Советские ученые и ракетчики придавали большое значение исследованиям верхних слоев атмосферы. После создания в 1949 г. первой отечественной баллистической ракеты дальнего действия Р-1, разработанной конструкторским бюро под руководством С.П.Королева, было принято решение о проведении высотных экспериментов с помощью ракет.
На базе «единички» были созданы исследовательские ракеты, начиная с Р-1 А по Р-1Е, запуски которых начали проводиться в 1951 г. С их помощью удалось получить первые данные о свойствах атмосферы до высоты 100 км и, кроме того, на них была отработана конструкция системы спасения головных частей, в которых совершили полет живые существа — собаки.
В 1958 г. ракеты, созданные на базе Р-1, заменила новая —Р-11 А, основой для которой послужила оперативно-тактическая Р-11, существенно более простая и надежная.
В 1955 г. была создана мощная ракета Р-5, послужившая прототипом для геофизических Р-5А и Р-5Б. При их запусках, начавшихся тремя годами позже, была достигнута высота 473 км.
В программе космических исследований «Интеркосмос» был большой раздел, посвященный изучению ионосферы и магнитосферы Земли и влиянию на них Солнца. Эти исследования проводились искусственными спутниками Земли и вертикально поднимающимися ракетами с научной аппаратурой, что позволяло получить необходимые данные сразу на всю глубину атмосферы. Сначала в рамках этой программы на базе Р-5М были созданы и запущены в 1971 — 1972 гг. ракеты «Вертикаль-1» и «Вертикаль-2», имевшие индекс Р-5В. Они подняли контейнеры с научной аппаратурой на высоту 500 км. Достижение же самых высоких слоев ионосферы требовало использования более мощного носителя.
Основой для него послужила баллистическая ракета средней дальности Р-14, созданная в ОКБ «Южное», весьма удачная и состоявшая на вооружении с 1961 по 1990 г.
Эта ракета имеет несколько отсеков: носовой, бак окислителя, приборный (межбаковый), бак топлива и хвостовой, на торцевом шпангоуте которого располагаются четыре стартовые опоры с осями и приводами газовых рулей. На внешней поверхности хвостового отсека установлены аэродинамические стабилизаторы и антенны телеметрии, а внутри — маршевый четырехкамерный ЖРД РД-216 с тягой 1469 кН у земли, использующий высококипящие, самовоспламеняющиеся компоненты топлива — раствор четырехокиси азота в азотной кислоте АК-27И (окислитель) и несимметричный диметилгидразин (горючее). Управление и стабилизация осуществляются при помощи газовых рулей. Продолжительность работы двигателя — 130 с.
Межбаковый и хвостовой отсеки — клепаной конструкции из алюминиевых сплавов, а носовой — сварной. Баки сварены из сферических днищ и цилиндрических обечаек, которые, в свою очередь, образованы восемью прессованными панелями. Снаружи приборного отсека установлены тормозные РДТТ системы отделения и увода полезной нагрузки. Боевая часть ракеты заменена приборным отсеком, на котором размещен сферический спускаемый аппарат с научной аппаратурой, закрытый сбрасываемым головным обтекателем.
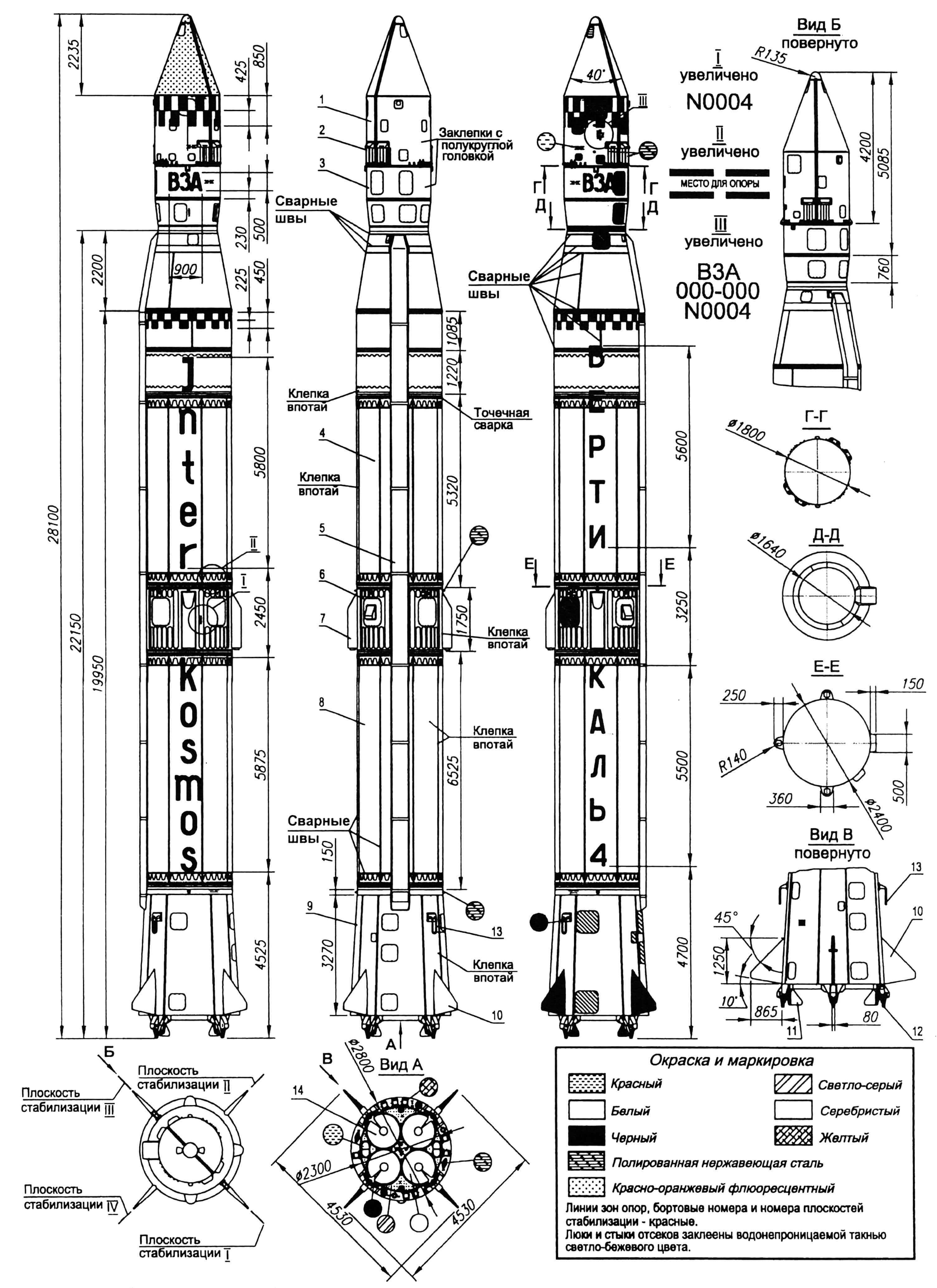
Новый носитель, получивший индекс К65УП, осуществлял вертикальный подъем. После прохождения плотных слоев атмосферы головной обтекатель при помощи пружинных толкателей сбрасывался. По выгорании топлива отделялся спускаемый аппарат, который по инерции поднимался до высоты 1500 км и затем по баллистической траектории спускался. После аэродинамического торможения в плотных слоях атмосферы вводилась в действие парашютная система и аппарат совершал мягкую посадку. Всего с 1975-го по 1981 г. было запущено несколько подобных ракет с полигона Капустин Яр (начиная с «Вертикали-3» и кончая «Вертикалью-1 1 »). Одна из них («Вертикаль-4»), стартовавшая 14 октября 1976 г., достигла высоты 1512 км. Она и послужила прототипом для моделирования.
Технические данные геофизической ракеты «Вертикаль-4»
Длина, м — 28,1
Диаметр цилиндрической части, м — 2,4
Максимальный диаметр хвостового отсека, м — 2,8
Размах стабилизаторов, м — 4,53
Стартовая масса, т около — 90
Масса полезного груза, кг — 1500
Модель-копия отечественной геофизической ракеты «Вертикаль-4» (кл. S7) была разработана в 1983 г. коллективом ракетомоделистов лаборатории ракетно-космического моделизма Московского городского Дворца творчества детей и юношества (МГДТДиЮ). Она неоднократно становилась победителем и призером московских городских соревнований по ракетомодельному спорту, а в июле 1999 г. москвич Анатолий Симонов стал победителем 8-го Первенства России среди юношей.
При создании конструкции модели мы стремились максимально упростить ее изготовление и подготовку к запуску, чтобы использовать в учебном процессе для групп ракетно-космического моделизма второго — третьего годов занятий. Конструкция неоднократно корректировалась и упрощалась. Предлагается наиболее отработанный ее вариант.
Масштаб модели-копии 1:40 к прототипу выбран не случайно: надо было сделать ракету достаточно большой и вписать в макетные сопла четыре МРД 5-3 диаметром 13 мм. Они позволяют при стартовой массе модели около 300 г получить красивый, как у прототипа, полет: плавный старт, сброс половин головного обтекателя и отделение макета полезной нагрузки. Безопасное возвращение частей модели обеспечивается парашютами. Для упрощения подготовки модели к запуску двигательный отсек, расположенный внутри хвостовой части, выполнен быстросъемным. Это позволяет быстро и надежно смонтировать в нем МРД. Одновременный запуск двигателей осуществляется с помощью пирокреста.
КОНСТРУКЦИЯ МОДЕЛИ
Модель состоит из корпуса 1, двигательного 2 и хвостового 3 отсеков, головного обтекателя 4 и макета полезной нагрузки 5.
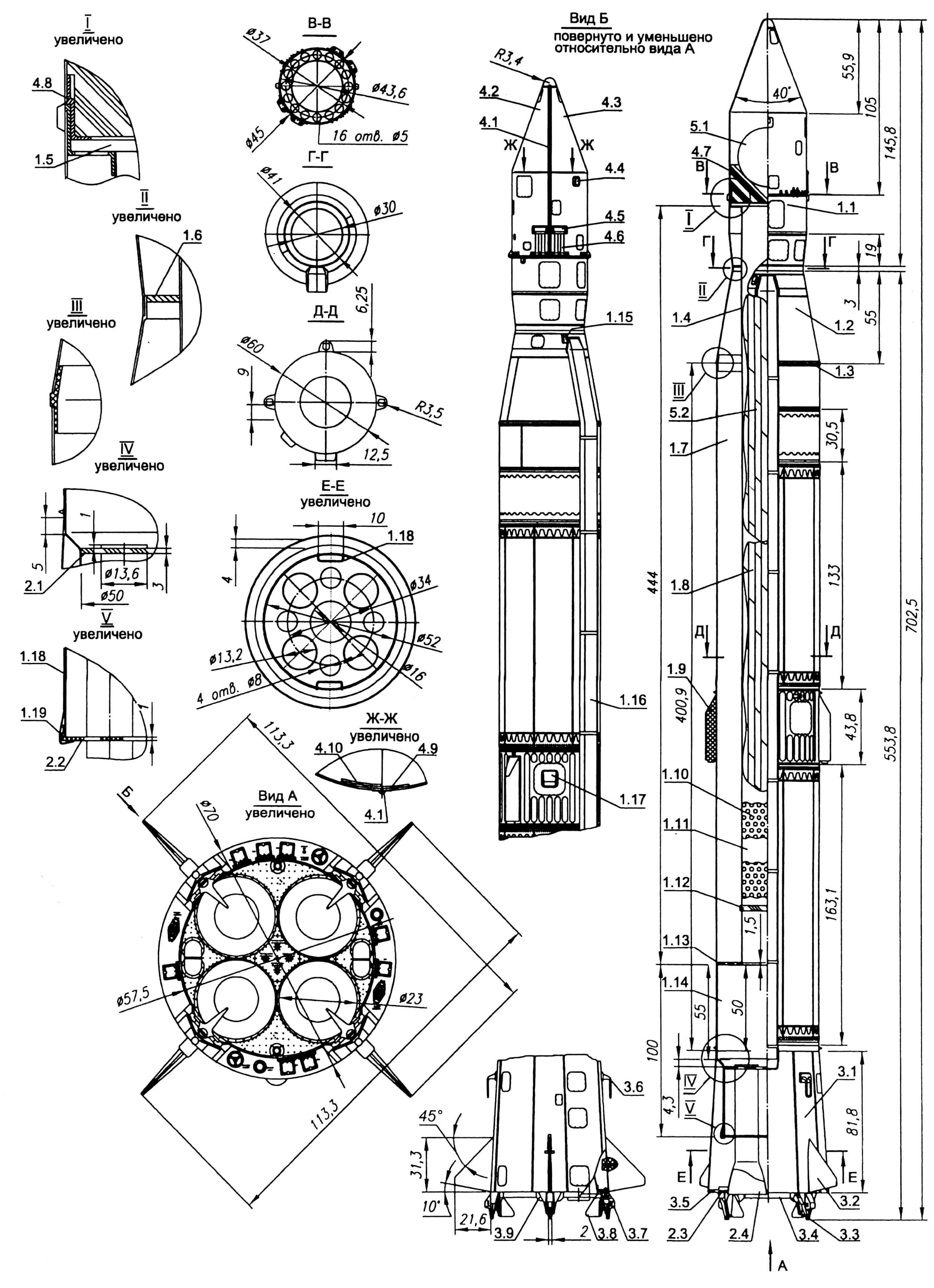
Носовой конический отсек 1.2 через шпангоут 1.3 прикреплен к цилиндрической части корпуса 1.7. Внутрь него вклеены парашютный отсек 1.4 (центрирующийся шпангоутами 1.6 и 1.13) и корпус 1.14 (на внешней поверхности которого наклеены две П-образные стопорные скобы 1.18). На верхней посадочной обечайке носового конического отсека закреплен корпус полезной нагрузки 1.1, соединенный своей верхней частью с парашютным отсеком шпангоутом 1.5, чья внутренняя посадочная поверхность используется для стыковки головного обтекателя. В нижней части парашютного отсека вклеен штифт 1.12, ограничивающий перемещение вниз системы спасения модели.
Двигательный отсек состоит из верхнего 2.1, среднего 2.2 и нижнего 2.3 шпангоутов, в отверстия которых вклеены четыре трубки 2.4, имеющие в нижней части раструбы, имитирующие сопла двигателя ракеты-прототипа. МРД крепятся в этих трубках металлическими или деревянными штифтами. Двигательный отсек, центрируясь верхним и средним шпангоутами, вставляется в корпус до упора. При этом стопорные скобы защелкиваются и фиксируют его.
Хвостовой отсек состоит из конуса 3.1 с посадочной поверхностью в верхней части, отформованной при намотке, приливов под оси консолей стабилизатора 3.2, торцевого шпангоута 3.5 с опорным цилиндром 3.4, стартовыми опорами 3.3, закрепленными на нижнем торце, и мелких деталей. Хвостовая часть центрируется посадочной поверхностью, образованной выступом корпуса 1.14 за обрез цилиндрической части корпуса 1.7 и нижним шпангоутом 2.4 двигательного отсека. Надежность соединения обеспечивается достаточно плотной посадкой.
Головной обтекатель состоит из половин 4.2 и 4.3 На одной из них по линии разреза, закрытой снаружи имитацией стыка 4.1, наклеен заходной зуб 4.9. Он заходит в ответную деталь с уступом 4.10 на другой. В нижней части половин приклеены разрезанные пополам шпангоут 4.8 (обеспечивающий соосную установку обтекателя) и бобышка 4.7 с внутренним конусом (он служит для опоры макета полезной нагрузки). На внутренней поверхности половин наклеены проушины крепления их парашютов.
За основу макета спускаемого аппарата взят мяч для настольного тенниса.
ИЗГОТОВЛЕНИЕ КРУПНЫХ ДЕТАЛЕЙ
Корпусные части выполнены из стеклопластика методом намотки на соответствующие металлические оправки, наружная поверхность которых повторяет внутреннюю форму корпусов. Детали 1.1, 1.2, 1.7, 3.1, 3.4 и корпус головного обтекателя выклеены из трех слоев стеклоткани плотностью 60—70 г/м2 плюс три слоя — плотностью 30 г/м2 (толщина стенки 0,3 мм); детали 1.4, 1.14, 2.3, 4.9, 4.10 — из трех слоев стеклоткани плотностью 60—70 г/м2, пропитанных эпоксидной смолой ЭД-20. После отверждения связующего и термообработки заготовки на оправках установлены на токарный станок. Сначала резцом на них проточены необходимые посадочные места, а затем они ошкурены снаружи до получения ровной и гладкой поверхности (контроль допусков внешних диаметров — точным штангенциркулем или микрометром). Затем заготовки сняты с оправок и тщательно обезжирены бензином, снова надеты на оправки, покрыты из распылителя тремя слоями эпоксидной грунтовки и тщательно высушены. Снова на токарном станке их края ровно обрезаны, наружная поверхность ошкурена, отполирована и на нее нанесены риски, имитирующие сварные швы и стыки.
Шпангоуты 1.6, 1.13,2.1 и 3.5 вырезаны циркулем-измерителем из бальзовых пластин, оклеенных с обеих сторон стеклотканью; шпангоуты 2.2, 2.8 — из стеклотекстолита. Шпангоуты 1.3, 1.5, 4.5 и бобышка 4.7 выточены на токарном станке соответственно из жесткого алюминиевого сплава и бальзы. Затем в шпангоутах прорезаны или просверлены отверстия, необходимые для облегчения их сборки. Заходной зуб 4.9 и ответная деталь с уступом вырезаны из отдельной, специально намотанной заготовки корпуса головного обтекателя, в местах их приклейки к половинам обтекателя просверлены отверстия диаметром 1,5 мм. Стопорные скобы 1.18 выгнуты из проволоки ОВС диаметром 1 мм.
ИЗГОТОВЛЕНИЕ МЕЛКИХ ДЕТАЛЕЙ
В нашей лаборатории для упрощения работы изготовлена специальная технологическая оснастка. Это матрица и пуансон для гаргрота (из жесткого материала необходимой толщины); штампы для люков (из стали); пуансоны для обтекателей (из алюминиевого сплава) с последующей доводкой их размеров, поверхности и формы; шаблоны для вырезки клепаных поверхностей и накладок, имитирующих гребенки усиления панелей баковых отсеков (из стеклопластика); матрицы из силиконового герметика, отлитые по соответствующим мастер-моделям. Пуансон для имитации стыка половин головного обтекателя сделан на торце листа жесткого алюминиевого сплава; накатки для воспроизведения заклепочных швов и точечной сварки — из металлических шестерен с соответствующим шагом заточенных зубцов.
Гаргрот 1.16 выклеен из трех слоев стеклоткани плотностью 60—70 г/м2, пропитанной эпоксидной смолой, в матрице, поджатой резиновым бинтом к пуансону, на которые нанесены разделительный и грунтовочный слои. После отверждения связующего матрица с пуансоном разобраны, облой обрезан, заготовка снята с пуансона и подогнана по длине. Из нагартованной алюминиевой фольги толщиной 40 мк специальными пуансонами на линолеуме высечены люки, а из мягкой алюминиевой фольги толщиной 0,15 мм в несколько приемов выштампованы в жесткой резине и свинце обтекатели 1.15, 1.17, 3.7, 4.4 и 4.5, крышки разъемов и выхлопных патрубков, стык 4.1 половин головного обтекателя. По шаблонам из бумаги для факсов, предварительно пропитанной жидким нитролаком, острым ножом вырезаны развертки клепаных панелей и гребенок усиления, на которые накаткой нанесены рисунки клепки и точечной сварки.
В силиконовых матрицах из жидкой эпоксидной смолы с небольшой добавкой цветного наполнителя отлиты заготовки стартовых опор 3.3, газовых рулей 3.8 и их оснований, двигателей разделения 1.9, основания антенн телеметрии и арматуры, расположенной на головном обтекателе. После отверждения смолы поверхности заготовок обезжирены, зачищены мелкой «шкуркой» и подогнаны к корпусу модели до плотного прилегания.
Цилиндры, имитирующие пружинные толкатели 4.6, и оси газовых рулей выточены из алюминиевого сплава. Заготовки консолей стабилизатора 3.2 вырезаны из стеклотекстолита толщиной 2 мм, склеены в пакет циакрином и обточены до необходимых размеров. Затем пакет разобран, каждой консоли придан необходимый профиль, просверлены отверстия под ось диаметром 0,8 мм и глубиной 4 мм.
СБОРКА МОДЕЛИ
При сборке важно обеспечить соосность и правильное взаимное положение сопрягаемых узлов и деталей. Для этого они сначала фиксировались несколькими каплями циакрина, а потом места склейки проливались эпоксидным клеем.
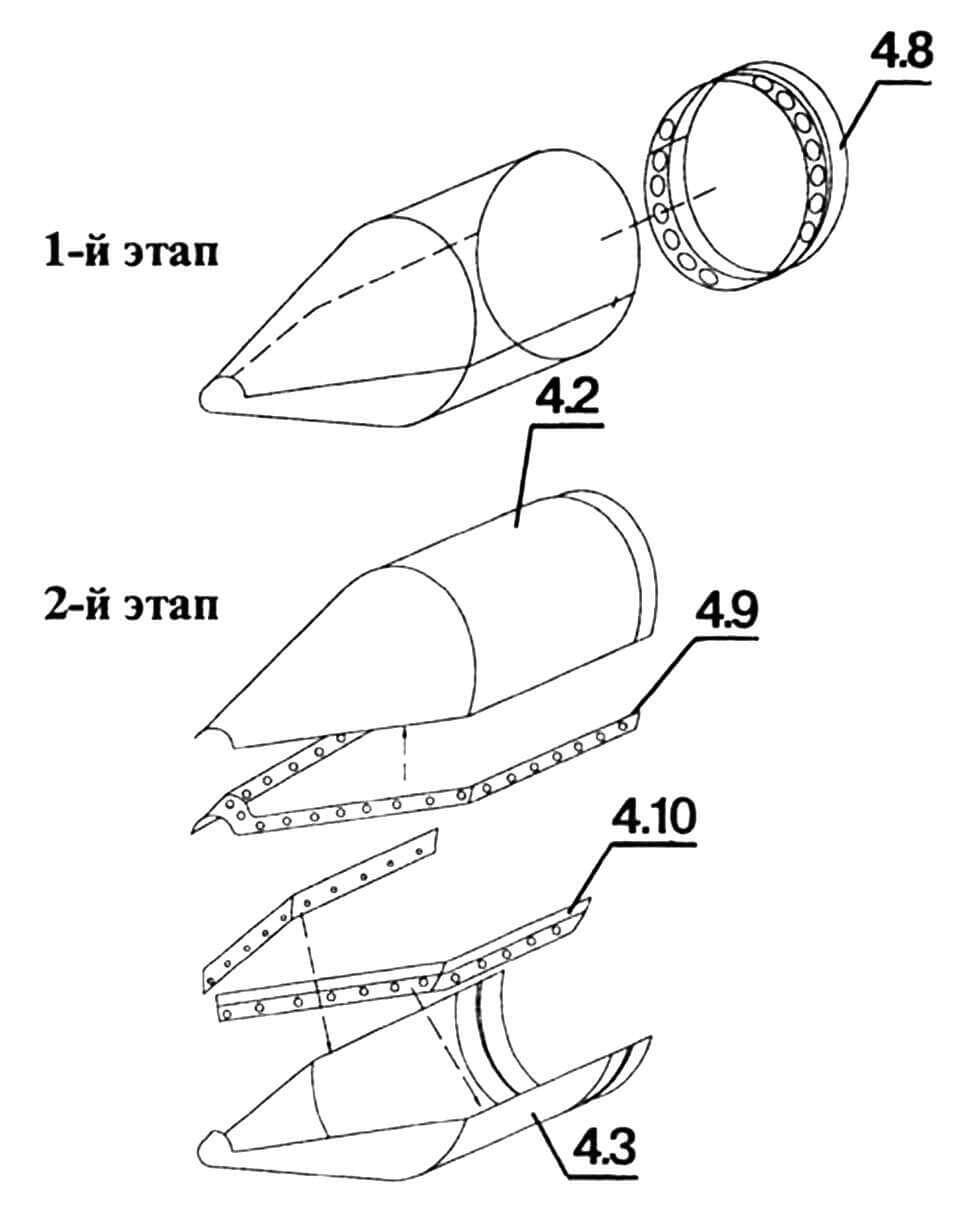
Корпус головного обтекателя надет на оправку и надрезан с двух сторон до места вклейки шпангоута и до заходной поверхности на носике. Шпангоут размечен изнутри пополам и по рискам продольно надпилен лезвием с насечкой по режущей кромке. Затем шпангоут обезжирен и вклеен в головной обтекатель.
Пока он сохнул, верхние концы стопорных скоб на длине 15—20 мм были обмотаны капроновой нитью, их концы введены в отверстия корпуса двигательного отсека и приклеены.
Затем к цилиндрической части 1.7 корпуса ракеты приклеены носовой отсек 1.2 и корпус парашютного отсека с предварительно приклеенными шпангоутами. К его выступающей части примотан амортизатор основного парашюта модели (из отрезка резинки для одежды шириной 6 и длиной 500 мм). Место крепления пропитано клеем. В отсек полезной нагрузки вклеен шпангоут, амортизатор протянут через отверстия в шпангоуте, и отсек установлен на место.
Трубки двигателей вставлены в шпангоуты двигательного отсека и после проверки перпендикулярности их к шпангоутам и параллельности шпангоутов между собой эти детали зафиксированы каплями циакрина, после чего места склейки пролиты эпоксидным клеем. Посадочная поверхность корпуса двигательного отсека 1.14 зачищена, смазана клеем и вставлена в корпус 1.7 до упора, излишки клея удалены.
В конусе хвостового отсека булавкой намечены отверстия под крепление консолей стабилизатора. Отмеченные места изнутри зачищены «шкуркой», на них налеплены кармашки из пластилина глубиной 4 мм, в которые была залита эпоксидная смола консистенции густой сметаны с большим количеством наполнителя. Так формовались приливы для надежного крепления консолей стабилизатора. Поле отверждения смолы пластилин удален, в приливах просверлены отверстия диаметром 0,8 мм под оси консолей. Торцевой шпангоут размечен, в местах установки стартовых опор и заправочных патрубков просверлены отверстия, а внутрь вклеен посадочный цилиндр с соблюдением перпендикулярности его оси к плоскости шпангоута.
Когда головной обтекатель подсох, он лезвием был разрезан пополам, места приклейки заходного зуба, ответной детали с уступом, бобышки и проушин крепления парашютов тщательно зачищены. Заходной зуб и ответная деталь с уступом зафиксированы циакрином в нужном положении, и через отверстия место склейки пролито эпоксидной смолой. После отверждения клея детали тщательно зачищены, высота зуба подогнана так, чтобы он полностью заходил в уступ, обеспечивая плотный и точный стык. Затем в половины головного обтекателя вклеены половинки бобышки, а также проушины, согнутые из булавок.
В отверстия консолей вклеены оси длиной 8 мм из проволоки диаметром 0,8 мм (с насечкой на концах). В отверстия торцевого шпангоута хвостового отсека (перед этим тщательно зашпаклеванного и загрунтованного) вклеены патрубки и штифты из проволоки диаметром 1,5 мм для установки стартовых опор.
ПРЕДВАРИТЕЛЬНАЯ СБОРКА
Сначала на наружные поверхности корпуса модели были приклеены жидким нитролаком развертки клепаных панелей и гребенок усиления. При этом контролировались их расположение и взаимная ориентация, плотное прилегание, отсутствие пузырей. Подогнан и приклеен гаргрот, а к нему — два направляющих кольца с внутренним диаметром 8,5 мм.
Далее на разметку корпуса наклеены дихлорэтаном тонкие полоски полистирола — имитаторы сварных швов и нахлеста панелей.Тонкие полоски получены вытяжкой из пластинок полистирола, удерживаемых в пассатижах и нагреваемых над электроплиткой почти до плавления. После высыхания дихлорэтана они покрыты тонким слоем нитролака. Затем «Моментом», разведенным растворителем, приклеены люки. Обтекатели, имитаторы стыка, шарниры и проушины головного обтекателя прикреплены циакрином. В стартовых опорах, предварительно подогнанных по размерам, просверлены отверстия под штифты, подготовлены места установки газовых рулей. На торцевой шпангоут двигательного отсека наклеены имитаторы теплоотражающего щита (вырезанные из самоклеющейся пленки светло-серого цвета, в которой выдавлены «заклепки» и «винты»), а также выхлопные патрубки. Из медного провода в лаковой изоляции Диаметром 0,8 мм выгнуты антенны телеметрии и вклеены циакрином.
ОКРАСКА МОДЕЛИ
Для лучшей адгезии краски все окрашиваемые поверхности модели тщательно обезжирены. В качестве грунта использована «серебрянка», позволяющая выявить дефекты, которые после высыхания грунта тщательно зашпаклеваны и зашлифованы мелкой «шкуркой».
Основные части модели (посадочные поверхности на них предварительно были закрыты липкой лентой) окрашены аэрографом. Каждый из четырех слоев белой краски сушился не менее 12 часов; мелкие дефекты устранялись «шкуркой». Последний слой наносился так, чтобы добиться естественной «сатиновой» поверхности. Зона на головном обтекателе, которая должна оставаться белой, была закрыта бумагой с помощью бумажной же липкой ленты, обеспечивающей ровную границу цветов. Остальные поверхности покрыты флюоресцентной красно-оранжевой краской. Из липкой бумажной ленты вырезаны трафареты крупных надписей и наклеены на корпус модели. Сами надписи нанесены тонким слоем черной краски, после высыхания которой трафареты были тотчас сняты.
ОКОНЧАТЕЛЬНАЯ СБОРКА МОДЕЛИ
Имитаторы шашечек, полосок и ткани, которой заклеены люки прототипа, сделаны при помощи трафаретов. Как показывает опыт, четкие границы получаются методом декалькомании. Для этого наносят слой краски соответствующего цвета на бумагу с клеем (типа почтовых марок или декалей), вырезают из нее шашечки и полоски нужного размера, увлажняют водой и наклеивают. Таким способом изготавливают и мелкие надписи, нанося их на декаль с необходимым фоном. Оставшиеся небольшие детали окрашены согласно чертежу прототипа и приклеены циакрином.
СИСТЕМА СПАСЕНИЯ И ЦЕНТРОВКА
Купола парашютов основной части модели 1.8 (диаметром 600 мм) и макета полезной нагрузки 5.2 (диаметром 500 мм, с полюсным отверстием диаметром 100 мм) имеют по 16 строп. Они вырезаны из металлизированного лавсана толщиной 12 мк. У половинок головного обтекателя — купола парашютов диаметром 260 мм с восемью стропами из лавсана толщиной 6 мк.
Для точного расположения центра тяжести модели (340 мм от носика) в двигательный отсек вставлен МРД, а в макет полезной нагрузки засыпана мелкая дробь (80—90 г). Затем через эти же отверстия продет фал, к которому привязан амортизатор с парашютом.
ПОДГОТОВКА К ЗАПУСКУ
Ее начинают со снаряжения двигательного отсека. Для этого в трубки на одинаковую глубину вставляют МРД 5-3 (с замедлением 3 с) с тщательно зачищенными каналами сопел. Два двигателя сверху заливают эпоксидной смолой, а в оставшиеся засыпают вышибные заряды (по пять порций черного пороха, отмеренных мерками глубиной 4 мм из гильзы малокалиберного патрона) и закрывают сверху бумажными пыжами. МРД крепят деревянными или металлическими штифтами через отверстия в трубках и корпусах двигателей.
Затем двигательный отсек вставляют в корпус модели, фиксируют «скотчем» скобы, прижимая их к шпангоуту, и надевают хвостовую часть. В парашютный отсек вставляют ватный пыж, завернутый в мягкую бумагу, проталкивают его до упора вниз, сверху засыпают порцию талька высотой 5—6 мм и вставляют еще один пыж. Аккуратно укладывают купол основного парашюта модели, обматывают вокруг него стропы и вставляют в отсек. Далее укладывают парашюты макета полезной нагрузки, защемив его прищепкой, и половин головного обтекателя. Макет помещают в одну половину обтекателя, прижав ее парашют, сверху кладут парашют другой половины и закрывают обтекатель. Снаружи на него надевают контровочное резиновое кольцо. С парашюта макета снимают прищепку и ставят его на место. После чего стыкуют обтекатель с моделью и снимают контровку.
Модель готова к запуску. Ее устанавливают направляющими кольцами на штырь диаметром 8 мм и длиной не менее 1.5 м так, чтобы трубки пирокреста точно вошли в сопла МРД. Затем подключают электрозапал к пульту управления запуском. Остается нажать кнопку «Пуск».
В.МИНАКОВ,
заслуженный тренер,
заведующий отделом
технического творчества
МГДТДиЮ
Рекомендуем почитать
 ПОД ФЛАГОМ БРАНДЕНБУРГА
ПОД ФЛАГОМ БРАНДЕНБУРГА
Нередко в литературе можно встретить утверждение, будто германские государства обзавелись регулярным военно-морским флотом только в середине XIX века. Однако это не соответствует... ПРЕСС-ЭКСПРЕСС
ПРЕСС-ЭКСПРЕСС
Если вы задумали переплести заново обветшавшие книги вашей библиотеки, есть смысл изготовить вот такое несложное приспособление, используемое в качестве пресса для обрезки истрепавшегося...