом, заменить не выдерживающую нагрева заднюю крышку со щеточным устройством, поставить новую ось и коллектор (на мотор ДИ-1-3 следует ставить коллектор от мотора МЭД-40). Для выполнения перечисленных работ двигатель следует полностью разобрать: снять пластмассовую крышку корпуса, отогнув тонкой отверткой металлические лапки, осторожно вынуть якорь и магниты, предварительно пометив правый и левый, и в металлическом корпусе двигателя аккуратно высверлить вертикальные отверстия Ø 4 мм в соответствии с рисунком 1.
Рис. 1. Разборка микроэлектродвигателя ДИ-1-3:
1 — удаление фирменной пластмассовой крышки, 2 — якорь, с которого снимается обмотка, коллектор и ось, 3 — сверление отверстий Ø 4,5 мм в передней стенке двигателя, на деревянной оправке, 4 — оправка, 5 — вынутый из корпуса магнит.
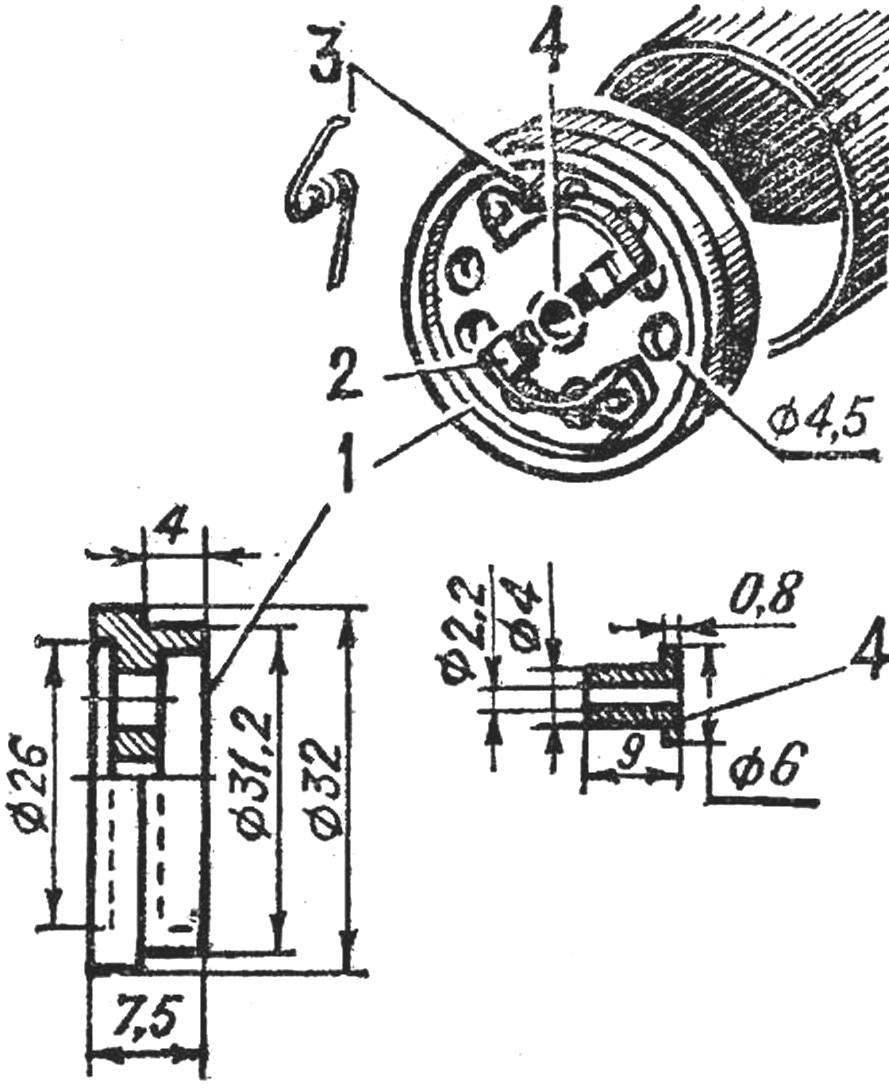
Рис. 2. Изготовление новой крышки из оргстекла и размещение щеткодержателей:
При доработке корпуса мотора ДИ-1-3 выпуска 1977 года, чтобы не повредить хрупкие детали при сверлении, необходимо плотно вставить внутрь корпуса круглую деревяшку. Отверстия в задней крышке сверлятся так же, только перед сверлением снимаются щетки.
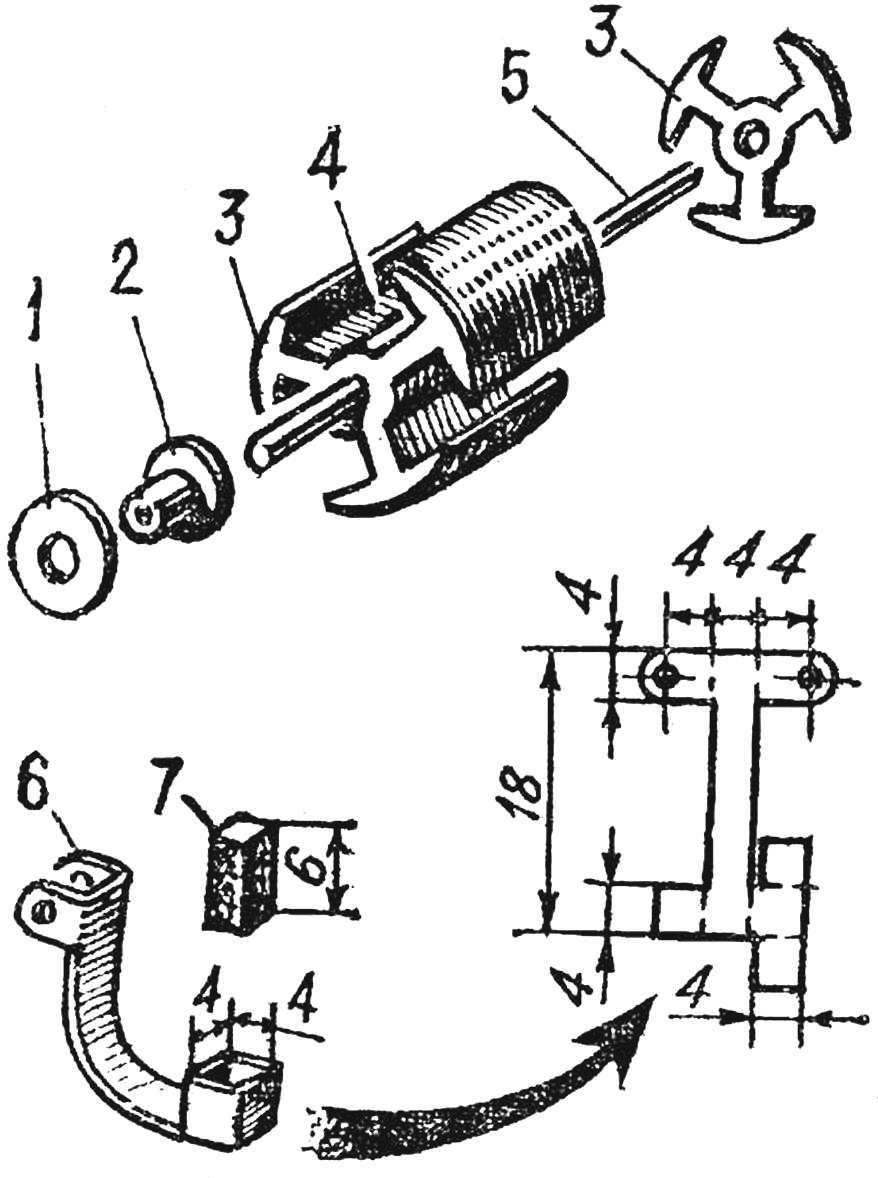
Взамен штатной крышки корпуса необходимо выточить новую, из более термостойкого материала (например, оргстекла), и на ней смонтировать новый щеточный механизм (рис. 2). Чтобы сделать щеткодержатель (рис. 3), потребуется миниатюрный инструмент: маленькие часовые плоскогубцы, слесарный молоток весом 40—50 г, набор надфилей и хорошие настольные тиски. Пайкой пользоваться нельзя. Сами щетки можно выпилить из угольков для электробритвы.
Перемотка якоря — самая сложная операция. Сначала сматывают старую обмотку (выводы к пластинкам коллектора следует аккуратно отпаять), затем поверхность пазов дважды тщательно промазывают эмалитом средней густоты для изоляции обмотки от массы. После этого следует аккуратно, легкими ударами по алюминиевой болванке выбить ось якоря — на ее место на тугой посадке ставится новая ось из стальной вязальной спицы Ø 2 мм.
Изоляторы верха и низа якоря, выполненные из полистирольных пластинок, нужно снять, так как они не выдерживают высоких температур и сильно коробятся. По их форме изготовьте из стеклопластика накладки толщиной 0,3— 0,8 мм и приклейте клеем БФ-2 (сушить при температуре 50—60° в течение 10—12 ч). На концы оси надеваются кембриковые трубки.
 Полет авиамодели с электромотором бесшумен и не отравляет атмосферу выхлопными газами. Модель избавлена от тряски, свойственной моторам внутреннего сгорания, а следовательно, и радиоаппаратура, установленная на моделях с электродвигателями, работает более надежно (особенно рулевые машинки). Именно поэтому появившиеся в последнее время в продаже микроэлектродвигатели новых марок сразу привлекли внимание моделистов. Однако первые же пробы выявили некоторые их недостатки: ненадежность щеточного механизма и подшипников, отсутствие вентиляции якоря и феррито-бариевых магнитов. Употребляемый для изготовления деталей якоря и коллектора полистирол не выдерживает высоких температур (150—170°).
Полет авиамодели с электромотором бесшумен и не отравляет атмосферу выхлопными газами. Модель избавлена от тряски, свойственной моторам внутреннего сгорания, а следовательно, и радиоаппаратура, установленная на моделях с электродвигателями, работает более надежно (особенно рулевые машинки). Именно поэтому появившиеся в последнее время в продаже микроэлектродвигатели новых марок сразу привлекли внимание моделистов. Однако первые же пробы выявили некоторые их недостатки: ненадежность щеточного механизма и подшипников, отсутствие вентиляции якоря и феррито-бариевых магнитов. Употребляемый для изготовления деталей якоря и коллектора полистирол не выдерживает высоких температур (150—170°).