Имя Бориса Ефимова, мастера спорта, неоднократного чемпиона и рекордсмена страны, замечательного спортсмена и умелого педагога, знакомо каждому автомоделисту. Чуть ли не с самых первых дней существования этого вида спорта в судейских протоколах неизменно значится «Б. Ефимов». И хотя представителей «старой гвардии» все сильнее и сильнее теснят молодые спортсмены, скорости моделей Бориса Ивановича по-прежнему остаются предметом их зависти.
В чем дело! Секреты мастера! Опыт! Прекрасное знание двигателя! Да, и это, конечно. Но не только это. Главное у Ефимова — непрерывный конструкторский поиск. Поиск, не останавливающийся после создания очередной модели. Работа над новым детищем от соревнования к соревнованию, обостренная переимчивость и щедрое экспериментаторство.
Так получилось и с моделью, которую мы сегодня представляем на наших страницах. Ее скорость росла от старта к старту. В 1966 году на первенстве страны — около 160 км/час, затем в 1967 году — 184,086 (новый рекорд СССР), а на международных соревнованиях в Будапеште — уже 191 км/час.
Всякий, кто занимается моделизмом, скажет, что ничего особенно сложного в «Стреле» нет; и двигатель стоит распространенный — МВВС. Но точность расчета, правильная форсировка, умелый подбор колес и топлива смогли сделать из в общем-то не уникальных компонентов, из доступных каждому узлов и агрегатов модель-чемпионку.
Она вполне может быть повторена любым моделистом средней квалификации. И, по словам Ефимова, показала еще далеко не все, на что способна. Вот почему мы помещаем ее подробные чертежи.
Итак, пока скорость 191 км/час. Кто добьется большей!..
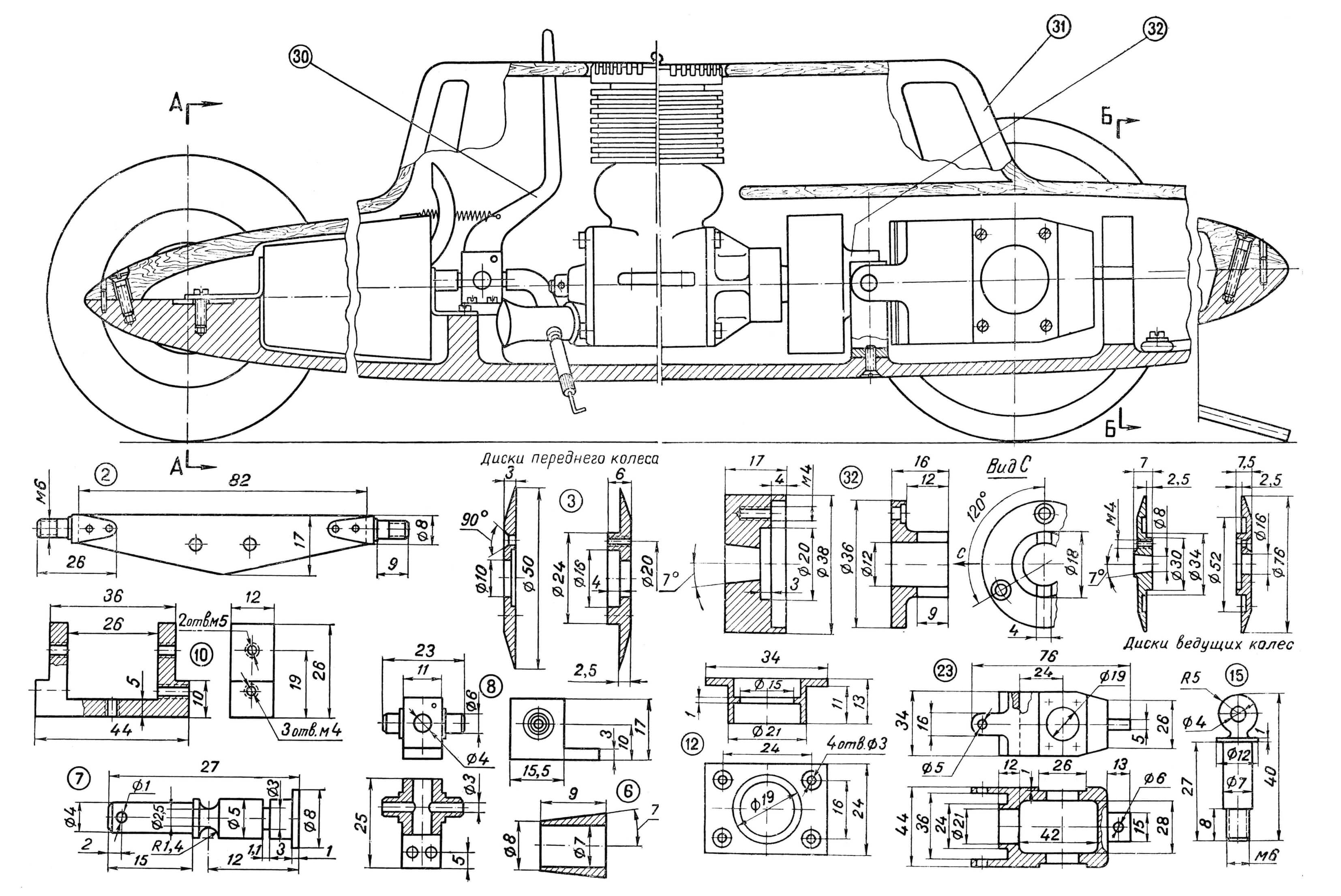
КУЗОВ МОДЕЛИ состоит из двух частей — поддона и верхнего обтекателя. Поддон отлит из алюминиевого сплава и обработан так, как показано на рисунке.
Верхний обтекатель изготовлен из липы. Заготовка собирается из нескольких брусков на казеиновом клее и прессуется. Затем ее обрабатывают снаружи и подгоняют к поддону. Внутреннюю часть облегчают после установки всех деталей на нижней половине кузова. Затем в обтекателе прорезают пазы для охлаждения двигателя и сверлят отверстия для крепления обтекателя.
Дальнейшая обработка ведется обычными приемами. Необходимо только для защиты окрашенной поверхности от воздействия компонентов топлива последний слой нанести синтетическим бесцветным лаком.
ПЕРЕДНЯЯ ПОДВЕСКА изготовлена из листовой стали 65Г толщиной 1 мм. В крайнем случае для нее можно использовать полотно от старой ножовки. Форма и размеры пластины ясны из чертежа.
На концах пластины цапфы полуосей закреплены двумя стальными заклепками, при этом необходимо добиться строгой соосности каждой из них. Лучше всего их предварительно припаять, а затем просверлить отверстия под заклепки. После расклепывания заклепок цапфы вновь аккуратно припаять, выступающие части заклепок опилить и всю подвеску отполировать пастой ГОИ. На концы цапф надевают передние колеса и затягивают самоконтрящимися гайками. Передний мост готов. Осталось закрепить его на модели.
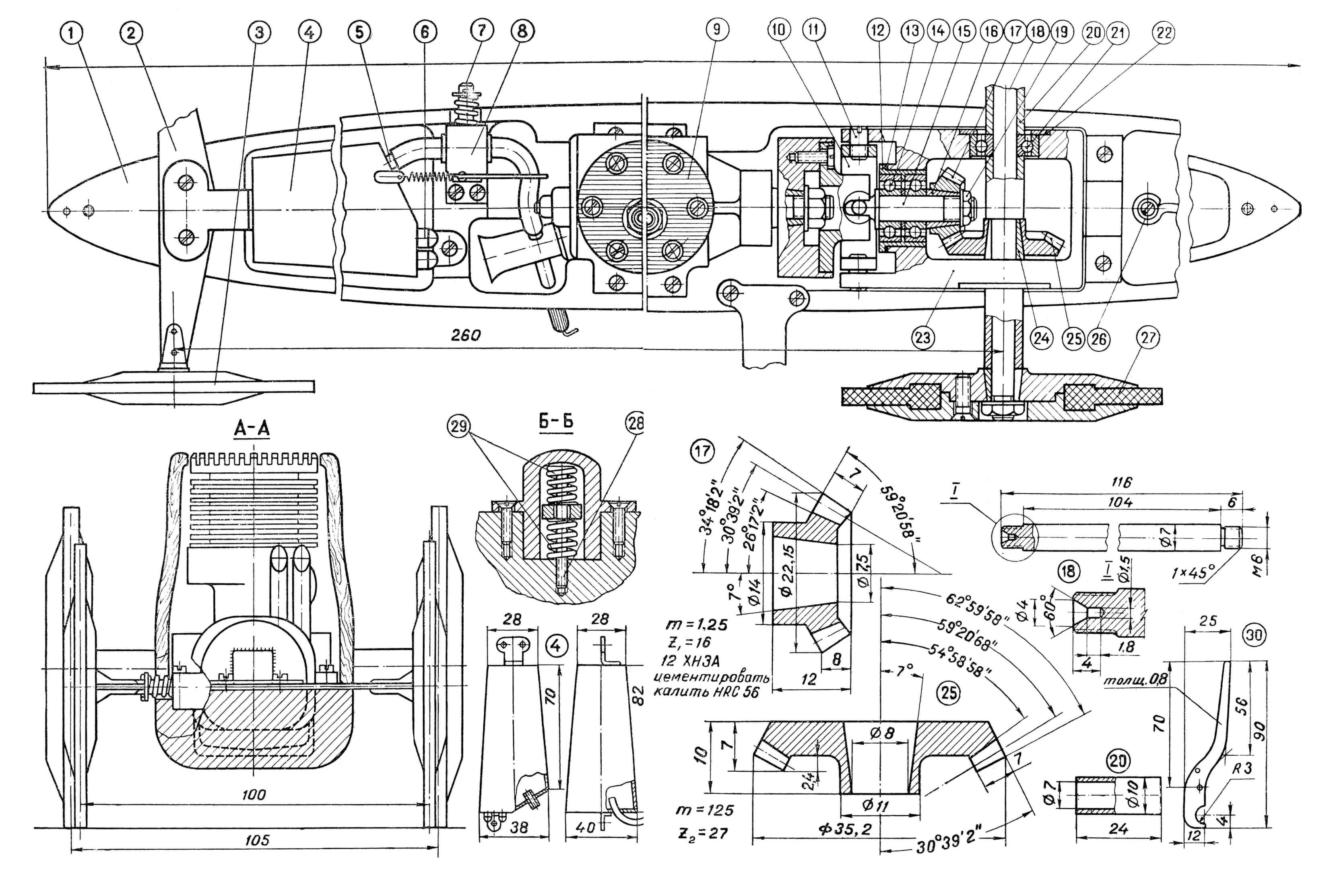
ЗАДНЯЯ ПОДВЕСКА делает ход моделей мягким и плавным при движении по неровному корду.
Ее конструкция такова. Ось качания заднего моста проходит через выступы с отверстиями в передней части корпуса редуктора. В эти отверстия ввернуты полуоси П-образной скобы 10, прикрепленной к поддону.
Выступ с отверстием в задней части редуктора снизу и сверху зажат короткими пружинами 29. Через отверстие выступа проходит круглый стержень 28, предотвращающий выскакивание пружин в стороны. Сверху вплотную к торцу стержня и боковым поверхностям заднего выступа прижата П-образная скоба, не дающая корпусу редуктора перемещаться вбок.
Жесткость подвески подбирается экспериментально. На описываемой модели стоят пружины, изготовленные из проволоки ОВС ø 1,0 мм. Внутренний диаметр пружины 6 мм. Длина в свободном состоянии 16 мм.
РЕДУКТОР МОДЕЛИ выполнен отдельным блоком. Это позволяет сохранить постоянные условия зацепления шестерен при эксплуатации модели и обеспечить наибольший срок их службы.
Корпус редактора 23 изготовлен из стали в соответствии с рисунком. В переднее отверстие ставится стакан 12 с подшипниками 14 хвостовика ведущей шестеренки 17. Последняя устанавливается на конусе 16 и крепится гайкой 19.
Ось ведущих колес 18 установлена в корпусе редуктора на подшипниках 21, зафиксированных от бокового смещения крышками 22. Ведомая шестерня 25 установлена на конусе 24 и зажата распорными втулками 20.
При регулировке зацепления подбирается длина средней распорной втулки, а под фланец стакана подшипников ведущей шестерни подкладываются прокладки.
Передаточное число редуктора 1,68, модуль 1,25. Шестерни изготовлены из стали 12ХНЗА и имеют твердость после цементирования и закалки 56HRC.
БАК — одна из важнейших деталей модели. Ошибки в его изготовлении существенно влияют на запуск и скоростные показатели модели. Практика показала, что наиболее приемлема высокая и узкая с боков конструкция; соединения стенок тщательно паяются.
Бак изготовлен из белой жести листа. Он относится к бакам открытого типа и имеет две дренажные трубки 6.
Третья трубка 5 служит для подачи топлива к двигателю.
ОСТАНОВОЧНОЕ ПРИСПОСОБЛЕНИЕ служит для немедленной остановки модели по желанию моделиста. Остановочное приспособление бывает двух типов — прекращающее доступ воздуха и прекращающее доступ топлива к двигателю. В последнее время на моделях всех типов получило распространение остановочное приспособление второго типа.
Конструкция и способ его установки на модели ясны из рисунка.
Корпус 8 изготовляют из латуни, а золотник 7 — из стали. Для лучшей герметичности золотник притирают к корпусу, используя пасту ГОИ.
ВЕДУЩИЕ КОЛЕСА современных гоночных моделей вращаются со скоростью 12 000—13 000 об/мин. Поэтому к резине, устанавливаемой на них, предъявляются повышенные требования (жесткость и сопротивление на разрыв). Колеса необходимо предварительно испытать при скоростях 13 000— 14 000 об/мин, при этом колесо не должно увеличиваться в диаметре больше чем 15—20 мм и терять форму правильного круга. Иногда для увеличения устойчивости к воздействию центробежной нагрузки внутрь шины запекают металлический диск. На данной модели установлены колеса, изготовленные методом вулканизации из твердых сортов масло-бензостойкой резины без металлических дисков.
ВЕДОМЫЕ КОЛЕСА изготовляются таким же образом, как и ведущие, с той лишь разницей, что внутрь шины запекается металлический или фанерный диск. Его диаметр на 8—10 мм меньше диаметра шины.
СБОРКА И НАЛАДКА МОДЕЛИ начинается только после изготовления всех деталей и узлов, из которых состоит модель.
Основанием служит нижняя часть модели, в которой монтируются все узлы и агрегаты. Сначала устанавливается задний мост с подвеской и колесами. Затем ставится двигатель с маховиком и соединительной муфтой. Далее крепят переднюю подвеску с колесами. Топливный бак с остановочным приспособлением монтируют на модели в последнюю очередь.
НАЛАДКА — это комплекс операций, в результате которых выявляются недостатки сборки модели. К наладке можно отнести отыскание центра тяжести модели, изготовление и установку кордовой планки на модели.
Центр тяжести определяют уравновешиванием полностью собранной модели на острие ножа (или металлической линейки, зажатой в тисках). Найдя положение равновесия, делают засечку в месте касания острия с поддоном. Отверстие на конце кордовой планки должно находиться на перпендикуляре, опущенном к продольной оси модели и проходящем через центр тяжести. Расстояние от центра отверстия до продольной оси модели должно быть равно 225—255 мм. Кордовая планка изготавливается из дюралюминия толщиной 2 мм и крепится к поддону двумя винтами М4.
Чтобы лучше уравновесить модель в вертикальной плоскости, рекомендуется всю кордовую планку от места крепления загнуть вверх на 5—8°.
Проделав операции по уравновешиванию, можно считать модель готовой к первым запускам ее на корде.
Позиции, не оговоренные в тексте: 1 — поддон, Ал-8; 2 — подвеска передняя, сталь 65-Г; 3 — переднее колесо; 4 — топливный бак; 9 — двигатель МВВС; 11 — полуось подвески редуктора; 13 — регулировочная прокладка; 15 — хвостовик, сталь 14ХНЗА; 26 — костыль; 27 — шина; 30 — рычаг остановочного приспособления; 31 — обтекатель; 32 — муфта, сталь 45.
Р. ОГАРКОВ,
инженер
Рекомендуем почитать
 ЗАОКЕАНСКИЕ ТЯЖЕЛОВЕСЫ
ЗАОКЕАНСКИЕ ТЯЖЕЛОВЕСЫ
Одним из наиболее любопытных фактов из истории кораблестроения Соединенных Штатов Америки является тот, что их первый броненосный крейсер по сути своей не являлся ни отечественной... ПАТЕНТЫ И ЭКСПЕРИМЕНТЫ
ПАТЕНТЫ И ЭКСПЕРИМЕНТЫ
На протяжении веков эволюция боевых кораблей протекала очень неторопливо. Не изменило ситуацию даже появление паровой машины и брони. Суда разных рангов по-прежнему отличались друг от...