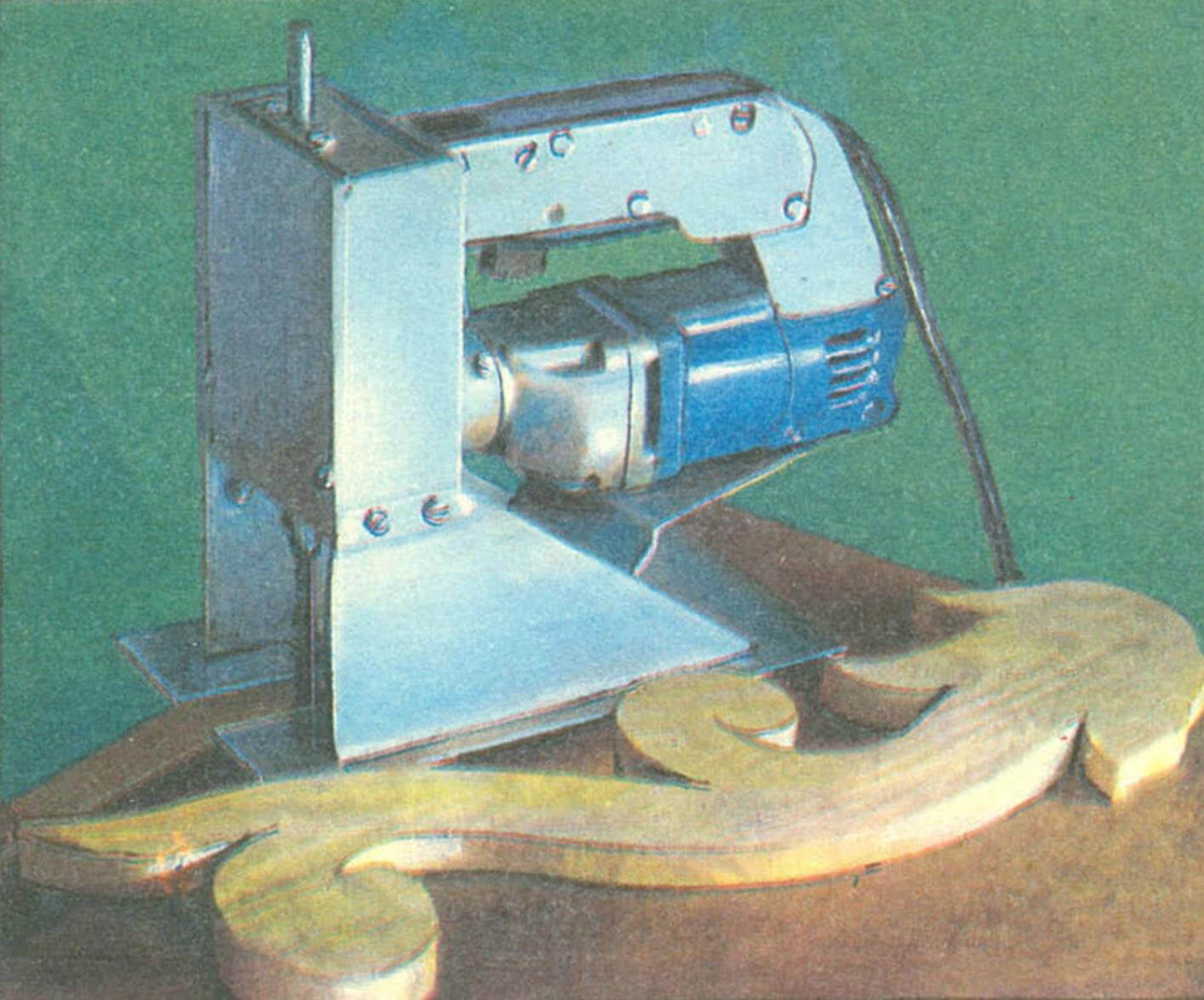
Для выполнения профильной резьбы по дереву предлагаю читателям «М-К» собрать несложный станок на базе электродрели ИЭ-1036Э с электронным регулятором частоты вращения шпинделя.
Этот механический электролобзик универсален, он пригоден для выпиливания фигурных прорезок как по дереву, так и по металлу. Изготовить его по силам каждому самодельщику, имеющему опыт работы на станках — сверлильном, токарном и фрезерном. Для электролобзика понадобятся пара шестерен (Z1 = 14 и Z2 = 40), болты, подшипники, отрезки труб, кусок швеллера, стальные пластины различных размеров.
Для преобразования вращения шпинделя дрели в возвратно-поступательное движение пилки я применил всем известный кулисный механизм, кулиса которого совершает возвратно-поступательные движения по неподвижным направляющим — втулкам.

Корпус кулисного механизма изготовлен из швеллера 100X45X5 мм и длиной 135 мм; верхняя, нижняя и боковая его крышки — из листовой стали толщиной 3 мм.
Переходник представляет собой втулку с внешним диаметром 52 мм и высотой 30 мм; с одной из ее сторон она растачивается по диаметру наружной обоймы подшипника, а с другой — по внешнему диаметру корпуса электродрели. Под стопорное кольцо подшипника прорезана канавка. На корпусе переходник закрепляется сваркой.
Далее на корпусе и на переходнике размечаются и разделываются резьбовые отверстия М5 под винты крепления стоек, ручки станка и для фиксации электродрели.
Шестерня (Z1 = 14). По оси шестерни просверливается сквозное отверстие Ø 11 мм. Затем на торце цилиндрической ее части выбираются пазы таким образом, чтобы получились выступы высотой по 5 мм, обеспечивающие сопряжение с муфтой, соединяющей вал электродрели с шестерней.
Муфта. Ее внешний диаметр — 16 мм; на одном из ее торцов выбраны пазы в соответствии с выступами на шестерне и просверлено отверстие Ø 3 мм под штифт, фиксирующий муфту на валу электродрели.
Вал электродрели. Механическая часть электродрели разбирается, и вал ее доводится на токарном станке до диаметра 10,5 мм. С торца вала разделывается резьбовое отверстие под винт М6. Затем электродрель собирается вместе с муфтой.
Зубчатое колесо (Z2 = 40). На токарном станке в нем растачивается отверстие под подшипник по наружной его обойме; далее в зубчатом колесе сверлится отверстие Ø 8 мм под палец привода штанги. После этого в зубчатое колесо запрессовывается палец, а затем — подшипник.
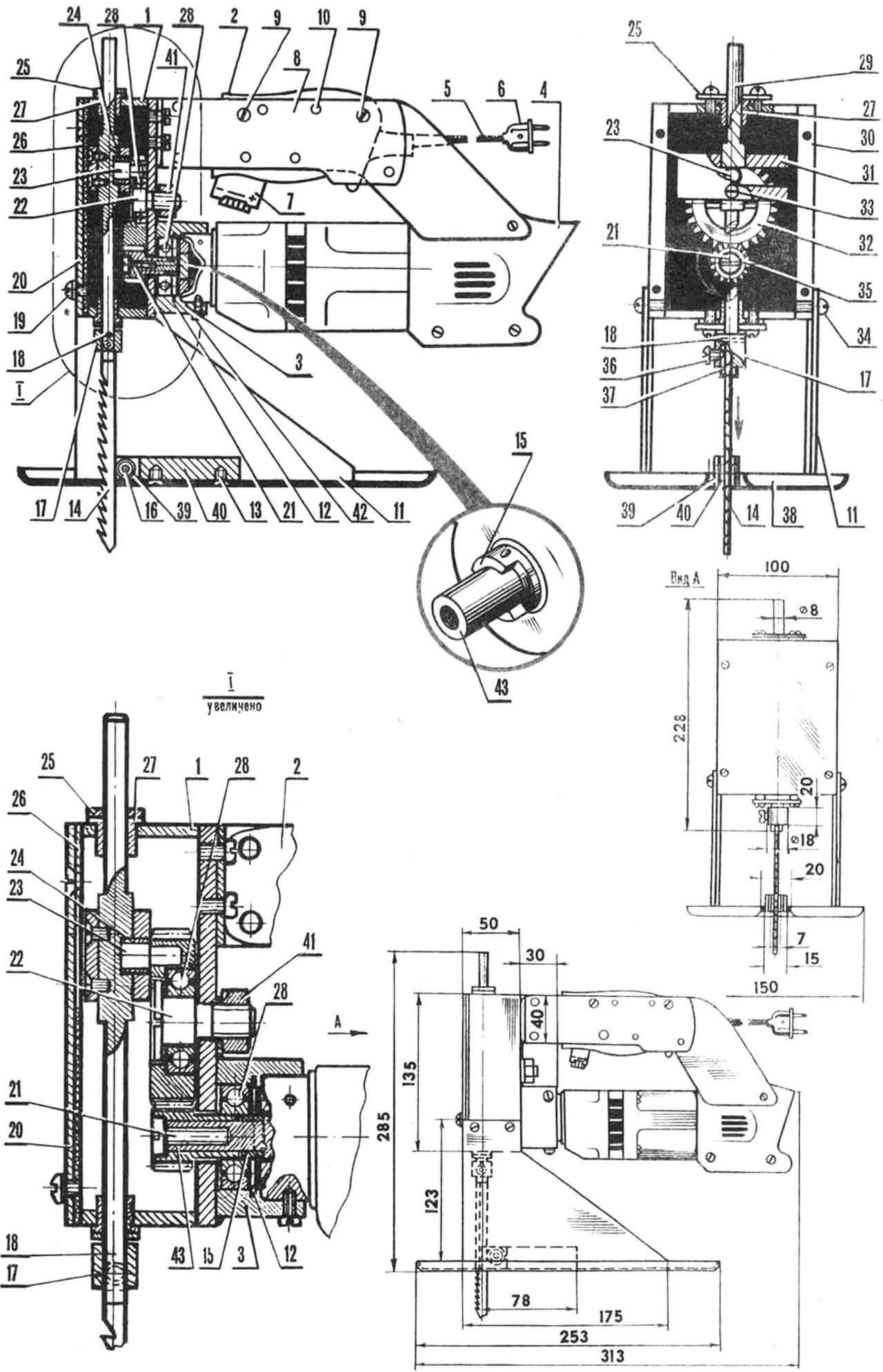
1 — верхняя крышка корпуса станка, 2 — ручка, 3 — втулка, 4 — электродрель, 5 — кабель, 6 — вилка, 7 — кнопка с регулятором, 8 — щека (изолирующий материал), 9 — винты крепления ручки, 10 — заклепка, 11 — стойки, 12 — стопорное кольцо, 13 — винты крепления кронштейна направляющего ролика, 14 — пилка, 15 — корпус подшипника, 16 — палец, 17 — держатель пилки, 18 — штифт держателя, 19 — винт, 20 — крышка, 21 — болт крепления ведущей шестерни, 22 — ось ведомой шестерни, 23 — палец привода штанги, 24 — втулка, 25 — крышка направляющей втулки, 26 — прокладка, 27 — направляющая втулка, 28 — подшипники, 29 — штанга, 30 — корпус, 31 — кулиса, 32 — зубчатое колесо, 33 — винты крепления штанги, 34 — винт крепления стойки, 35 — шестерня, 36 — винт крепления пилки, 37 — сухарь, 38 — платформа, 39 — направляющий ролик, 40 — кронштейн крепления направляющего ролика, 41 — гайка, 42 — стопорный винт, 43 — вал электродрели.
Ось зубчатого колеса. На токарном станке вытачивается ось в виде болта с большой головкой. Последняя при сборке не должна выступать из плоскости зубчатого колеса.
Кулиса изготовлена из стального бруска с габаритами 25X28X64 мм. В нем профрезерован паз глубиной 10 мм и шириной 12 мм. Под штангу по оси симметрии кулисы сверлится отверстие Ø 14 мм.
Штанга изготовлена из стального прутка Ø 14 мм и длиной 220 мм. С одной стороны он проточен до 0 8мм на длине 70 мм, с другой — на длине 105 мм. В кулису штанга запрессовывается и фиксируется двумя винтами М5. На рабочем конце штанги сделан разрез, и одна из сторон удаляется, после чего в штанге сверлится отверстие Ø 3 мм под штифт крепления втулки (держателя пилки).
Втулка-держатель пилки. Она изготовлена из трубы 18X5. В ней просверлено отверстие под штифт Ø 3 мм и разделано резьбовое отверстие под винт (держатель сухаря) М6; сухарь выпиливается из полувалика, затем в нем выполняется глухое конусное отверстие под винт.
В крышках корпуса кулисного механизма просверлены отверстия Ø 12 мм под направляющие втулки. Здесь же предусмотрены отверстия с резьбой М5 под винты крепления крышек втулок.
Кронштейн крепления направляющего ролика — из стального бруска 15X15X78 мм. С одной его стороны выбран паз шириной 7 мм и длиной 20 мм под направляющий ролик пилки; просверлены два отверстия Ø 8 мм под ось направляющего ролика, снизу кронштейна разделаны два отверстия М5.
Направляющий ролик — из закаленной стали, его внешний диаметр — 15 мм, внутренний — 8 мм, сечение канавки под пилку—1X1 мм.
Платформа и стойки — из листовой стали толщиной 1,5 мм; края вдоль всего периметра платформы немного отогнуты вверх, в передней части выбран паз 20X50 мм под пилку.
Ручка, снятая с электродрели, закреплена в верхней части станка между двумя щеками.
Пилка вставляется так, чтобы зубья были направлены вверх для гашения колебаний и вибрации станка.
Теперь можно выполнить полную сборку всего станка.
Скорость распиловки — 400 мм/мин. Частота колебаний штанги — 300 1 /мин.
Уважаемая редакция, я предлагаю свою работу для тех, кто до сих пор пилит вручную. Правда, мой станок оставляет желать лучшего, но он работает, действует. В дальнейшем буду совершенствовать его конструкцию, чтобы получить более легкий и удобный блок к электродрели.
П. СУБОЧЕВ, Курская обл.
Рекомендуем почитать
 ЛЕТАЕМ В АКТИВНОМ СТИЛЕ
ЛЕТАЕМ В АКТИВНОМ СТИЛЕ
Представляю читателям журнала тренировочную радиоуправляемую авиамодель, предназначенную для спортсменов-любителей среднего уровня, предпочитающих полеты в активном стиле. Модель обладает... КАРЛИКОВЫЕ СУБМАРИНЫ ЕЁ ВЕЛИЧЕСТВА
КАРЛИКОВЫЕ СУБМАРИНЫ ЕЁ ВЕЛИЧЕСТВА
Британское военное кораблестроение имеет многовековой опыт разработки и боевого применения самых передовых конструкций и технологий. Накануне Второй мировой войны ядром британских эскадр...
