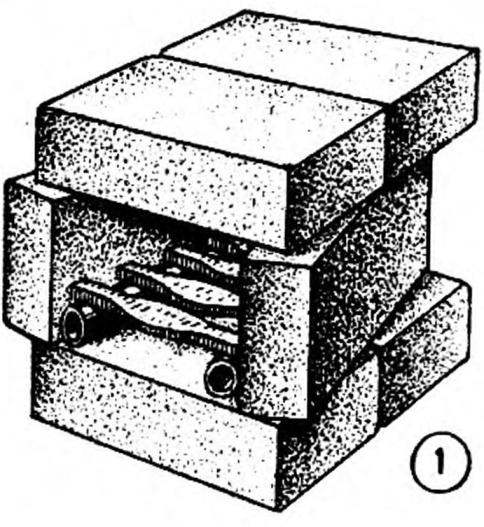
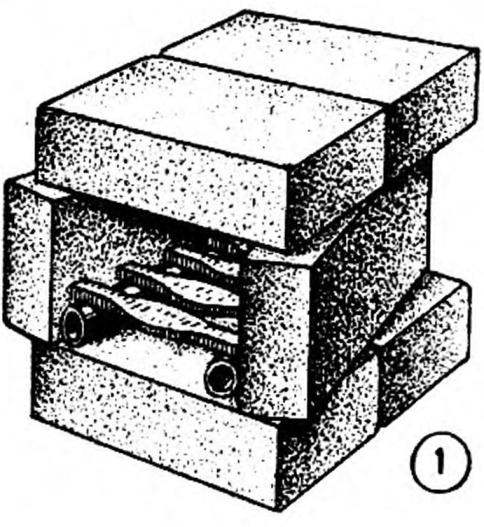
Любители мастерить нередко сталкиваются с необходимостью отковать что-нибудь из инструментов или предметов домашнего обихода. Временную кузницу несложно сделать из подручных средств. Достаточно шести огнеупорных кирпичей, паяльной лампы и самодельной колосниковой решетки, изготовленной из стальной полосы толщиной 3—4 мм. В пожаробезопасном месте складывают, как показало на рисунке 1, горн из кирпичей. На нижние кладут два обрезка водопроводных труб, а на них — решетку, чтобы между ней и нижними кирпичами остался зазор. Колосники — поперечные рейки решетки — немного отгибают, чтобы они захватывали пламя паяльной лампы и направляли вверх.
На решетку насыпают каменный уголь и ставят перед горном разогретую паяльную лампу (рис. 2). Пламенем лампы разжигают уголь и поддерживают его интенсивное горение в дальнейшем. Нужно только найти наиболее эффективное направление пламени, так как получение высокой температуры зависит в основном от дутья. Из соображений безопасности и для предохранения резервуара паяльной лампы от перегрева целесообразно отгородить ее от жара горна экраном из негорючего материала.
Заготовки, подлежащие ковке, зарывают в раскаленный уголь, где они выдерживаются до тех пор, пока не разогреются до светло-оранжевого цвета, что соответствует температуре примерно 1000 — 1100°. Долго выдерживать заготовки не следует, так как у них резко ухудшаются механические свойства — металл становится хрупким. Куют обычно молотком массой 0,5 — 1 кг. И обязательно в защитных очках, чтобы горячая окалина не попала в глаза. Наковальней может служить любая массивная металлическая болванка: кувалда, обломок рельса и тан далее.
Возможности и приемы ручной ковки очень разнообразны. Чтобы получить, например, полукруглую стамеску, раскаленную пластину кладут на специальный ручеек в наковальне, сверху прикладывают стальной прутом и, ударяя по нему, гнут заготовку (рис. 3).
Если нужно откопать серпообразную полосу, то наносить удары следует по одному краю полосы, как показано на рисунке 4. И та сама выгнется в противоположную сторону.
 Любители мастерить нередко сталкиваются с необходимостью отковать что-нибудь из инструментов или предметов домашнего обихода. Временную кузницу несложно сделать из подручных средств. Достаточно шести огнеупорных кирпичей, паяльной лампы и самодельной колосниковой решетки, изготовленной из стальной полосы толщиной 3—4 мм. В пожаробезопасном месте складывают, как показало на рисунке 1, горн из кирпичей. На нижние кладут два обрезка водопроводных труб, а на них — решетку, чтобы между ней и нижними кирпичами остался зазор. Колосники — поперечные рейки решетки — немного отгибают, чтобы они захватывали пламя паяльной лампы и направляли вверх.
Любители мастерить нередко сталкиваются с необходимостью отковать что-нибудь из инструментов или предметов домашнего обихода. Временную кузницу несложно сделать из подручных средств. Достаточно шести огнеупорных кирпичей, паяльной лампы и самодельной колосниковой решетки, изготовленной из стальной полосы толщиной 3—4 мм. В пожаробезопасном месте складывают, как показало на рисунке 1, горн из кирпичей. На нижние кладут два обрезка водопроводных труб, а на них — решетку, чтобы между ней и нижними кирпичами остался зазор. Колосники — поперечные рейки решетки — немного отгибают, чтобы они захватывали пламя паяльной лампы и направляли вверх.